

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
6.4.30 Исправленный участок шва должен быть подвергнут контролю методами, предусмотренными конструкторской и технологической документацией.
6.4.31 Технологические процессы исправления дефектов сварных соединений должны быть подписаны координатором сварки и утверждены главным инженером предприятия-изготовителя.
6.4.32 Деформации сварных конструкций, превышающие допустимые конструкторской документацией, должны быть устранены холодной или горячей правкой в соответствии с 6.1.2 – 6.1.6 и приложениями А, Б.
6.4.33 Сведения о сварщиках, выполнявших сварку несущих конструкций (фамилия и номер удостоверения), результаты контроля и приемки сварных соединений следует вносить в сопроводительную документацию или журнал сварочных работ.
В случаях, предусмотренных конструкторской документацией, сварные соединения подлежат клеймению личным клеймом сварщика.
7 Требования безопасности и охраны труда
7.1 При организации и проведении сварочных работ следует выполнять требования ГОСТ 12.1.005, ГОСТ 12.1.030, ГОСТ 12.2.003, ГОСТ 12.2.007.0, ГОСТ 12.2.007.8, ГОСТ 12.2.008, ГОСТ 12.3.002, ГОСТ 12.3.003, ГОСТ 12.3.036.
7.2 Производственные помещения, предназначенные для выполнения сварочных работ, должны быть оборудованы вентиляцией и отоплением в соответствии с требованиями санитарных норм проектирования промышленных предприятий [3], санитарных правил при сварке, наплавке и резке металлов [4], норм проектирования освещения [5].
7.3 Работы, связанные с применением сжатых и горючих газов, должны соответствовать правилам по охране труда при электро - и газосварочных работах [6], межотраслевым правилам по охране труда при производстве ацетилена, кислорода, процессе напыления и газопламенной обработке металлов [7], правилам устройства и безопасной эксплуатации сосудов, работающих под давлением [8], правилам безопасности систем газораспределения и газопотребления [9]. При выполнении сварочных и огнерезательных работ должны быть соблюдены противопожарные мероприятия в соответствии с требованиями ГОСТ 12.1.004.
7.4 К выполнению сварки допускаются лица, прошедшие обучение, инструктаж и проверку знаний требований безопасности, имеющие квалификационную группу по электробезопасности не ниже II и имеющие соответствующие удостоверения. [ГОСТ 12.3.003–86, пункт 6.1] |
Приложение А
(рекомендуемое)
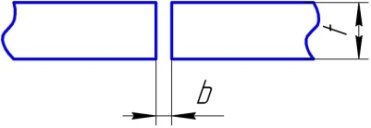
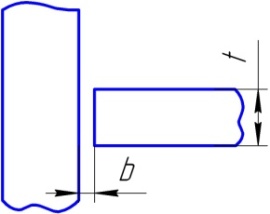
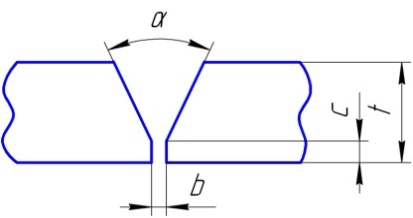
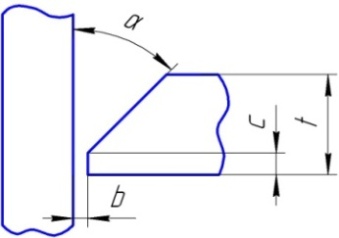
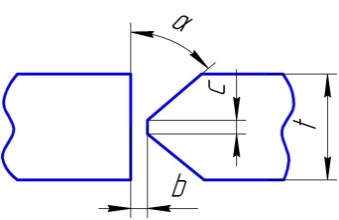
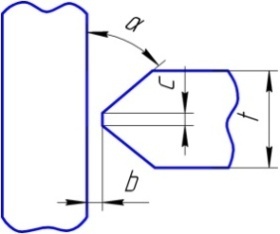
Конструктивные элементы двусторонних сварных соединений с полным проплавлением
1
Эскиз соединения | Способ сварки | Размеры | |||
t, мм | b, мм | c, мм | б, град | ||
| в защитных газах | до 6 | от 1 до 3 | - | - |
под флюсом | до 20 | от 0 до 4 | - | - | |
| в защитных газах | - | - | - | - |
под флюсом | до 10 | от 0 до 2 | - | - | |
| в защитных газах | св. 4 | от 1 до 3 | от 0 до 2 | 50 |
под флюсом | св. 12 | от 0 до 3 | от 1 до 6 | 50 | |
| в защитных газах | св. 4 | от 1 до 3 | от 0 до 2 | от 45 до 50 |
под флюсом | св. 12 | от 0 до 2 | от 1 до 6 | от 45 до 50 | |
| в защитных газах | св. 4 | от 0 до 3 | от 0 до 2 | от 45 до 50 |
под флюсом | св. 8 | от 0 до 3 | от 1 до 5 | 50 | |
| в защитных газах | св. 8 | от 1 до 3 | от 0 до 2 | 50 |
под флюсом | св. 16 | от 0 до 4 | от 2 до 6 | 50 | |
| в защитных газах | св. 8 | от 1 до 3 | от 0 до 2 | от 45 до 50 |
под флюсом | - | - | - | - | |
| в защитных газах | св. 8 | от 1 до 3 | от 0 до 2 | от 45 до 50 |
под флюсом | св. 16 | от 0 до 2 | от 3 до 5 | 50 |


Приложение Б
(справочное)
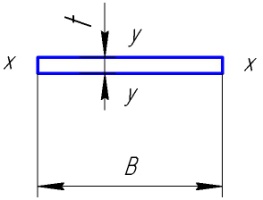
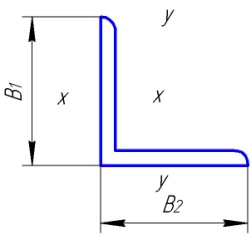
Пределы допустимости правки и гибки (по радиусу) стального проката в холодном состоянии
Таблица А1
Прокат | Эскиз | Ось, относительно которой осуществляется правка | Правка – предельно допускаемый прогиб на длине прогнутого участка l | Гибка – допускаемый минимальный радиус |
Листовая, универсальная, полосовая, квадратная сталь |
| х-х y-y | l2/400t l2/800B | 25t |
Уголок |
| х-х y-y | l2/720B1 l2/720B2 | 45B1 45B2 |
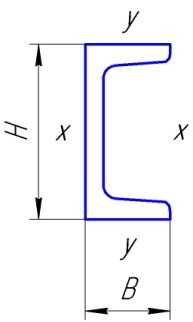
Швеллер |
| х-х y-y | l2/200H l2/360B | 25H 45B |
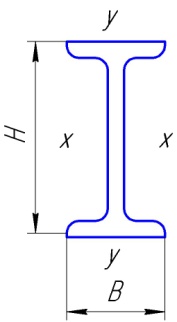
Двутавр |
| х-х y-y | l2/200H l2/200B | 25H 25B |
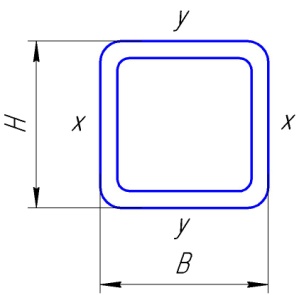
Гнутосварные профили |
| х-х y-y | l2/400H l2/400B | 30H 30B |
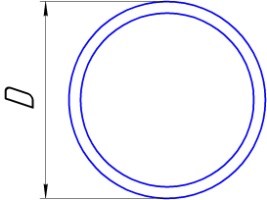
Трубы, круг |
| х-х y-y | l2/400D | 30D |
Приложение В
(рекомендуемое)
Схемы термической правки
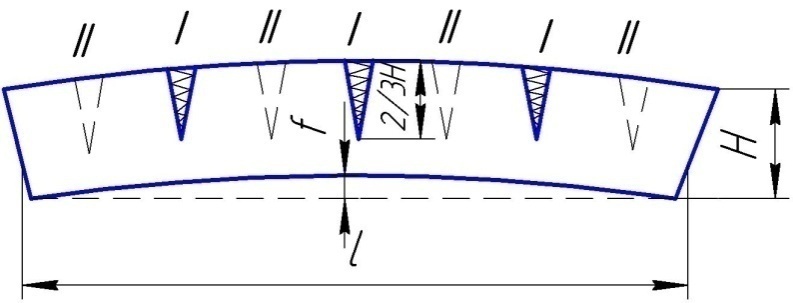
а) лист, полоса
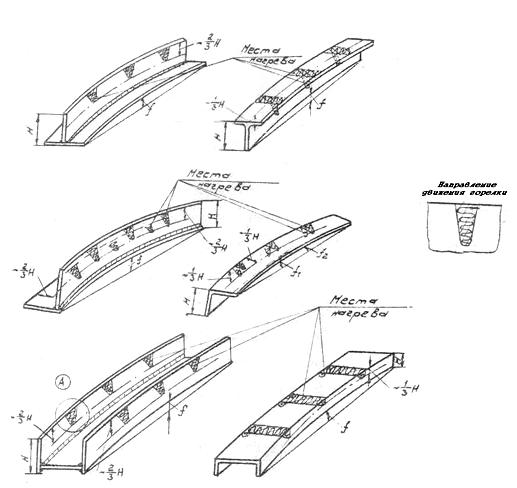
б) фасонный прокат, сварные балки
f, f1, f2 – стрела прогиба,
I – зоны первой очереди нагрева,
II – зоны второй очереди нагрева (при необходимости)
1
Приложение Г
(рекомендуемое)
Форма перечня сварных соединений
Перечень сварных соединений (_______________________________) модели ____________
(категория железнодорожного подвижного состава)
Сборочная единица | Сварное соединение | Деталь 1 | Деталь 2 | Сварочная проволока, электрод | Защитный газ, флюс | Положение сварки | Параметры режима | Отчет об аттестации WPQR, номер, дата | |||||||||||
Наименование | Номер чертежа | Номер | Тип | Толщина шва / катет шва, мм | Категория качества | Метод контроля | Номер по спецификации | Марка стали / толщина, мм | Номер по спецификации | Марка стали / толщина, мм | Марка | Диаметр, мм | Ток, А | Напряжение, В | Скорость сварки, м/ч | Количество проходов | |||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 |
Библиография
[1] ТУ 14-15391-99 | Прокат фасонный из низколегированной стали для вагоностроения |
[2] ТУ У 14-4-435-98 | Прокат листовой из коррозионно-стойкой стали марки 10Х13Г18Д |
[3] СН 245-71 | Санитарные нормы проектирования промышленных предприятий. Утверждены Государственным комитетом Совета Министров СССР по делам строительства 5 ноября 1971 г. |
[4] СН 1009-73 | Санитарные правила при сварке, наплавке и резке металлов. Утверждены 5 марта 1973 г. |
[5] СНиП 23-05-95 | Естественное и искусственное освещение. Нормы проектирования. Приняты и введены в действие постановлением Министерства России № 18-78 от 2 августа 1995 г. |
[6] ПОТ Р М-020-2001 | Межотраслевые правила по охране труда при электро - и газосварочных работах. Утверждены Постановлением Министерства труда и социального развития РФ от 9 октября 2001 г. № 72 |
[7] Межотраслевые правила по охране труда при производстве ацетилена, кислорода, процессе напыления и газопламенной обработке металлов. Утверждены министерством труда и социального развития РФ. Постановление от 14 февраля 2002 г. № 11 | |
[8] ПБ 03-576-03 | Правила устройства и безопасной эксплуатации сосудов, работающих под давлением. Утверждены постановлением Госгортехнадзора РФ № 91 от 11.06.03 г., зарегистрированы в Минюсте РФ 19.06.03, регистрационный номер 4776, введены с 04.04.2003 г. |
[9] ПБ 12-529-03 | Правила безопасности систем газораспределения и газопотребления. Утверждены Госгортехнадзором России, постановление от 01.01.2001, зарегистрированы в Минюсте РФ от 04,04,2003, введены с 04.04.2003 г. |

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
