
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
– гранул различной формы и размеров;
– пленок плоских и листов (аморфных, ориентированных, армированных, дублированных);
– пленок рукавных (однослойных, двухслойных, изотропных, термоусадочных);
– труб и шлангов (гладких, армированных, гофрированных);
– профилей (открытых и закрытых);
– кабельных покрытий (одно - и многожильных);
– объемных экструзионно-выдувных изделий.
Агрегаты для грануляции термопластов
При проведении процессов подготовительного производства (окраска, введение наполнителей, мягчителей, стабилизаторов и других вспомогательных веществ) полимерных материалов из термопластов, а также для удаления летучих веществ из полимеров на экструзионных агрегатах получают из расплавленной полимерной композиции гранулы определенного состава, формы и размеров.
Гранулами называют однородные зерна с преобладающим размером
в поперечнике 3 мм. Они являются исходным полуфабрикатом при переработке термопластов литьем под давлением, экструзией и т. п. Гранулы обеспечивают нормальное питание и стабильное ведение технологического процесса переработки. При этом сыпучесть гранул имеет большое значение
при заполнении приемных устройств перерабатывающего оборудования и транспортной тары. В зависимости от применяемого способа изготовления гранулы могут быть получены разной формы: шарообразной, цилиндрической, эллипсоидной, кубической, параллелепипедной (стренговой).
Экструзионные агрегаты для гранулирования состоят из экструдера и собственно гранулирующего устройства (головки). Оно включает в себя формующий инструмент (фильеру), гранулятор (режущий механизм), устройство для охлаждения гранул. На рис. 3.9 представлена схема холодного гранулирования. Выдавливаются заготовки в виде прутков или лент (стренг), которые предварительно охлаждаются воздухом или водой, а затем режутся специальным режущим устройством (стренговая резка).
В зависимости от типа экструдера и способа гранулирования производительность агрегатов составляет от 100 до 4000 кг/ч.
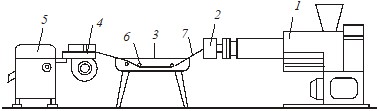
Рис. 3.9. Схема гранулятора с резкой охлажденных прутков:
1 – экструдер; 2 – прутковая головка; 3 – охлаждающая ванна;
4 – воздушная сушилка; 5 – роторная дробилка;
6 – направляющие ролики; 7 – жгуты полимера
Гранулирование применяется также при переработке отходов термопластов (прутков, лент, литников, пленки или кусков различной формы). Предварительно кусковые отходы дробятся (измельчаются) ножевыми дробилками, а отходы пленки подвергаются паровоздушной агломерации (получение кусков пленки).
Экструзионные линии производства плоских пленок и листов
Технология изготовления плоских пленок и листов из термопластов заключается в непрерывной экструзии расплава полимера через щелевую головку для пленок и листовальную головку для листов с последующим охлаждением плоского полотна либо на поверхности вращающихся валов (гладильно-калибровочные), либо в охлаждающей ванне.
Между пленками и листами четкой границы нет. К листам из полимерных материалов относят плоские изделия, получаемые на листовальных агрегатах и имеющие толщину 0,25 – 0,5 мм и более. При меньшей толщине подобные плоские изделия относят к пленкам. При разделении на листы и пленки необходимо принимать во внимание не только их толщину, но и жесткость материала. С этой точки зрения, к листам относят плоские изделия, имеющие толщину: ПЭНП ≥ 0,5 мм, для ПЭВП ≥ 0,35 мм, для ПП ≥ 0,25 мм. Для более жестких полимерных материалов минимальная толщина листа еще ниже, например, плоские изделия из ударопрочного полистирола относят к листам при толщине h ≥ 0,125 мм.
Процесс изготовления пленки щелевым методом основан на выдавливании расплава через плоскую щель формующей головки (см. рис 3.8) с последующим охлаждением и намоткой полотна в рулон. Благодаря плоской конфигурации расплав сразу же после выхода охлаждается, что обеспечивает получение прозрачных пленок с высокими оптическими свойствами и увеличение производительности технологической линии (пленка отводится с высокой скоростью). Недостаток метода: сравнительно высокие отходы, изменение ширины требует смены формующей головки. Долгое время одним из недостатков считалась невозможность получать пленку большой ширины. В настоящее время разработаны линии производства плоских пленок шириной от 6000 мм и до 9000 мм (ФРГ).
Технологическая схема процесса показана на рис 3.10. В тех случаях, когда требуется ориентация пленки, тянущие валки (10) вращаются
с большей скоростью, чем валки (7). Происходит продольная вытяжка.
Перед вытяжкой пленка предварительно нагревается валками (8), а также инфракрасным нагревателем (9).
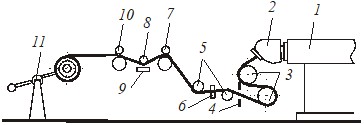
Рис. 3.10. Технологическая схема производства пленки
щелевым методом с охлаждением на валу:
1 – экструдер; 2 – формующая головка; 3 – охлаждающие валики; 4 – устройство для обрезки кромок; 5 – направляющий валок; 6 – толщиномер; 7, 10 – тянущее устройство; 8 – нагревательный валок; 9 – инфракрасный нагреватель; 11 – намоточное устройство
Схема экструзионной агрегатной линии производства листов показана на рис 3.11.
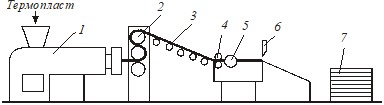
Рис 3.11. Схема агрегатной линии для экструзии листов:
1 – экструдер; 2 – гладильно-полировальный каландр; 3 – рольганговый транспортер;
4 – тянущие валки; 5 – пила для продольной резки листа; 6 – ножницы для поперечной
резки листа; 7 – укладчик
Экструзионные линии производства труб, шлангов
и профильных изделий
Процесс получения гладких, перфорированных, армированных, гофрированных труб, шлангов, кабельной изоляции и профилей основан на непрерывном выдавливании расплава через соответствующую формующую головку с последующим охлаждением и отводом в специальные приемные устройства.
Трубные линии. Наиболее ответственным видом изделий такого рода являются трубные изделия, так как они предназначены для работы под давлением, под осевым напряжением. Кроме того, их геометрические размеры должны точно соответствовать техническим требованиям при сборке с соединительной арматурой.
Методом экструзии можно изготавливать трубные изделия от десятых долей миллиметра (капиллярные трубки) до труб диаметром 1500 мм с толщиной стенки 52 мм и более. Разработаны технология и экструзионное оборудование для производства труб Ш 3000 мм.
Широкое применение нашли гофрированные трубы и шланги. Их применяют в сельском хозяйстве, строительстве, электротехнике, станкостроении, медицине, судостроении, в бытовых приборах. Достоинство гофрированных труб и шлангов – сочетание продольной гибкости с по-
перечной жесткостью. Они выпускаются в широком диапазоне диаметров (от 16 до 200 мм).
Схема экструзионной агрегатной линии для производства труб и шлангов представлена на рис. 3.12. Работа этой линии достаточно ясна из данного рисунка.
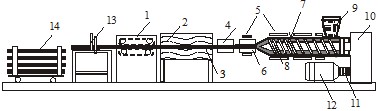
Рис. 3.12. Схема экструзионной линии:
1 – тянущее цепное устройство; 2 – охлаждающая ванна; 3 – трубное изделие; 4 – калибратор; 5 – нагревательные элементы; 6 – экструзионная (формующая) головка;
7 – материальный цилиндр экструдера; 8 – червяк с переменным шагом винтовой нарезки; 9 – бункер с гранулами термопласта; 10 – редуктор; 11 – соединительная
муфта; 12 – электродвигатель; 13 – механизм резки; 14 – штабелёр
Для придания трубному изделию профиля заданных размеров и исключения его деформации в охлаждающем устройстве его калибруют, т. е. предварительно охлаждают с приданием расплаву определенных конфигурации и размеров. Калибрование труб и шлангов проводят по наружной или внутренней поверхности. Применяются различные системы калибрования. Наибольшее применение получил способ калибрования труб по наружному диаметру, что связано с особенностями сборки труб и соединения с арматурой.
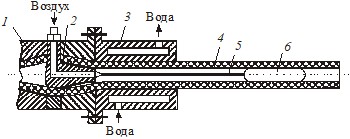
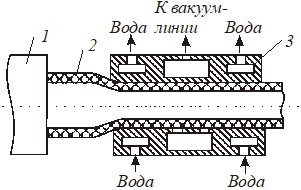
Принцип калибрования трубной заготовки по наружному диаметру заключается в ее протягивании через охлаждаемую втулку, к внутренней поверхности которой заготовка прижимается либо сжатым воздухом, либо атмосферным давлением (вакуумное калибрующее устройство). Схемы калибрования сжатым воздухом и в вакуумном калибрующем устройстве показаны на рис. 3.13 и рис. 3.14.
|
|
Рис. 3.13. Калибрующая трубная насадка по наружному диаметру: 1 – корпус головки; 2 – дорн формующей головки; 3 – калибрующая насадка; 4 – полимерная труба; 5 – крепящий трос пробки; 6 – плавающая пробка | Рис. 3.14. Схема вакуумного 1 – формующая головка; 2 – труба; |
Технология производства гофрированных труб отличается от изготовления гладких труб тем, что за формующей головкой вместо калибратора установлен гофратор с двумя рядами движущихся по замкнутому контуру полуформ, и готовая гофротруба поступает на намоточное устройство.
В технологических линиях применяются гофраторы различных систем,
из которых наибольшее распространение получили двухцепные гофраторы (рис. 3.15). Гофратор представляет собой две движущиеся цепи, к которым прикреплены полуформы, создающие профиль гофра. При смыкании полуформ образуется формующий канал. Охлаждение полуформ осущест-
вляется воздухом, нагнетаемым вентилятором. Внутрь эластичной трубы
(в начале гофратора) подается сжатый воздух, удерживаемый «плавающей пробкой».

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 |
