
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
При пластикации сохраняется некоторое давление в гидроцилиндре (противодавление, давление подпора). Противодавление обеспечивает стабильность пластикации материала от цикла к циклу, равномерность набора дозы, однородность температуры и плотности материала, точность порции материала по массе. После набора дозы движение червяка (вращение и осевое перемещение вправо) прекращается. По окончании охлаждения термопласта форма открывается и готовое изделие выталкивается
(рис. 3.28, в). Далее форма замыкается и начинается следующий цикл
литья.
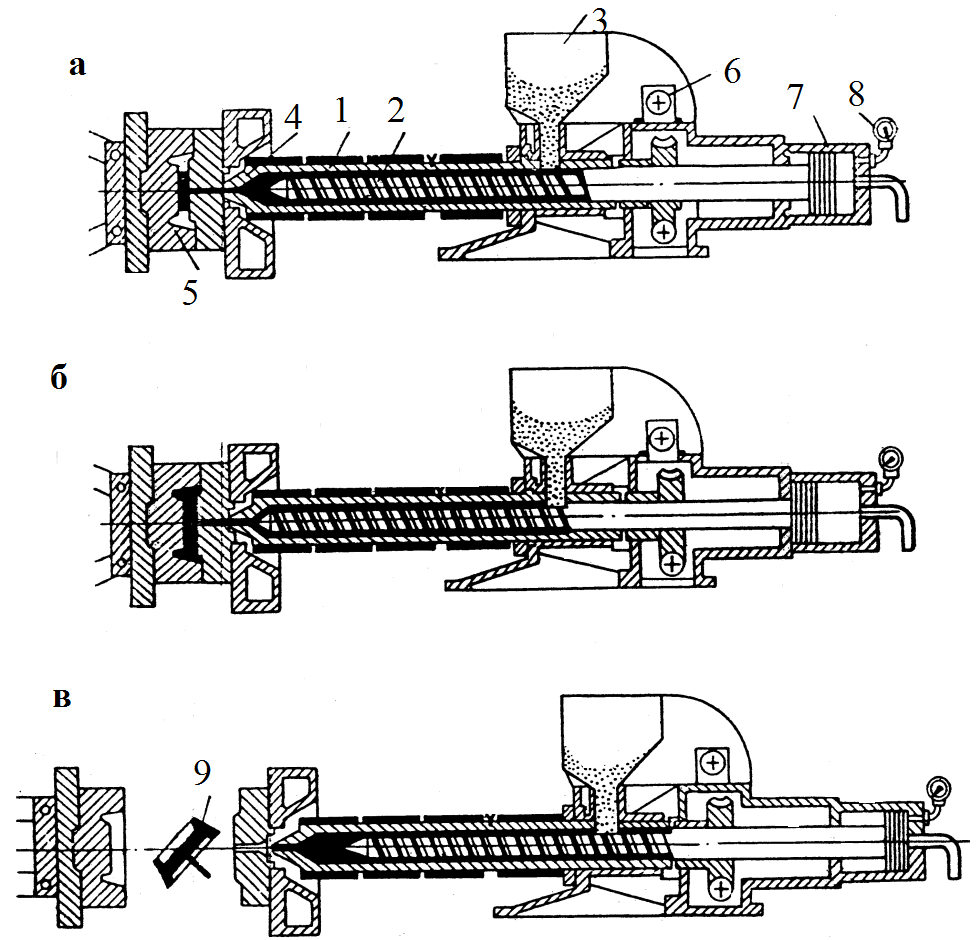
Рис. 3.28. Литье под давлением с использованием червячной пластикации:
1 – инжекционный цилиндр; 2 – червяк; 3 – бункер; 4 – сопло; 5 – литьевая форма; 6 – привод червяка; 7 – гидроцилиндр; 8 – манометр; 9 – изделие
3.3.3. Технологические параметры литья под давлением
Основными технологическими параметрами литья под давлением является:
– температура литья (Тл, °С) – это температура, с которой материал поступает из инжекционного цилиндра в форму;
– температура формы (Тф, °С);
– давление литья (Рл, МПа), устанавливаемое в гидроцилиндре литьевой машины;
– объемная скорость впрыска (Q, см3/с), или параметр, обратно пропорциональный времени выдержки под давлением (фвпд, с);
– давление формования (в форме), или давление подпитки (Рф, МПа);
– объем впрыска (V, см3);
– общая продолжительность цикла (фц, с).
Технологические параметры литья под давлением зависят от размеров и конфигурации изделий. Изделия классифицируют по зависимости объ-
ема отливки от толщины, V = f (h). В зависимости от толщины литьевые изделия условно разделяют на три группы (рис. 3.29).
Первая группа – изделия тонкостенные (h = 0,5–2,25 мм) сложной формы. Изделия этой группы имеют повышенное гидравлическое сопротивление заполнению формы. При их литье применяют верхние значения рабочего диапазона технологических параметров и низковязкие марки термопластов, которые обладают хорошей формуемостью и легко заполняют сложные формы.
Вторая группа – изделия общего назначения средних размеров
(h = 1,0–4,5 мм).
Третья группа – изделия толстостенные простой конфигурации
(h = 1,9–6,0 мм). Изделия данной группы имеют пониженное гидравлическое сопротивление заполнению формы. При их литье применяют нижние значения рабочего диапазона технологических параметров литья. Для литья толстостенных изделий можно применять высоковязкие марки полимеров, которые имеют повышенные молекулярную массу и ударную вязкость.
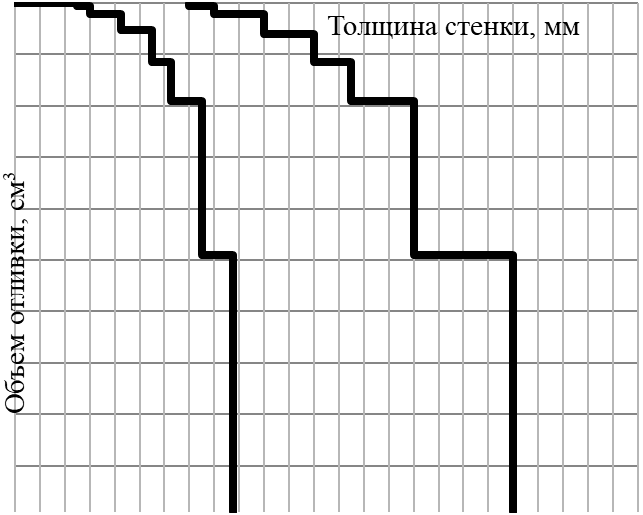
Рис. 3.29. Классификация изделий по толщине:
1 – тонкостенные изделия; 2 – изделия средних размеров;
3 – толстостенные изделия
3.3.4. Периоды формования изделий при литье под давлением
Процесс формования состоит из трех периодов (рис. 3.30):
1) период впрыска расплава и заполнения оформляющей полости литьевой формы (фз) – точка А;
2) период нарастания давления (фн) и уплотнения материала за счет втекания новых порций расплава под давлением. Точка D – точка максимального давления. В данный момент за счет термической усадки при охлаждении давление уравновешивается притоком новых порций мате-
риала;
3) период спада давления (фсп ) – это период интенсивного охлаждения и усадки материала. Характеризуется уменьшением давления в форме и увеличением перепада давления по ее длине. В этот период входит и время выдержки без давления (фвбд). Время выдержки под давлением (фвпд) состоит из периода нарастания давления и части периода спада давления. В точке Е литник «перемерзает» (стеклование материала в литниковом канале) и приток новых порций материала прекращается. Давление литья отключается и давление в детали резко падает. В точке К форма раскрывается, происходит съем изделия из формы.
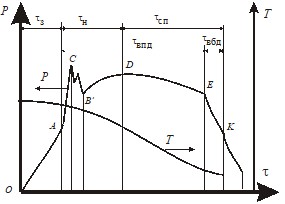
Рис. 3.30. Диаграмма изменения давления P и температуры T
в литьевой форме в процессе литья:
фз – период заполнения формы, фн – период нарастания давления, фсп – период спада давления, фвпд – время выдержки под давлением, фвбд – время выдержки без давления;
т. А – заполнение формы; т. С – гидроудар; т. D – максимальное давление; т. Е – окон-
чание выдержки под давлением; т. К – раскрытие формы
Расчеты технологических параметров процесса литья под давлением термопластичных материалов рассмотрены в главе 4.
3.3.5. Особенности технологии литья под давлением
высоконаполненных термопластов
Структура материала, формирующегося при литье под давлением из термопластичных композиций, наполненных волокнистыми наполнителями, в том числе и растительного происхождения, существенно зависит от условий течения расплава[15, с. 372]. Наличие компонентов с различными упругими и теплофизическими свойствами и неоднородная структура материала в изделиях, формирующаяся в процессе литья, приводят к возникновению остаточных напряжений. В результате появляются дефекты формы изделий (коробление, утяжины), дефекты поверхности (усадочные раковины, микротрещины).
Не оценивая влияние технологических параметров процесса формования и конструкции формующей оснастки на свойства материала в изделии, рассмотрим влияние направления впрыска расплава. При заполнении формы в литниковых каналах и в самой форме развиваются высокие сдвиговые напряжения, которые приводят к ориентации волокна и к его разрушению.
Размеры литников и впусков при литье высоконаполненных композиций должны отвечать определенным требованиям [18, с. 123]:
– обеспечивать хорошую передачу давления в форму: перепады давления в литниках и впусках не должны быть большими;
– способствовать сокращению цикла литья;
– не приводить к перерасходу материала.
При литье волокнистонаполненных термопластов рекомендуется применять литники трапециевидной формы в сечении. Высота сечения трапециевидного литника должна составлять не менее р/4 = 0,785 от наибольшей ширины литника: h≥0,785H. Толщина литника не должна быть меньше наибольшей толщины стенки изделия. В случае малых размеров впусков в них развиваются высокие сдвиговые напряжения, которые могут вызвать деструкцию материала при впрыске, и как следствие, охрупчивание изделия.
В целом влияние рассмотренных выше факторов на качество литьевых изделий из ДПКт можно проанализировать с применением ППП «Moldflow Part Adviser 7.0» или других последних версий программы.
ГЛАВА 4
Технологические расчеты
при ПОлучении изделий из ДПКт
4.1. Технологические расчеты
при прессовании ДПКт
При прямом прессовании термопластичных материалов (с нагревом в форме) консолидация и формообразование происходят в пресс-форме после нагрева материала и приложения давления. Рекомендуется применение следующих режимов прямого прессования изделий из композитов на основе полиолефиновой матрицы (табл. 4.1).
Таблица 4.1
Режимы прямого прессования полиолефинов
Материал | Температура, °С | Давление, Рп, МПа | ||
заготовки | прессования | съема изделия | ||
ПЭНД | 120–130 | 160–180 | 40–50 | 5–10 |
ПП | 130–140 | 170–180 | 80 | 7,5–12,5 |
Процесс прессования осуществляется по ступенчатому температурно-временному режиму. Технологические параметры процесса прессования рассчитываются по следующим формулам.
1. Расчет времени выдержки. Продолжительность выдержки композиции под давлением в пресс-форме будет представлять сумму:
![]() ,
,
где ф1 – время нагрева пресс-формы от температуры загрузки (заготовки) Тз до температуры прессования Тп со скоростью b (°C/мин) на первой ступени давления прессования, мин;
ф2 – время выдержки при температуре прессования Тп на первой ступени давления прессования, мин;
ф3 – время выдержки при температуре прессования Тп на второй ступени давления прессования, мин;
ф4 – время охлаждения пресс-формы до температуры охлаждения Тохл на второй ступени давления прессования, мин.
В период разогрева композиции от Тз до Тп давление первой ступени должно быть в пределах P1 = (0,4–1 МПа), а средняя скорость нагрева пресс-формы b = (4–6 °C/мин). Время нагрева пресс-формы от Тз до Тп:
 .
.
Время выдержки ф2 и ф3 при давлении прессования Рп рассчитывают, исходя из удельного времени выдержки 5 мин/мм толщины изделия:
ф2 = ф3 = 5h.
Время охлаждения пресс-формы от Тп до температуры охлаждения Тохл:
 .
.
Среднюю скорость охлаждения при комбинированной системе нагрева и охлаждения в расчетах можно принять bохл = (6–7 °C/мин).
Температуру в центре плоского изделия в момент распрессовки определяют по формуле
![]()
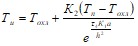 ,
,
где h – толщина изделия, м;
a – коэффициент температуропроводности, м2/с;
Tп – температура прессования, °С;
Tохл – температура пресс-формы в момент распрессовки, °С;
Tи – температура в центре извлекаемого изделия, °С;
К1=р2 и К2=4/р – коэффициенты, определяющие скорость охлаждения в зависимости от геометрической формы изделия.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 |
