
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
За рубежом более двухсот компаний используют эту технологию для производства тонких и толстых листов, панелей, профильных и трубчатых элементов. Экструзия изделий из ДПКт осуществляется на экструзионных линиях, сходных с теми, которые используются при экструзии обычных пластмасс, например, в производстве окон из ПВХ. Но оборудование для экструзии древесно-полимерных композитов имеет и некоторые существенные отличия.
Одна из основных трудностей в экструзии высоконаполненных композиционных материалов – необходимость тщательного компаундирования высоковязких, малотекучих, разнородных и не очень стабильных
по физическим и химическим свойствам компонентов композита.
Сложности имеются в дозировании и подаче древесной муки, которая не вполне однородна, имеет низкую насыпную плотность и большой
коэффициент внутреннего трения [12, 13].
Конструкция экструдера и формующего инструмента для пере-
работки ДПКт должна также иметь хорошую устойчивость к абразивному износу.
Готовые изделия из ДПКт обычно имеют довольно большие толщину и массу, превышающие аналогичные параметры для изделий из обычных полимерных материалов, что усложняет их охлаждение после выхода
из экструдера.
3.1.1. Назначение, общая характеристика
и классификация экструдеров
Прежде чем перейти к рассмотрению технологии получения ДПКт, ознакомимся с методом переработки полимерных материалов экструзией, соответствующим оборудованием и формующим инструментом.
В мировой практике до 40 % термопластичных материалов перерабатывается методом экструзии с использованием экструдеров различных
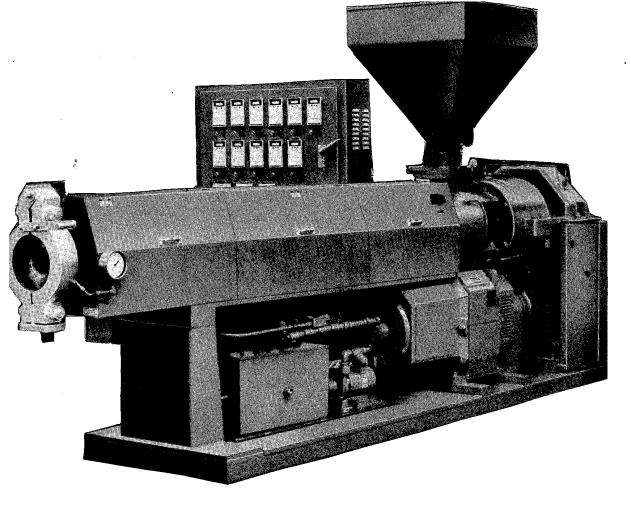
типов. Экструзия (от латинского extrusio – выдавливаю, вытесняю) – метод непрерывного формования изделий неограниченной длины из термопластичного материала в специальном агрегате – экструдере с продавливанием расплава материала через профилирующий инструмент (формующую головку) с каналами различного профиля (рис. 3.1 и 3.2).
|
|
Рис. 3.1. Общий вид экструдера | Рис. 3.2. Схема экструзии изделий неограниченной длины из термопластов: 1 – привод червяка; 2 – бункер с гранулами термопласта; 3 – материальный цилиндр экструдера; 4 – червяк с переменным шагом винтовой нарезки; 5 – нагревательные элементы; электродвигатель; 8 – профильное изделие |

В технологии переработки полимеров экструдеры используются
в следующих трех производственных схемах:
– в простейшей схеме при синтезе термопластов как нагнетатель расплава полимера из трубчатых реакторов или полимеризационных колонн
с последующей грануляцией материала;
– при переработке гранулированных или порошкообразных термопластов для непрерывной пластикации и гомогенизации полимера, получения однородного расплава, перемешивания и выдавливания его через формующие головки в виде спрофилированного изделия;
– в более сложных схемах, когда в экструдер дополнительно подают красители, стабилизирующие добавки и наполнители, которые смешиваются с расплавом основного полимера и выдавливаются червяком через формующие головки в виде готовой композиции.
Непрерывность и высокая производительность процесса экструзии создают возможность максимальной автоматизации не только отдель-
ных агрегатов, но и целых производств. Поэтому экструдеры – это один
из наиболее распространенных и перспективных видов оборудования заводов по переработке пластмасс.
С учетом многообразия функций, выполняемых экструдерами, а также конструктивных решений, экструдеры классифицируют по конструктивно-технологическим признакам. В соответствии с этой классификацией приняты семь отличительных категорий: вид, тип, класс, группа, ряд, исполнение, модель. Эти категории практически полностью раскрывают конструктивно-технологические особенности данного экструдера.
Определяющей категорией выбора экструдера является модель, которая отличает экструдер по диаметру червяка (D) и отношению длины его рабочей части к диаметру (L/D). Параметрический ряд экструдеров построен по диаметрам червяков (D, мм): 20; 32; 45; 63; 90; 125; 160; 200; 250; 320. Отношение длины рабочей части к диаметру в одночервячных экструдерах (L/D): 20; 25; 30; (35 и 40), в двухчервячных (L/D): 12, 15, (27).
Несмотря на большое разнообразие применяемых экструдеров, основные узлы и детали у них общие, и основной частью, от которой зави-
сят производительность, вид и размеры изделия, является червяк. В зависимости от перерабатываемого сырья, а также от вида и назначения
изделия применяются однозаходные и многозаходные червяки, с посто-
янным и переменным шагом, с постоянной или переменной глубиной
нарезки.
В зависимости от выполняемой задачи червяк по длине делится
на следующие функциональные зоны:
– зона транспортировки (загрузки) твердого материала, Lз = (2–10)D;
– зона пластикации (плавления), Lп = (1–15)D;
– зона дозирования, Lд = (2–12)D.
На рис. 3.3 показаны конструкции типовых червяков одночервячных экструдеров. В зависимости от назначения и вида перерабатываемого материала применяются многочервячные экструдеры с различным расположением и конструкцией червяков (рис. 3.4).
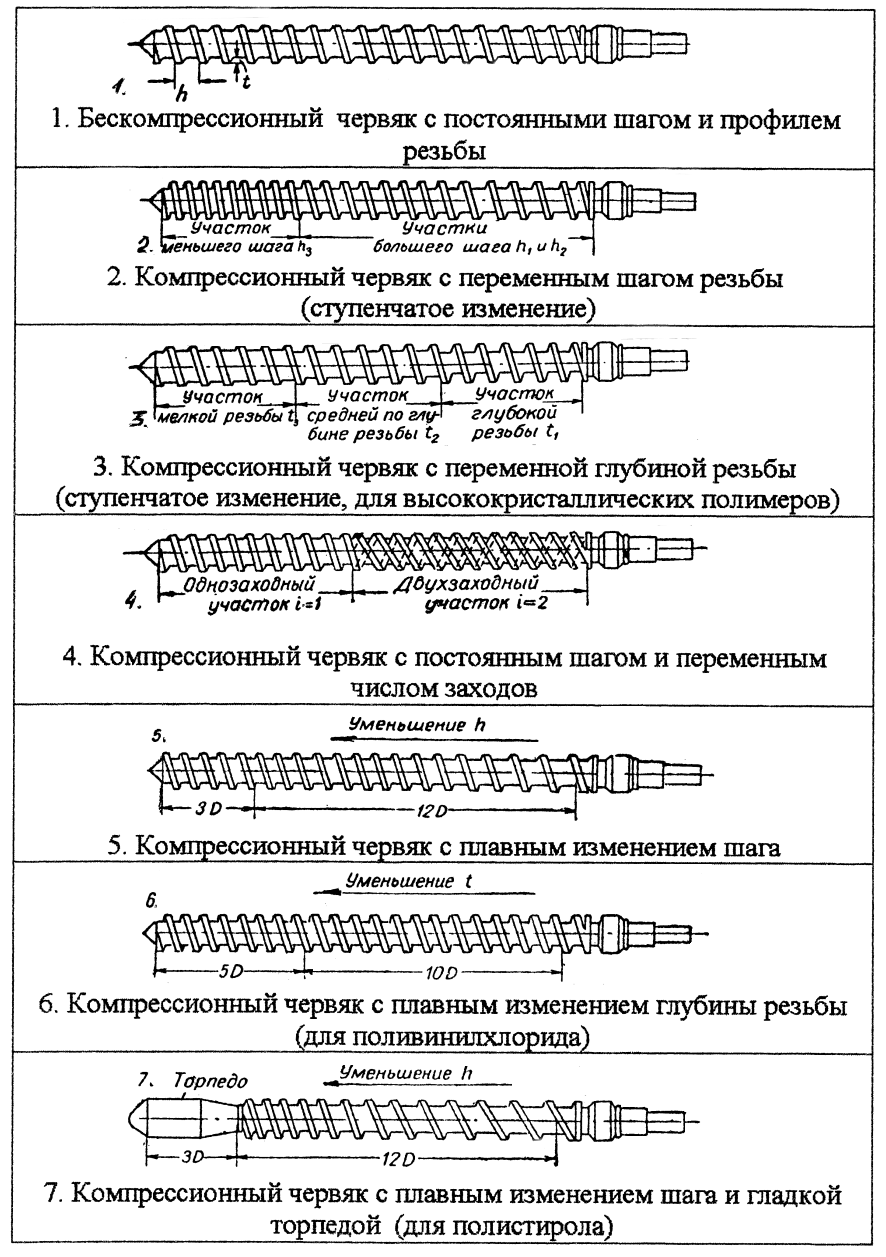
Рис. 3.3. Типовые конструкции червяков экструдеров
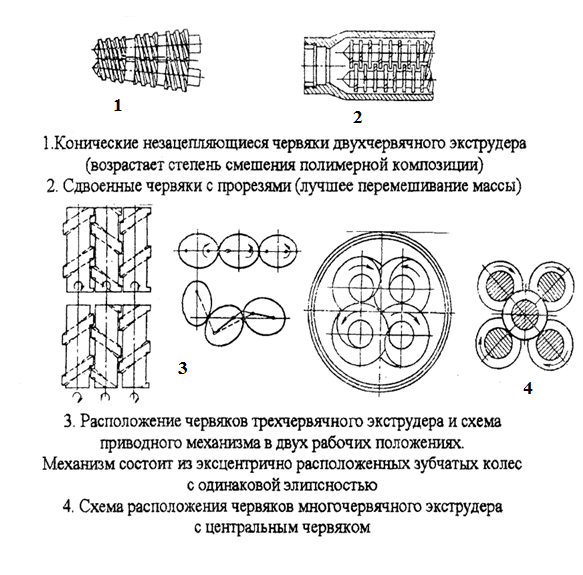
Рис. 3.4. Схема компоновки червяков многочервячных экструдеров:
1 – конические незацепляющиеся червяки двухчервячного экструдера (возрастает степень смешения полимерной композиции); 2 – сдвоенные червяки с прорезями (лучшее перемешивание массы); 3 – расположение червяков трехчервячного экструдера и схема приводного механизма в двух рабочих положениях. Механизм состоит из эксцентрично расположенных зубчатых колес с одинаковой элипсностью; 4 – схема расположения
червяков многочервячного экструдера с центральным червяком
В качестве смесителей для приготовления композиций из термопластов применяют дисковые экструдеры, принцип работы которых основан на использовании эффекта Вайссенберга (рис. 3.5). Данный эффект заключается в том, что расплавы полимеров обладают высокой эластичностью
и при сдвиговом течении между вращающимися цилиндрами, дисками ориентация макромолекул происходит по дуге окружности тел вращения. Так, при вращении стержня или пустотелого цилиндра происходит подъем расплава по стержню (или внутри цилиндра).
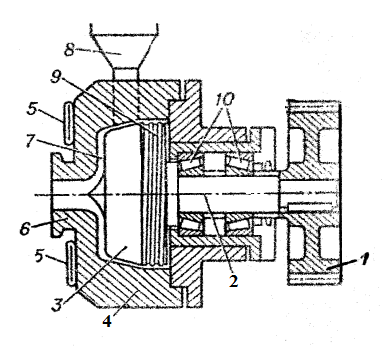
Рис. 3.5. Дисковый экструдер:
1 – зубчатое колесо; 2 – вал; 3 – диск; 4 – корпус; 5 – нагреватели; 6 – фланец для крепления профилирующей головки; 7 – рабочая камера; 8 – бункер; 9 – уплотняющая
нарезка на диске; 10 – подшипник
3.1.2. Формующие инструменты экструдеров
(экструзионные формующие головки)
Формующая головка экструдера представляет собой профилирующий инструмент, через который продавливается расплавленная полимерная композиция, принимающая заданную в сечении форму. Формующие головки бывают прямоточные и угловые, в которых поток расплава поворачивается вверх, вниз или в сторону. По типу выходящего профиля головки подразделяются на круглые, щелевые, фасонные (профильные).
Формующие головки различают по образующемуся в них давлению:
– низкого давления – до 4 МПа;
– среднего давления – от 4 до 10 МПа;
– высокого давления – более 10 МПа.
Часть головки, в которой оформляется профиль изделия, называется матрицей. При производстве трубных профилей внутри матрицы устанавливается дорн.
Для очистки расплава от загрязнений и увеличения давления в цилиндре экструдера в начале формующей головки устанавливают пакет фильтрующих сеток, опирающихся на решетку. Кроме того, сетки оказывают влияние на степень гомогенизации и пластикации материала.
На рис. 3.6–3.8 представлены общие виды профильных и плоскощелевых экструзионных головок.

Рис. 3.6. Профильная головка: 1 – нижняя половина матрицы; отверстие. | Рис. 3.7. Зависимость конфигурации поперечного сечения профильного изделия от формы сечения головки на выходе: Iа, IIа – формы сечения головок на выходе; Iб, IIб – формы поперечного сечения изделия |

Рис. 3.8. Плоскощелевая головка:
1 – корпус; 2 – неподвижная щека; 3 – подвижная щека; 4 – установочные винты;
5 – фланец головки; 6 – фланец экструдера; 7 – откидные болты крепления; 8 – червяк
экструдера; 9 – решетка; А– формующая щель; Б – буферный канал
3.1.3. Экструзионные линии и агрегаты
Агрегаты и линии на базе экструдеров применяют для изготовления изделий из термопластов, а также для нанесения покрытий. Они отличаются большим разнообразием конструкций и классифицируются по технологическим и конструктивным признакам: по форме изделия в поперечном сечении, способу формирования изделия, по типу основного агрегата – экструдера. В соответствии с этой классификацией различают агрегаты и линии для переработки вторичных термопластов (отходов и изделий) и для изготовления:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 |
