
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
– по количеству прессующих плит – одноэтажные, двухэтажные и многоэтажные (рис. 3.23).
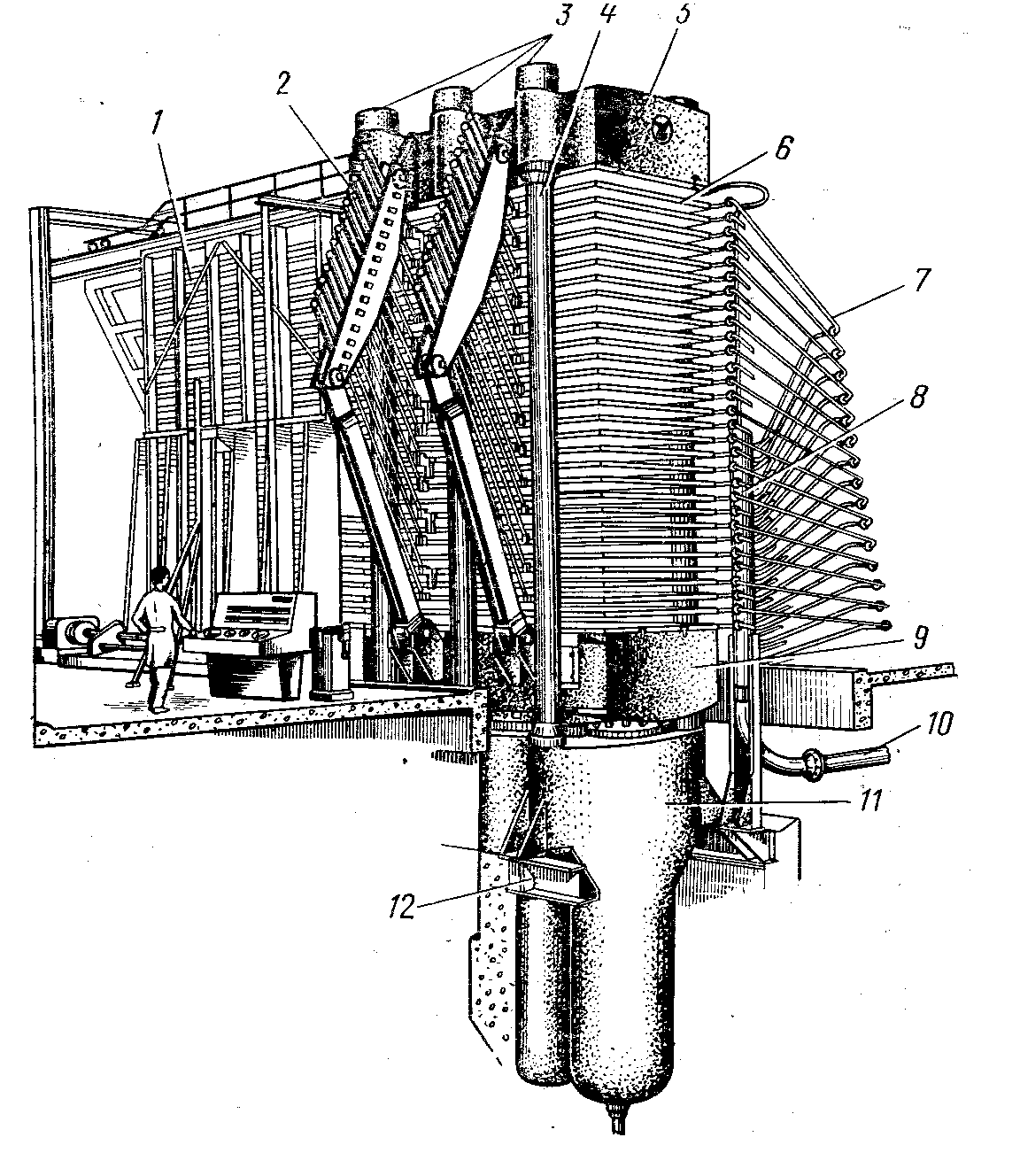
Рис. 3.23. Гидравлический 29-этажный пресс колонной конструкции
для прессования листовых и плитных материалов:
1 – механизм загрузки (механизм разгрузки не показан); 2 – механизм одновременного смыкания плит пресса (симультантный); 3 – гайка; 4 – колонна; 5 – архитрав; 6 – нагревательная плита; 7 – шарнирный трубопровод; 8 – коллектор; 9 – подвижный стол;
10 – теплопровод; 11 – гидроцилиндры; 12 – фундаментная рама
Прессовые линии с выносными пресс-формами. В тех случаях,
когда необходимо прессовать толстостенные изделия из реактопластов
(с толщиной стенок более 10 мм), обычные гидропрессы использовать нерационально. Для рационального использования прессового оборудования применяют прессовые линии с выносными пресс-формами для прессования таких изделий (рис. 3.24).
| |
| Рис. 3.24. Автоматическая прессовая линия с выносными пресс-формами: а – общий вид; б – пресс-форма; 1 – гидроцилиндр выталкивания готовых изделий; 2 – захваты-держатели пуансона; 3 – пресс раскрытия пресс-формы; 4 – питатель загрузки таблеток; 5 – пресс смыкания пресс-формы; 6 – сомкнутые пресс-формы; 7 – транспортер; 8 – гидротолкатель; 9 – выталкиватель пресс-изделия; 10 – готовое пресс-изделие; 11 – рычаг замкового устройства; 12 – тарельчатая пружина |
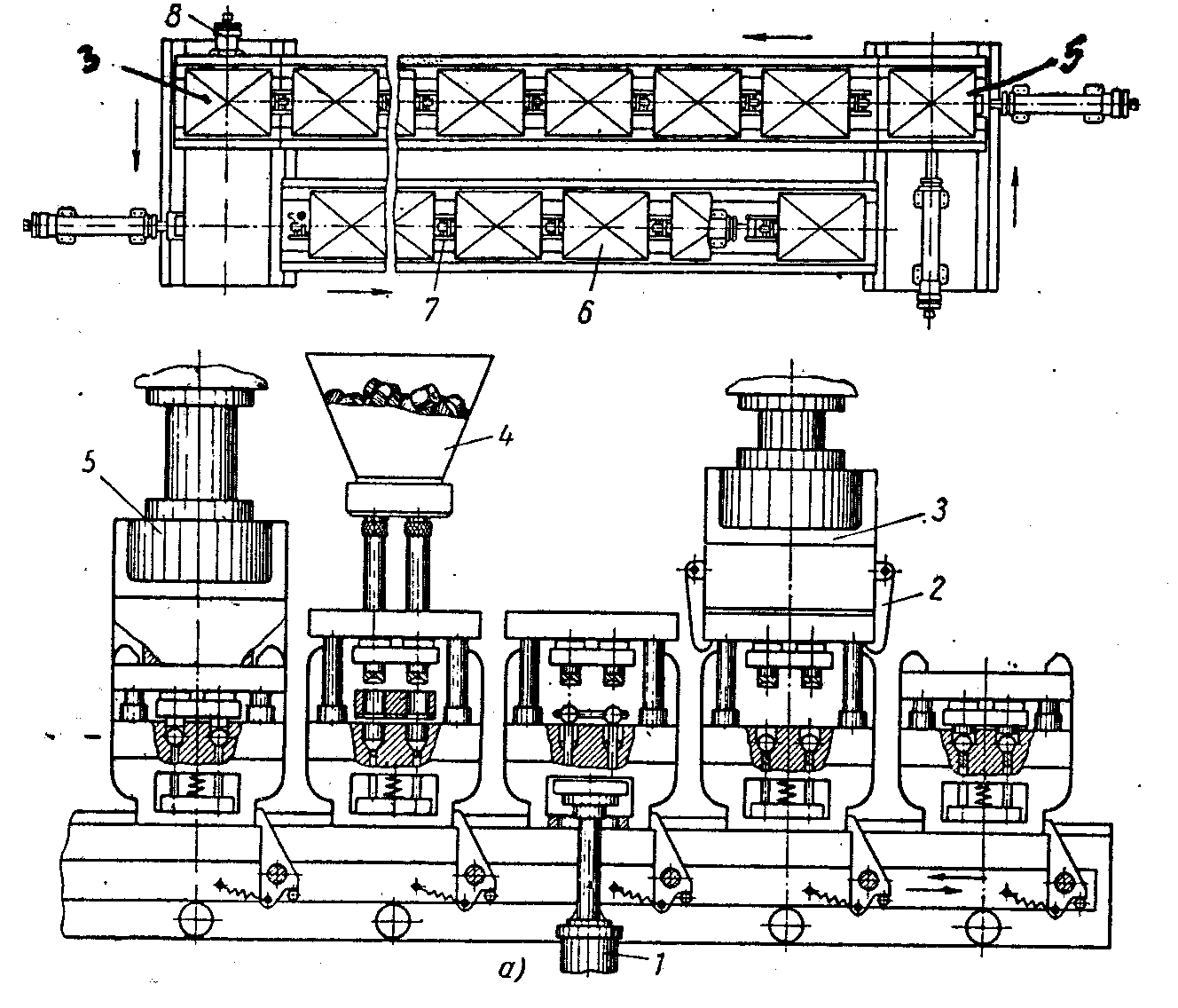
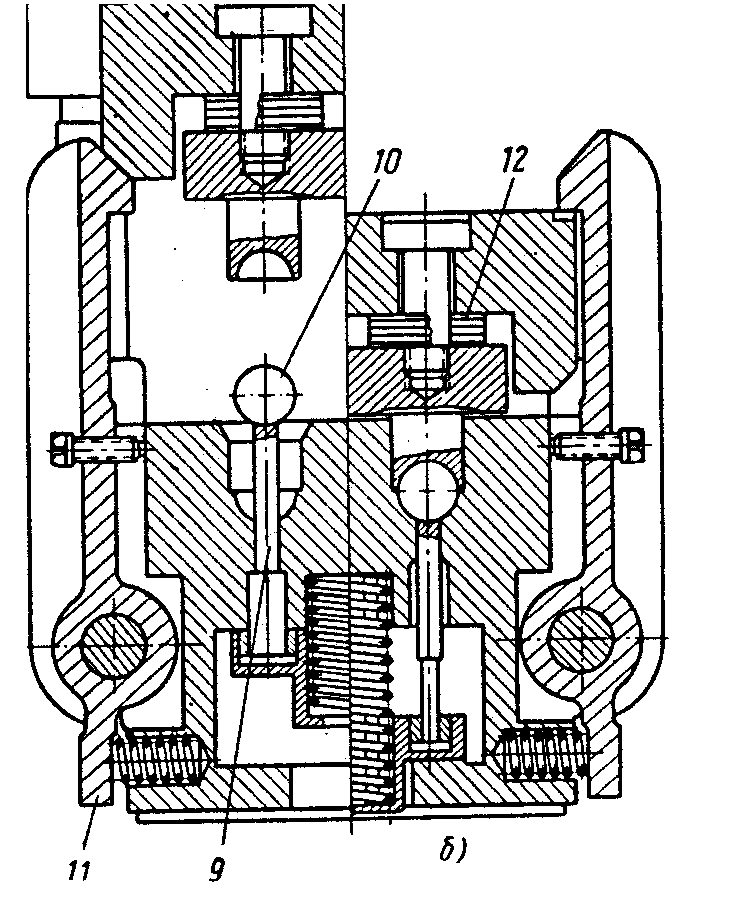
Линия состоит из питателя для загрузки навески (таблеток) в пресс-форму, пресса для смыкания пресс-формы, шагового конвейера для перемещения сомкнутых пресс-форм, пресса для раскрытия пресс-формы и гидроцилиндра для выталкивания отпрессованных изделий из пресс-формы. Удаляются изделия из пресс-формы специальным съемником. Пресс-формы в прессе перемещаются с помощью толкателей. Для предотвращения раскрытия пресс-форм в период их движения по шаговому конвейеру они снабжены замковыми устройствами.
Такую прессовую линию можно успешно применить и для формования изделий из древесно-полимерных композиций на теромопластичной матрице.
3.2.3. Способы прессования термопластичных
полимерных композиций
Прессование термопластичных полимерных материалов, к которым относятся и ДПКт, осуществляют следующими способами (рис. 3.25):
1) прямым прессованием с нагревом материала в пресс-форме. Исходные материалы загружают в форму в виде гранул, порошков, таблеток. Повышенная температура и давление обеспечивают формообразование изделия и консолидацию материала. Получают толстостенные изделия с различными конструктивными элементами (отверстия, ребра жесткости, арматура) относительно простой формы из низкотекучих или высоконаполненных термопластов. Недостаток прямого прессования термопластичных материалов – низкая производительность и высокая энергоемкость [15, с. 352; 16, с. 360];
2) с предварительным нагревом заготовок с применением контактных нагревателей до температуры выше температуры плавления матрицы с последующим прессованием и охлаждением в пресс-форме [15, с. 353–358];
3) без предварительного нагрева листовых заготовок (метод «холодного» формования) [17, с. 420]. Листовая заготовка при комнатной температуре или подогретая до температуры на 20–30 °С ниже температуры стеклования термопласта устанавливается над матрицей, прижимается по контуру, а затем осуществляется формование изделия под давлением специальным пуансоном. Преимуществом метода является отсутствие стадии охлаждения, не возникает разнотолщинность, появляется возможность калибровки толщины стенки изделия;
4) с предварительной пластикацией в червячных экструдерах загружаемой дозы [15, с. 358–366]. Данный способ в последнее время также используется для формования изделий из песчано-полимерных смесей (тротуарная плитка, черепица, столбики под виноградную лозу и т. п.), из смеси вторичных термопластов и песка и мелких фракций щебня.
При охлаждении под давлением до температуры, обеспечивающей формоустойчивость, материал затвердевает. Медленное охлаждение и постепенное снижение давления способствуют релаксации термоусадочных напряжений [15, с. 352; 5, с. 360].
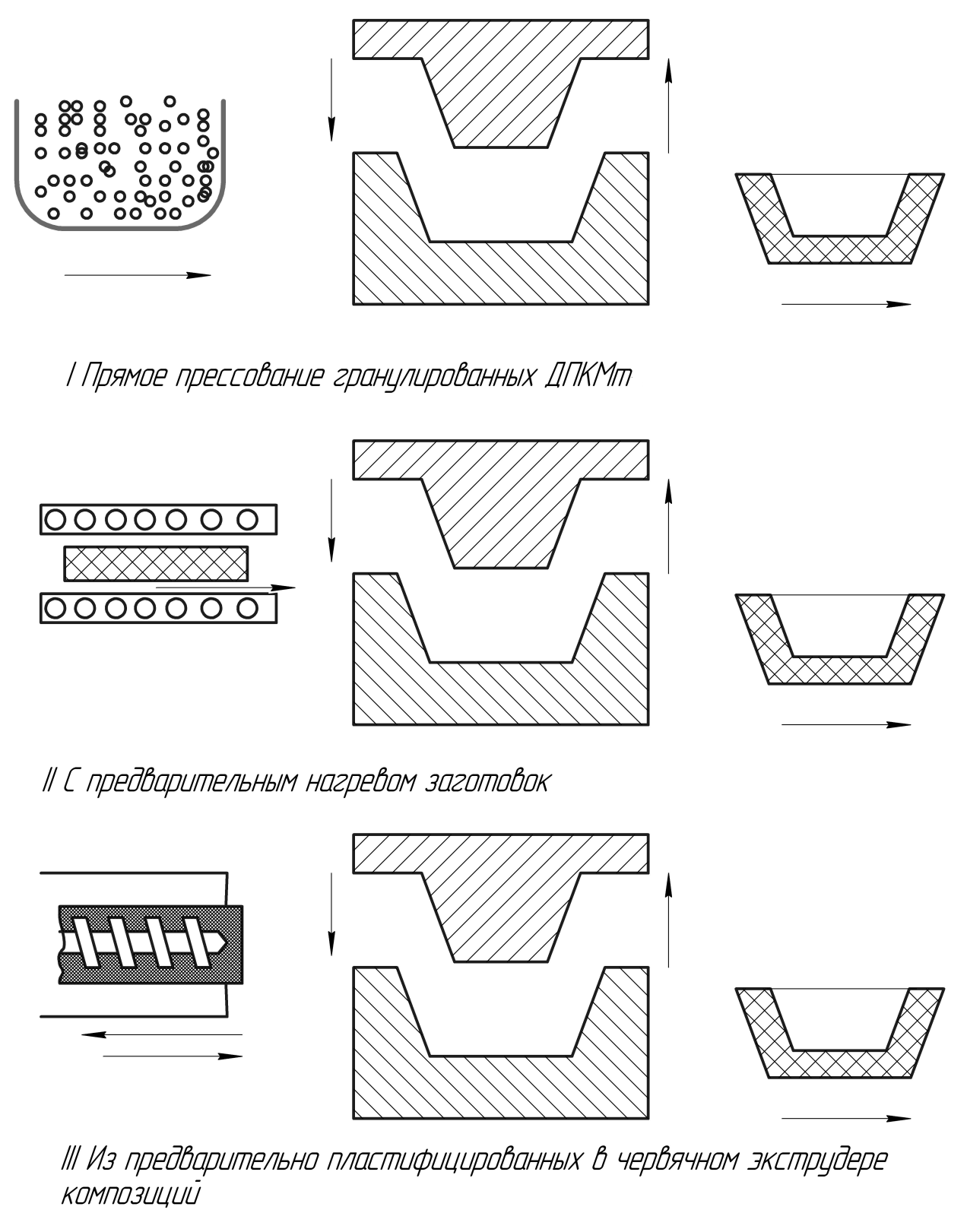
Рис. 3.25. Основные способы формования изделий из ДПКт
методом прессования
3.2.4. Технологические процессы прессования изделий
из ДПКт
Прессование с нагревом в форме. Технологический процесс производства изделий из готовых (гранулированных) термопластичных древесно-полимерных композиций методом прямого прессования в форме состоит из следующих операций:
– транспортирование и прием сырья в мешках с предприятий-изгото-
вителей ДПКт;
– хранение сырья; его растаривание и входной контроль (определение влажности);
– сушка и предварительный подогрев в термошкафах;
– дозирование (весовое и объемное);
– загрузка навески в форму;
– формование изделия с нагревом в пресс-форме;
– охлаждение под давлением;
– распрессовка;
– механическая обработка;
– контроль качества; упаковка и складирование;
– дробление отходов и возврат на переработку.
Для сокращения энергозатрат при прямом прессовании с нагревом материала в пресс-форме применяют следующие технологические приемы:
1) использование двух прессов: съемную пресс-форму с изделием нагревают между плитами одного пресса, а охлаждают в другом прессе;
2) использование одного пресса (с применением комбинированных плит, содержащих системы жидкостного нагрева и охлаждения).
Одной из первых технологий, примененных в формовании листовых и плитных изделий из ДПКт, была технология прессования листов из полипропилена и древесной стружки (близкая к технологии прессования древесностружечных плит), разработанная фирмой «Бизон» (ФРГ) [12, с. 66–67].
Прессование с предварительным нагревом заготовок. Метод включает следующие технологические операции: вырезку заготовок, их нагрев, укладку в пресс-форму, выдержку в замкнутой пресс-форме под давлением, охлаждение и извлечение изделия. Как указывается в [15, с. 358], фактически изготовление изделий по данной технологии является двухстадийным процессом. На первой стадии – это получение заготовок либо на специализированном предприятии, что гарантирует высокую производительность процесса и стабильное качество исходного материала, либо организация производства листовых заготовок непосредственно перед прессованием изделий.
Заготовки необходимо вырезать по форме изделия для уменьшения перемещения и нарушения структуры материала при прессовании. Для формирования конструктивных элементов на отдельных участках изделия (утолщений, ребер жесткости и т. п.) также вырезают заготовки подходящих размеров. Суммарная масса заготовок должна быть на 1–2 % больше массы изделия (запас на облой).
Перед укладкой в пресс-форму заготовки нагревают до температуры выше температуры плавления полимерной матрицы (но не выше 180 °С). В данном случае контактный нагрев более эффективен с применением стационарных плит нагрева. Для предотвращения прилипания материала к поверхности нагревателя заготовки покрывают термостойким антиадгезионным слоем, например, фторопластовым.
Заготовки укладывают в пресс-форму (температура формующей поверхности формы 40–80 °С) за короткое время (до 15 с) аккуратно, чтобы избежать складок и стыков потока материала при заполнении формы. В зависимости от соотношения массы изделия к массе одной листовой заготовки (от соотношения толщин изделия и листовой заготовки) в средней части формы укладывают 2–4 заготовки друг на друга.
После укладки заготовок пресс-форму быстро смыкают до касания пуансоном пакета заготовок (холостой ход верхней плиты пресса). Затем уменьшают скорость смыкания и деформируют заготовки (рабочий ход) до полного смыкания формы. При быстром деформировании возможны нарушения структуры материала (местные разрывы полотна). После смыкания формы изделие охлаждают под давлением до температуры, при которой возможно его извлечение без повреждений.
Одной из первых технологических схем с предварительным нагревом листовых заготовок была следующая схема [12, с. 69].
Заготовку нагревают в камере до пластично-вязкого состояния, на прессе формуют холодным пуансоном детали. После чего в них вырубным штампом просекают отверстия, удаляются кромки на прессе, и детали приобретают окончательные размеры. Данная схема производительна: время, затраченное на изготовление одной детали, около 20 с. Экономическая эффективность изготовления повышается при штамповке неостывшего после прессования или экструзии листа.
Без предварительного нагрева листовых заготовок (метод «холодного» формования). Согласно методу «холодного» формования, или методу формования в твердом состоянии [12, с. 69; 17, с. 420], листовая заготовка из ДПКт, нагретая до температуры на 20–25 °С ниже температуры плавления полимерной матрицы, подвергается в течение 20–80 с пластической деформации при давлении 90–300 МПа. При «холодном» формовании отсутствует стадия охлаждения изделия под давлением и значительно сокращается стадия нагрева листовой заготовки. Кроме того, благодаря существенным различиям в характере полей напряжения не возникает разнотолщинность стенки изделия.
Следует отметить, что при формовании изделий из листовых заго-
товок можно осуществлять декорирование изделий, т. е. облицовывать
поверхность пленками, тканью, ворсом, искусственной кожей и т. п. материалами. При правильном выборе облицовывающего материала и адгезива, соединяющего ДПКМт с материалом облицовки, формование изделия и облицовывание можно выполнять за одну операцию.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 |
