
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
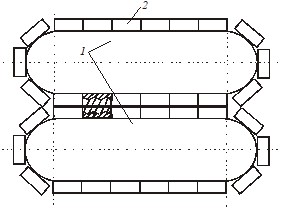
Рис. 3.15. Схема двухцепного гофратора:
1 – движущиеся цепи; 2 – полуформа
Воздухом горячая эластичная труба во входной части гофратора прижимается к полуформам и формируется профиль гофра. Двигаясь по гофратору, труба охлаждается. Профиль гофра может быть полукруглым, прямоугольным, треугольным, трапециевидным. Последний более применим: обеспечивает наиболее удобное извлечение гофротрубы при размыкании полуформ.
Профильно-погонажные изделия. Высокопроизводительное получение погонажных изделий различного профиля любой длины возможно только экструзией. В настоящее время производство профильно-погонажных изделий мебельного и строительного назначения из полимерных композиций переживает бум (производство пластиковых окон и дверей, плинтусов, молдингов, направляющих полозков, отделочных панелей). Широко погонажные изделия применяются в автомобилестроении.
Профильные изделия изготовляют на агрегатах, состоящих из экструдера, головки, калибрующего (при необходимости), охлаждающего, тянущего, наматывающего или режущего устройств, т. е. как и при производстве листов и трубных изделий.
Для изготовления профильных изделий применяют главным образом прямоточные экструзионные головки (см. рис. 3.6), в которых форма сечения формующего (выходного) отверстия учитывает усадочные явления, искажающие форму сечения изделия.
Для получения изделий сложного профиля головки имеют большое сопротивление движению расплава полимера. Производительность экструдера вследствие этого уменьшается. Основная трудность процесса экструзии – выравнивание объемной скорости различных потоков расплава в головке по всему сечению профиля. Для этого применяют специальные насадки: дроссельные или перфорированные шайбы. Так, перфорированные шайбы используют при производстве изделий большого, сложного сечения. Схема распределения скоростей в потоке расплава при прохождении перфорированной шайбы показана на рис. 3.16.
| Рис. 3.16. Распределение скоростей |
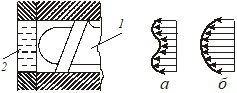
Расплав, проходя перфорированную шайбу, вначале по краям движется быстрее, чем в середине (эпюра а). Затем по мере продвижения в ней формируется фронт течения, при котором скорость в середине потока может даже превышать скорость по периферии экструдата (эпюра б). Однако это небольшое различие в скоростях значительно меньше, чем при использовании других выравнивающих потоки приспособлений.
При получении изделий несимметричного сечения необходимо стремиться к тому, чтобы центр тяжести площади профиля несильно отличался от оси червяка экструдера.
3.1.4. Экструзия древесно-полимерных композиционных материалов
на термопластичной матрице
Экструзия ДПКт – технология, которая нуждается в тщательном и непрерывном управлении основными параметрами технологического процесса. Использование системы специальных машин, определенных экструзионных инструментов и необходимых химических добавок позволяет преодолеть сложные моменты.
До недавнего времени специальные машины для экструзии ДПКт
создавались только наиболее известными компаниями в области поли-
мерного машиностроения, например: «Bausano», «Cincinnati Extrusion», «Entek»,»Hans Weber Maschinenfabrik», «Krauss Maffei», «Milacron», «Reifenhuser Maschinenfabrik» и др. Сейчас их предлагают уже десятки фирм.
К сожалению, учитывая высокую степень производственной специализации, существующей в зарубежном полимерном машиностроении,
далеко не все из них готовы предложить заказчикам современное комплексное решение (от измельчения древесины до упаковки готовой продукции).
Однако сейчас появляются фирмы, которые концентрируют свои усилия исключительно в области техники и технологии ДПКт. Такая специализация давно показала свою эффективность в производстве и поставках оборудования для выпуска древесных плит, целлюлозы и бумаги, тем более что деревообработчики уже привыкли получать технологию и систему основных и вспомогательных машин от одного поставщика.
Технологические производственные установки
Экструзионные технологии позволяют организовать производственный процесс с минимальным участием человеческого труда. Экструдеры работают круглосуточно и без остановок в течение многих месяцев. При этом замена формующего инструмента и переход с одного изделия на другое не представляют сложной задачи и осуществляются всего за несколько часов.
Типовая производственная линия для экструзии ДПКт обычно включает в себя емкости для компонентов, подающие устройства, экструдер с фильерой, охлаждающую систему с калибратором или без него, тянущее устройство, пильную машину и приемный стол-укладчик.
Нельзя сказать, что производственные системы, применяемые сейчас в экструзии ДПКт, устоялись или приближаются к единообразию. Напротив, имеется много вариантов реализации этой технологии. Но с некоторой долей условности их все-таки можно свести к двум основным методам –
к двухстадийной и одностадийной экструзии.
Получение изделий из ДПКт двухстадийной экструзией. Двухстадийный процесс является классическим для переработки различных термопластичных материалов и предусматривает в качестве первого этапа получение промежуточного продукта в виде гранул (компаундов) из ДПКт. Схема такого процесса, предложенная А. Абушенко, И. Воскобойниковым, В. Кондратюком, представлена на рис. 3.17 [14].
По данной схеме древесная щепа или другие целлюлозосодержащие продукты (отходы) подсушиваются и размалываются в мельнице до размера частиц обыкновенно менее 0,5 мм. Затем к полученным частицам добавляются аддитивы и термопласт, а полученная древесно-полимерная смесь тщательным образом в горячем виде компаундируется, выдавливается, разделяется на гранулы размером 3–5 мм и охлаждается.
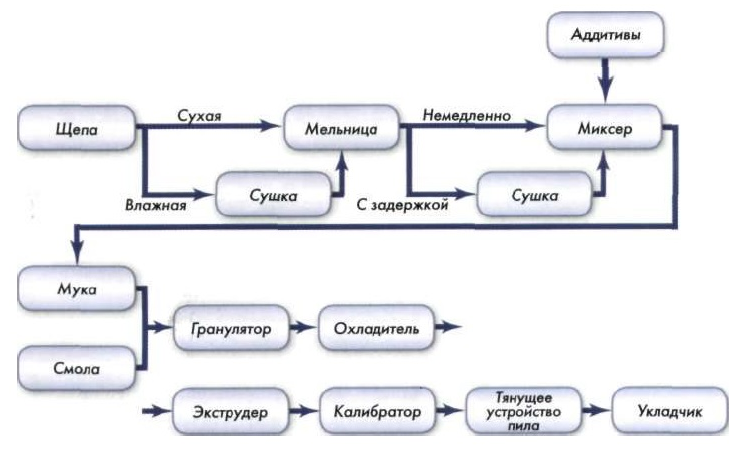
Рис. 3.17. Блок-схема двухстадийного процесса экструзии ДПКт
Гранулы могут содержать до 80% наполнителя (а иногда и более) и производятся на основе матриц полиэтилена, полипропилена, ПВХ, полистирола и других термопластичных полимеров. Помимо наполнителя и полимерной матрицы в них могут быть включены разнообразные технологические и функциональные добавки (пигменты, стабилизаторы, бактерициды, антипирены и т. д.). Гранулы можно транспортировать на большие расстояния и хранить неограниченное количество времени.
Процесс приготовления термопластичного компаунда из ДПКт может осуществляться несколькими различными методами. Наиболее простой из них – применение несложных термомеханических миксеров, например лопастного типа. В этом случае наполнитель, полимерная матрица и аддитивы загружаются в емкость миксера и тщательно перемешиваются быстро вращающимися лопастями мешалки. Смесь компонентов разогревается за счет электрического подогрева элементов миксера и вследствие наружного и внутреннего трения в компаунде. Помимо лопастных мешалок могут использоваться и более сложные механизмы компаундирования. В частности, это одношнековые, двухшнековые и дисковые экструдеры, скоростные мельницы и т. д., в которых разогрев рабочей смеси осуществляется за счет интенсивного перемешивания и внешних нагревателей при скорости вращения до 3 тыс. об./мин.
Наиболее популярными компаундирующими машинами для ДПКт в настоящее время являются цилиндрические и конические двухшнековые экструдеры. Они позволяют осуществлять глубокое и быстрое, но деликатное компаундирование древесно-полимерной смеси с постоянным контролем температуры и давления. Такое компаундирование способствует уменьшению количества разрывов длинных цепочек молекул полимеров, к которым последние склонны при повышенных температурах и напряжениях (т. е. механической, химической и тепловой деструкции).
Также из наиболее простых и надежных можно считать схему, по которой аддитивы сначала смешиваются с древесной мукой, а затем приготовленная мука загружается в цилиндр экструдера одновременно с термопластом.
Различными компаниями создано уже довольно много специальных двухшнековых экструдеров для компаундирования ДПКт с производительностью до 1 тыс. кг/ч, а иногда и более. Готовые гранулы направляются в экструдер, в котором расплавляются и выдавливаются через фильеру уже в форме изделия (листа или профиля). После выхода из фильеры полученные изделия калибруются, остужаются, режутся на отрезки необходимых размеров и укладываются в пакеты.
На второй стадии могут применяться как одношнековые, так и двухшнековые машины для экструзии ДПКт.
Экструдер для ДПКт выполняется на жесткой станине и имеет управляемый по частоте вращения двигатель главного привода, надежный и прочный редуктор, длинный износостойкий материальный цилиндр (L/D = 25–40) и большое количество (до 15–20) управляемых электрических нагревателей, располагаемых вдоль цилиндра. Шнек экструдера, сделанный из специальной износостойкой инструментальной стали, имеет специальную геометрию, приспособленную к переработке высоконаполненных ДПКт.
По двухстадийной схеме итальянская фирма «Комес» одной из первых освоила в начале 80-х годов прошлого столетия производство дре-
веснонаполненного полипропиленового листа, получившего фирмен-
ное название «Поливуд», на оборудовании фирмы «Bausano» (Италия)
[12, с. 67–69]. Древесный наполнитель подготовляют подсушкой до влажности не более 15% и измельчением или рассеиванием отходов древесины. Полученный древесный наполнитель подают в двухчервячный экструдер (рис. 3.17), имеющий устройство для дегазации. В экструдере древесный наполнитель нагревают до 80 °С, и в зоне дегазации из него под вакуумом отводится влага (до 6%). Затем подогретый древесный наполнитель смешивают с расплавом полипропилена (температура 200–220 °С), подаваемого из двухчервячного экструдера, имеющего дегазационное устройство. Полученную композицию еще раз подвергают дегазации. После этого древесно-полимерную композицию экструдируют через плоскощелевую головку, из которой полотно заданной толщины поступает в трехвалковый каландр, затем – на охлаждающий стол с ножами для продольной обрезки кромок полотна по ширине. Поперечную резку на листы заданной длины выполняют гильотинными ножницами.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 |
