

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Прогнозирование геометрической точности размеров заготовки с помощью совокупности производственных погрешностей.
Кью Лью и уанг
Лаборатория интеллектуальных CAM-систем
Кафедра технической и промышленной производственной инженерии
Университет г. Толедо; Толедо, шт. Огайо, рег. номер 43606
Аннотация
Традиционные методики анализа допусков, используемые при технологической подготовке производства, главным образом основываются на принципе суммирования допусков, в котором задание производственных допусков основывается на практических методах. Для достижения требуемого качества продукции оператор должен удостовериться, что после конкретной обработки на металлорежущем станке достигнуто соответствие производственным допускам. Этот метод работает, когда оператор принимает значительную роль в управлении процессом обработки на металлорежущем станке. В настоящее время, при длительном использовании станков с ЧПУ, следует полагаться на сами станки и программы ЧПУ для более эффективного контроля допусков. Желательно знать, могут ли быть достигнуты требования по точности изделия при наличии технологического проекта и доступных производственных ресурсов. На этот вопрос можно ответить, выполняя анализ совокупности производственных погрешностей. В данной работе представлен инновационный подход к выявлению геометрической точности размеров заготовки. Подход заключается в систематическом синтезе различных источников погрешностей, возникающих при протекании производственных процессов, и анализирует их общее влияние на готовые детали на основе статистического анализа.
Введение
1.1 Анализ допусков при процессе технологической подготовки производственных операций
Технологическое проектирование является важнейшей задачей в производстве. Его цель состоит в определении всех необходимых шагов и параметров, необходимых для корректной реализации производственных процессов, которые преобразуют сырой материал в полностью функционирующий и готовый к использованию продукт, отвечающий всем стандартным требованиям. В настоящее время, в процессе технологического проектирования используется анализ цепи / диаграммы допусков для того, чтобы готовые компоненты отвечали всем требованиям конструкций допусков (Wade 1983). Анализ цепи / диаграммы допусков показывает, каким образом необходимо объединить отдельные операции резания в обработке, чтобы произвести доскональное измерение отклонений каждой части проекта на стадии эскиза. Поскольку измерение, производящееся после такой операции, является стохастической переменной, оно зависит от таких факторов, как технические возможности станка, режущий инструмент, заготовка и т. д., и перед производством ставится задача распределения допусков между отдельными с таким образом, чтобы после объединения изменений всех допусков не был превышен индивидуальный специфический допуск проекта. С помощью диаграммы допуска оператор, отвечающий за процесс технологической подготовки производственных операций, сможет определить средние значения и допуски оперативных размеров, и производственные допуски на систематической основе.
За последние два десятилетия, исследователи приложили множество усилий для совершенствования методов анализа цепей / диаграмм допусков. Эти методы позволяют соответствующим допускам производства быть автоматически указанными в протоколах процессов технологической подготовки производственных операций (Zhang et al. 2000, Lin et al. 1999, Nassef and ElMaraghy 1997, Konakalla and Gavankar 1997, Ji 1996). Для проверки назначаются допуски производства, и операторы цеха должны производить проверку всех заготовок после каждого шага машинной обработки. Пока производственные допуски удовлетворяют технологическому процессу после каждого шага, готовая деталь также удовлетворяет структуре допусков. Такая парадигма контроля допуска в настоящее время принята в современной обрабатывающей промышленности. Тем не менее, назначение производственных допусков в цепи / диаграмме анализа допусков по своей природе носит эвристический характер (на основе эмпирических табличных данных), а не на основе тщательного анализа различных источников погрешностей, участвующих в производстве. Причиной для задания допуска является учет неизбежных неточностей в процессах технологической подготовки производственных операций. Поэтому, определяя, насколько допустима будет производственная погрешность, необходимо указать производственные допуски максимально точно. Этот вопрос был изучен некоторыми исследователями (Lee and Wei 1998, Liu, et al. 1997). Тем не менее, исследование охватывает только ограниченные виды допусков, которые нельзя подвести к обобщенной методологии для эффективного назначения производственных допусков. Учеными Laperriere и ElMaraghy (2000) был предложен подход для общего анализа и совокупирования допусков, но такой подход мог применяться не для операций механической обработки.
Для того, чтобы детали отвечали проектным спецификациям контроля погрешностей, возникающих непосредственно в процессе обработки, необходимо:
выявить источники производственных погрешностей; изучить, как взаимодействуют эти погрешности, и как они распространяются через ряд операций под влиянием точности заготовки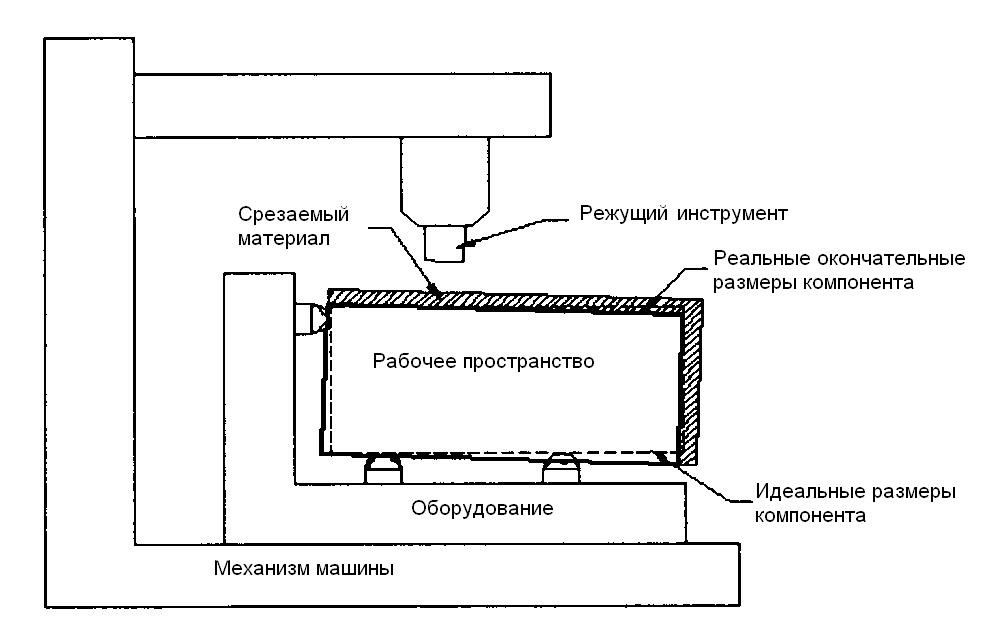
Чтобы выяснить источники погрешностей, влияющих на точность производственной части технологического процесса, полезно пересмотреть процедуры производственных операций, а затем исследовать возможные погрешности и классифицировать их. Рассматривая обработку заготовки (рисунок 1), можно установить, что погрешности происходят из источников четырех элементов системы обработки: станок, приспособление, режущий инструмент и деталь. Согласно взаимодействию между этими компонентами, источники производственных погрешностей могут быть классифицированы таким образом, как показано в таблице 1.
Рисунок 1 – Источники производственных погрешностей
Таблица 1. Категории источников производственных погрешностей.
Категория | Источники погрешностей |
Проведение работы | Погрешность установки |
Погрешность базирующей поверхности | |
Систематическая погрешность в повторительном теодолите за счет смещения точки отсчета, вызванного действием зажимного винта | |
Инструментальная обработка | Геометрические и пространственные неточности станка, неправильная установка, и компонентов станка износ в процессе многолетнего применения |
Температурные погрешности | |
Индуцированные погрешности силы резания | |
Режущий инструмент | Неточность инструмента |
Неправильная установка инструмента | |
Износ инструмента | |
Вибрация инструмента | |
Заготовка | Материал, форма, твердость, жесткость и т. д. |
Некоторые научно-исследовательские работы были проведены специально для выявления, анализа, прогнозирования и контроля различных источников производственных погрешностей (Yang and Lee 1998, Fraticelli et al. 1999, Li et al. 1997, Choudhuri and De Meter 1999, Huang and Gu 1994). Наиболее часто используется следующий подход: во-первых, наблюдается и анализируется случайно возникшая погрешность, затем моделируются ее структура, и, наконец, прогнозируются возможные действия в будущих операциях, дабы скомпенсировать возникающие случайные погрешности подобного типа. Для того, чтобы компенсировать эти погрешности, разрабатываются различные алгоритмы (либо устройства-контроллеры). Подобные научно-исследовательские работы могут повысить точность производственных процессов, анализируя протекание процесса непосредственно при обработке деталей, и принимая необходимые меры, чтобы скомпенсировать погрешности. Однако этот подход к анализу производственных погрешностей имеет следующие недостатки:
В настоящее время, с помощью не компьютеризированных инструментов можно прогнозировать, насколько точно может заготовка удовлетворить требованиям проектной спецификации допуска после операций механической обработки. Серьезным препятствием является отсутствие системного подхода к моделированию взаимодействия различных источников погрешностей в производственных процессах и прогнозированию их общего влияния на готовые детали. Предлагается инновационный метод – исследование совокупности производственных погрешностей. Данный метод применяется для того, чтобы решить эту проблему следующим образом: были выявлены и смоделированы источники, генерирующие возникшую погрешность, в том числе связанные с заготовкой, приспособлением, станком и режущим инструментом. Учитывая процесс подготовки технологических операций, эти погрешности были синтезированы на основе характеристик использовавшихся параметров процессов обработки. Статистическое распределение размеров и геометрических неточностей обработанного компонента может быть получено с помощью метода Монте-Карло. Полученные результаты могут быть сопоставлены с проектной спецификацией, чтобы увидеть, достигается ли желаемое качество продукции (виртуальный осмотр). Прослеживая влияние производственных погрешностей на неточность компонентов, могут быть определены возможности для улучшения существующих планов процессов подготовки технологических операций.
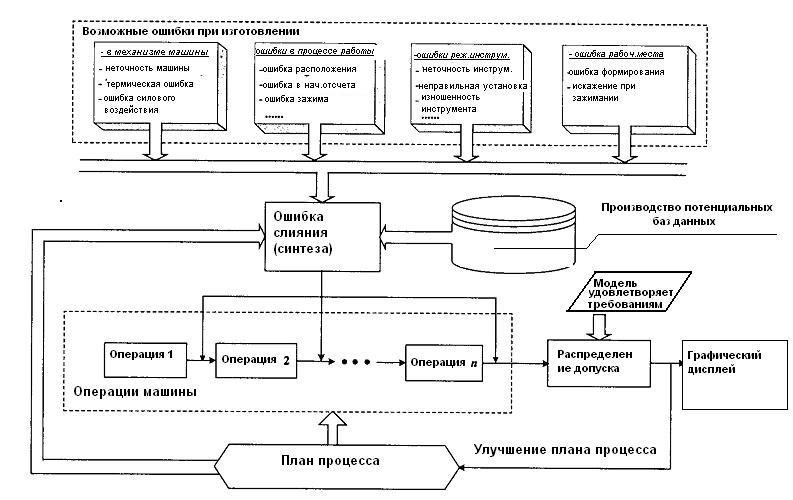
Рисунок 2 – Архитектура системы
Для достижения цели прогнозирования геометрической точности размеров детали и подключению результата прогнозирования в процесс подготовки технологических операций, предлагаются интегрированные системы, предложенные на рисунке 2. Ядром системы является механизм синтеза погрешностей, основывающийся на совместной работе моделей погрешностей и базе данных производственных мощностей. Это начинается с процесса подготовки технологических операций, который обычно включает в себя несколько черновых операций удаления материала. В каждой операции обработки моделируется влияние различных погрешностей на заготовку с точки зрения ее пространственного положения и влияния сил резания. Учитывая производственные возможности базы данных, механизм совокупной погрешности генерирует информацию о заготовке на основе имеющихся моделей погрешностей. Распространяется погрешность, основанная на процессе подготовки последующих операций механической обработки до получения готового изделия. Моделирование позволяет детально проанализировать то, как различные источники оперативных погрешностей способствуют неточности изделия, таким образом, указывая на возможности для повышения качества процесса подготовки технологических операций. Этот механизм совокупной погрешности предназначен для хранения различных моделей погрешностей и синтеза алгоритмов диагностики погрешностей, разработанных другими исследователями.
Совокупность производственных погрешностейПредложенный механизм совокупной погрешности отличается от традиционных методик анализа допусков тем, что он основан на фактическом отклонении пространственного положения заготовки, вызванном производственными погрешностями, в то время как традиционная методика анализа допусков предполагает, что все ошибки независимы и должны быть учтены. Производственные погрешности могут быть классифицированы как детерминированные и случайные погрешности. В то время как случайные погрешности могут быть «добавлены» в процессе обработки, детерминированные ошибки могут быть отменены, путем введения соответствующей коррекции, при определенных обстоятельствах это требует сложных математических вычислений. Поэтому, мы нуждаемся в моделях отдельных погрешностей и моделируем их фактическое взаимодействие во время операций механической обработки, а не просто суммируем их. Чтобы выполнить проверку компьютерной части, мы получаем набор точек, представляющих собой геометрию образца изделия, на основе геометрической формы детали и точности моделирования (рисунок 3). После каждой операции обработки, некоторые множества точек выборки заменяются, (на основе взаимодействия моделирования режущего инструмента и обрабатываемой детали) с фактической точки зрения это отражает мерные и геометрические изменения в детали. Таким образом, мы можем получить доступ к информации о размере и форме заготовки после каждой операции механической обработки и сравнить их с дизайном мерных и геометрических требований допуска.
3.1 Анализ погрешностей заготовки
Чтобы проиллюстрировать метод оценки погрешности, сложность модели погрешностей и количество составляющих погрешностей следует свести из частных показателей в обобщенные (подвергнуть агрегации).
В качестве детерминированных погрешностей рассматриваются два фактора: погрешности при закреплении заготовки в приспособление и износ режущего инструмента. Остальные источники погрешностей вычисляются компьютером с помощью различных моделей несоответствия точностей и законов распределения случайных величин. На фрезерном станке система координат станка (СКС) совпадает с системой координат XYZ (рисунок 4). Поверхность обрабатываемой детали необходимо установить в начало системы координат детали в качестве точки отсчета СКС и системы координат заготовки (СКЗ). В ситуации идеального размещения СКС и СКЗ должны совпадать, если совпадают их начала координат и координатные оси. В связи с появлением погрешностей установки и погрешности положения базовой поверхности, СКЗ отклоняется от СКС, образуя систему координат X'Y'Z (Рис. 4).
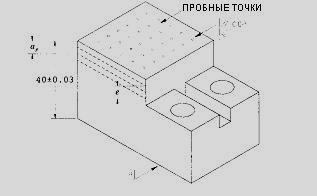
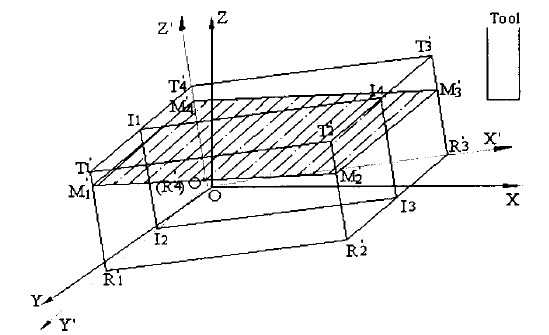
Рисунок 3 – Обрабатываемая деталь и образцы точек на поверхности.
Рисунок 4 – Система координат X'Y'Z, вызванная отклонением СКЗ от СКС.
А. Приспособление
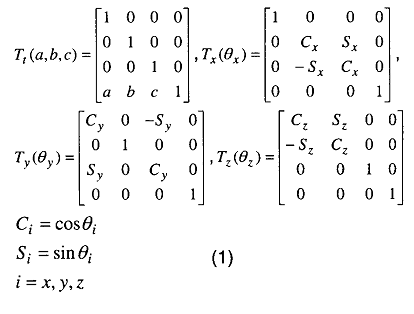
Предположим, что верхняя поверхность части призмы на рисунке 3 будет фрезероваться из глубины разреза ap. Идеальное положение для обработанной плоскости – прямоугольник с вершинами в точках M1 M2 M3 M4. На рисунке 4, в связи с погрешностями измерительных устройств, неточными приборами и прижимной силой, нулевое значение R отклоняется от идеальной позиции и приводит к тому, что идеальная позиция для обработанной поверхности М1, M2 M3 M4 отклонятся в кооридинаты, снова определяющиеся измерительными устройствами. Предположим, что начало координат переведено в точку Tt, вращающуюся вокруг X, Y, Z осей углов Их, И у, И Z, соответственно.
Для имитации случайного отклонения (в том числе вращения и смещения) в каждой моделируемой ситуации матрицы случайных значений перемещения и вращения задаются расстояниями а, b, с в трех направлениях системы координат. Углы отклонений осей координат Их, И у, Иz формируются на основе точности установки заготовки. Преобразование координат между СКС и СКЗ может быть достигнуто с помощью следующих выражений:
Б. Режущий инструмент
Допустим, износ инструмента являющийся функцией от времени обработки t и величины износа инструмента, можно описать как:
W = k*t
где к – некоторый коэффициент, характеризующий единицу износа инструмента во времени.
Время на обработку одной детали:
где Vf является подачей, и Lp расстоянием перемещения инструмента.
Предположим, что инструмент может обрабатывать n частей перед тем, как он будет заменен на новый, поскольку он подвергся изнашиванию до максимального допустимого Wmax износа инструмента. Исходя из этого, должно выполняться следующее уравнение:
Поэтому:
Пусть есть N точек, отобранных в сети в обработанной поверхности, и они равномерно распределены по направлению оси х. Обработка ошибки j-той точки составит:
После износа на максимально допустимую величину Wmax износа инструмента, режущий инструмент заменяется на неизношенный, и начинается новый цикл работы этого инструмента. Цикл износа инструмента показан на рисунке 5.
Рисунок 5. Износ инструмента в зависимости от времени обработки.
С. Станок
Ошибки обработки в основном происходят из-за неточности тех или иных компонентов / составных частей станка. В состоянии движения появляются температурные погрешности и погрешности, вызванные силами резания. В принципе, все неточности факторов, исходящих из станков, рассматриваются в качестве совокупной погрешности em, которая является отклонением от идеальной точки назначения центра инструмента и фактическим неправильным положением режущего инструмента после начала его движения. Предположим, что инструмент должен переместиться в некоторую точку с координатами (x, y,z). Из-за совокупности погрешностей станка, z-координатой этой точки может быть любое случайное значение в диапазоне [z - em, z + em]. Предположим, что эти случайные неточности обработки подчиняются нормальному распределению со средним значением в диапазоне от 0 до 3у, равным em, т. е:
3.2 Модель совокупной погрешности
Для синтеза множества факторов, которые приводят к несовершенным геометрическим особенностям заготовок, компоненты погрешностей в таблице 1 должны быть повторно классифицированы в зависимости от их влияния на системы координат (СКЗ and СКС). Они делятся на три основных типа:
Тип 1: Положение инструмента связано с такими погрешностями, как неточность настройки станка и непосредственно износ режущего инструмента. Этот тип погрешности приведет к перемещению режущего инструмента к месту назначения расходящемуся с идеальным положением инструмента.
Тип 2: Погрешности, связанные с технологическим процессом, такие как температурные погрешности, погрешности силы резания. Этот тип погрешностей может вызвать такие побочные эффекты, как удлинение инструмента вследствие нагрева, а также деформация заготовки. В этом случае связь между неточностью получаемых изделий и имеющихся погрешностей может быть весьма сложной.
Тип 3: Погрешности, связанные с координатой исходного положения, такие как погрешности неточной установки обрабатываемой детали, связанные с системой крепления заготовки. Этот тип погрешности может привести к отклонению начала координат от идеальной позиции, и фактический путь инструмента не совпадет с совершенным. Этот тип погрешности может компенсироваться на 1 и 2 типы погрешности.
При синтезе компонентов погрешностей, погрешности делятся на тип 1 и 2 рассчитывающиеся относительно СКС, потому что инструмент перемещается со ссылкой на СКС, а погрешности третьего типа не влияют на положение инструмента независимо от того, насколько они велики. Погрешности третьего типа объединяются в окончательные неточности, обработанные с помощью функции оценки, показывающей, насколько СКЗ отклонилась от СКС. Пути режущего инструмента описаны в СКС, и отобраны по точкам в обработанную с помощью компьютера функцию. После фактические координаты этих точек рассчитываются в СКС, они преобразуются в координаты в СКЗ и хранятся в информационной базе данных функциональной части станка. Для точек с одинаковыми координатами в СКС, их координаты в СКЗ могут быть разными, потому что различны отклонения СКЗ. В этой трансформации погрешности третьего типа синтезируются с типом 1 и типом 2 погрешностей. Таким образом, легко вычисляются геометрические соотношения между любой частью функции, так как их координаты находятся в той же системе координат (СКЗ) независимо от процессов обработки.
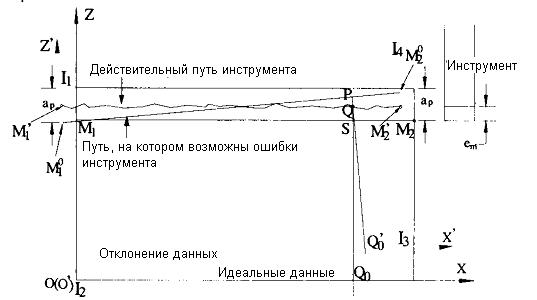
Рисунок 6 – Совокупная погрешность и преобразование координат.
Эта процедура показана на рисунке 6. Если погрешность не индуцируется, точка отсчета находится в идеальном положении S. Идеальный путь инструмента с глубиной резания ар – это М1М2. Когда часть склоняется к позиции MCS, безошибочная траектория инструмента становится путем M1°M2°. Назначением положения для точки S на безошибочном пути инструмента M1°M2° является Р. Из-за износа инструмента, износа компонентов станка и других погрешностей, связанных с процессами внесенных погрешностей, инструмент будет перемещаться по траектории М1’М2’, а не M1°M2°, т. е. точка Q относительно P будет сокращена. Для расчета размерных допусков между обработанной функцией и ее нулем, z-координата фактической точки сокращения Q должна быть сравнима с z-координатой в соответствующей точке Р (их координаты х и у принадлежат СКЗ), чтобы увидеть, насколько она превышает назначенное допуском значение.
Пусть P={p1…pN} обозначает множество точек N в образце обработанной функции, в которой pi=(xi, yi, zi) и i=1…N. В СКС z-координату реального пути инструмента M1M2 при отсутствии других ошибок, за исключением размещения погрешности, вводят, обозначая как z0i :
![]()
Когда изнашивается инструмент, вводится z-координата результирующей точки i с ошибкой:
![]()
в котором eti является индуцированной ошибкой износа инструмента и рассчитывается по формуле (2).
Когда положение инструмента индуцировано в связи с отклонением неточности станка:
![]()
В котором emi(t) рассчитывается по формуле (3).
В общем случае, когда считаются M-погрешности компонентов, связанных с процессом резания или инструментом, в области пространства-времени, в определенном месте и в определенное время, все эти погрешности могут быть синтезированы, как:

где еji(t) является значением ошибки компонента j в точке pi, и эти погрешности могут выявляться посредством неточности станка, износа инструмента или случайных погрешностей. И еji(t) может быть импортировано с помощью удаления моделей погрешностей, разработанных другими исследователями.
Преобразованием этих точек из СКС в СКЗ, можно получить функцию точности путем сравнения z-координат этих точек (zr) c z-координатами точек, расположенных на требуемой поверхности. Матрицы Tt, Tx, Ty, Tz могут быть вычислены из выражения (6).

Вследствие отклонения начальной позиции для детали на рисунке 3, выборочное пространство для (х, у) в СКС принимает значения в диапазоне не больше, чем 0 ≤ x ≤ L, 0 ≤ y ≤ W (площадь ограничена линиями 1-4 на рисунке 7). Некоторые точки, которых на траектории инструмента при поиске погрешности не существует, будут исключены после определения вызванной погрешности. Чтобы обеспечить каждый существующий образец точки в реальной обработанной функции, существует граничное условие, то есть места для выборки (х, у) в СКС должны быть определены прежде, чем рассчитывается уравнение (5). В СКС, точки выборки следует принимать в области, которая определяется с помощью следующего уравнения:
![]()
В СКС G (х, у) является проекцией на плоскость XOY контура реального пути инструмента на обработанной функции. Для части показанной на рисунке 3, уравнение (7) представляет собой четырехугольник связанный проекциями на плоскость XOY из четырех точек М1, М2, М3, М4 (рисунок 7), которые пересекаются с точками траектории инструмента и края части. Из скорости инструмента и части измерения, можно рассчитать, что инструмент режет эти точки в момент времени![]() . Таким образом, могут быть рассчитаны координаты точек М1-М4 и четырех линий 1-4 (рисунок 7), которые ограничивают (х, у) области для точек выборки:
. Таким образом, могут быть рассчитаны координаты точек М1-М4 и четырех линий 1-4 (рисунок 7), которые ограничивают (х, у) области для точек выборки:

где xM и yM – х - и у - координаты точек М1-М4.
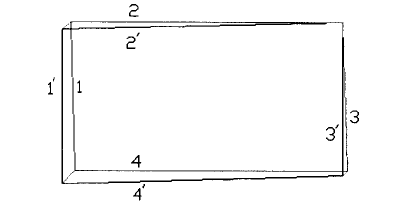
Рисунок 7 Площадь выборки на плоскости XOY
3.3 Проверка на соответствие допусков
Габаритные и геометрические допуски могут быть проверены в соответствии с их определением в ANSI Y14.5 и их реальной производственной проверкой. Детали осуществления процесса мы вынуждены здесь опустить из-за нехватки места Они будут представлены в наших будущих работах.
3.4 Результаты моделирования
Установите единицу запуска моделирования равной 1,000, т. е. на обработку 1000 деталей, как показано на рисунке 3. Установите параметры процесса следующим образом: скорость подачи Vf = 5 mm/s, коэффициент к = 1x10'4 mm/s, Инструмент может производить обработку 10 заготовок, прежде чем будет заменен, с максимальным износом инструмента равным 0,01 мм. Максимальный вращательный угол заготовки по х, у,z осям равен 0,01° и в переводе в метрическую систему составляет 0,001мм. Когда вы имеете дело с параллелизмом, идет речь о точностных данных. Если данные подвергаются механической обработке в предыдущей операции, вся ее информация может быть восстановлена из базы данных. Так как плоскость является своего рода поверхностью, контролирующей форму изделия, которые обычно назначаются на плоские поверхности, которые будут использоваться в качестве основной особенности данного изделия, плоскость отсчета по умолчанию используется в качестве исходного показателя точности отсчета. Установите датум точности равный 0,005 мм, т. е. в процессе моделирования, случайные ошибки в нуле который находится в диапазоне от (-0,005, 0,005) будут сгенерированы для представления координат. Запуск программного обеспечения, распределения размерных погрешностей между верхней и нижней поверхностью погрешностей генерируется так, как показано на рисунке 8 (а), распределение отклонения в контроле параллелизма показано на рисунке 9. В этих гистограммах на горизонтальной оси допустимых значений и в вертикальной оси число заготовок и обрабатываемых поверхностей попадает в определенный диапазон допусков.
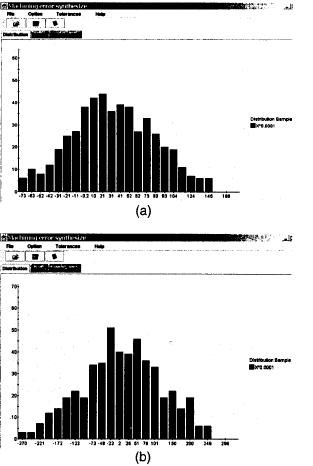
Рисунок 8 – Геометрическое распределение погрешностей
После каждой виртуальной обработки, точность информации об обработанной поверхности сохраняется в базе данных и можно ожидать, что «точность на заготовку (деталь)» после того, как она проходит через множество операций обработки, теперь получится спрогнозировать на основе точности, полученной в предыдущих операциях и текущих эксплуатационных параметрах. Эти сведения могут быть использованы для руководства выбором процесса подготовки операций обработки / задания значений допуска. Например, на рисунке 8 (а)можно увидеть, что фактический допуск для пакетной части колеблется от -0,0073 до 0,0145, в то время как необходимый допуск составляет -0,03 до 0,03. Таким образом, приборы, станки или режущие инструменты с меньшей точностью (а значит и стоимостью), могут быть использованы для сохранения производственных затрат. На рисунке 8(б) показана результирующая точность датума, равная 0,005 мм, при этом вращающаяся вокруг углов х, у, ось в равна 0,03о, в переводе равная 0,005 мм. Полученный спектр допуска – 0,027 до 0,0249. Допустимое требуемое отклонение по-прежнему выполняется. Изменение коэффициента износа инструмента может привести к аналогичным результатам. Таким образом, если технологический проект / либо же распределение допуска подходящее к параметрам техпроцесса - то все хорошо. Когда выполняется очень строгий план, результаты моделирования будут показывать изменения, которые могут быть проведены для производства качественной продукции с меньшими затратами.

Рисунок 9 – Распределение отклонений параллелизма
4 Заключение
В данной работе предлагается новая модельная структура, которая связывает совокупности производственных погрешностей с процессом планирования технологических операций для улучшения контроля допуска, и представляет собой инновационный подход к синтезу различных погрешностей обработки в отдельных операциях с использованием математических моделей. Она обеспечивает новое направление в контроле допуска и может привести к более эффективной генерации процесса подготовки операций механообработки. Такой подход позволит нам преодолеть недостатки, связанные с нынешней практикой контроля допуска. Поскольку неточность информации для каждой поверхности заготовки моделируется и сохраняется, геометрические отношения между функциями становится легко доступными и измеряемыми, а также в любой момент можно проверить на соответствие геометрические допуски. Это исследование позволяет проследить влияние погрешностей на производстве не отвечающих требованиям точности заготовок с помощью моделирования, таким образом, могут быть определены возможности для улучшения существующих планов производственного процесса и выполнения активного контроля допуска. Поскольку это исследование дает компьютеризированный инструмент для прогнозирования факта удовлетворения компонента конструкционным техническим требованиям и производственным допускам после обработки, это приведет к сокращению пробных операций обработки и ошибок в процедуре разработки допустимого плана технологического процесса и, следовательно, вы сэкономите время и сократите расходы.
Дальнейшие исследования будут направлены на:
1) разработку более точной модели совокупной погрешности для интеграции всех типов производственных погрешностей, участвующих в операции обработки;
2) исследование модульного механизма, который позволяет удобно включить в интегрированную систему модели источника составляющих погрешностей из других исследований и моделировать обрабатываемую деталь с изменяющейся в процессе обработки геометрией;
3) построение и реализацию механизма синтеза погрешностей обработки и виртуального контроля в последовательных операциях, указанных в плане подготовки технологического процесса;
4) использование исключения совокупной погрешности для повышения качества производственных планов.
