
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Наиболее существенными преимуществами этой технологии являются:
– ликвидация операций предварительного смешивания, пластикации и гомогенизации компонентов ДПКт;
– очень малое время (1–2 мин) пребывания древесного наполнителя при высокой температуре (200–220 °С), что сохраняет прочность древесного наполнителя и повышает прочность композита.
Достоинством классической технологии также являются высокая гибкость в организации производства и возможность применения более простого и дешевого оборудования. Полученные древесно-полимерные гранулы можно использовать не только для экструзии, но и для литья, прессования и других методов термоформования изделий.
Двухстадийный процесс может быть организован как на одном, так и на нескольких предприятиях (первое производит гранулы, остальные – готовую продукцию).
К недостаткам двухстадийного процесса следует отнести необходимость двойного разогрева материала и несколько большую потребность в производственных площадях.
Получение изделий из ДПКт одностадийной экструзией. В последние годы становится популярной одностадийная (прямая) экструзия ДПКт, при которой все компоненты композита в определенный период поступают в одну машину, которая одновременно выполняет функции компаундера и экструдера.
Экструдеры для прямой (одностадийной) экструзии – это современные мощные машины, оборудованные специальными устройствами подачи и дозирования компонентов, средствами электронного управления процессами, эффективными дегазационными устройствами и т. д. Как правило, это двухшнековые экструдеры.
Современные линии для прямой экструзии позволяют производить различные листовые материалы, панели, профили и трубы из ДПКт. Обычно они выполняются на основе двухшнековых цилиндрических или конических экструдеров, обеспечивающих хорошее перемешивание древесно-полимерной смеси и тщательный контроль всех параметров процесса. Шнеки экструдеров для прямой экструзии ДПКт имеют сложную патентованную геометрию, обеспечивающую специальные приемы движения рабочей смеси внутри экструдера.
Существует много вариантов компоновок экструдеров для прямой экструзии ДПКт, различающихся способами подачи компонентов в экструдер. Например, все компоненты могут подаваться в экструдер одновременно через одно загрузочное отверстие, или в экструдер сначала подается древесная мука, а затем с помощью дополнительного экструдера в цилиндр главного экструдера производят впрыск расплавленной термопластичной матрицы. Аддитивы тоже могут подаваться в экструдер одновременно или последовательно в различные точки цилиндра.
Хотя двухшнековый экструдер является достаточно универсальной машиной, но на его основе создаются экструзионные линии, уже специально приспособленные к производству тех или иных продуктов.
Стандартизация оборудования естественным образом приводит к сни-
жению производственных издержек, повышению качества и надежности машин. Внешний вид и компоновка одной из линий показаны на рис. 3.18 [13].

Рис. 3.18. Линия для экструзии декингов и других профильных изделий из ДПКт,
тип SWMS, компания Sky Win Technology
Новые направления в экструзии ДПКт
Хотя двухшнековые цилиндрические и конические экструдеры уже доказали свою высокую эффективность в гранулировании и экструзии ДПКт, некоторые компании продолжают поиск новых схем. В частности, разрабатываются трехшнековые машины, экструдеры-тандемы, планетарные экструдеры и т. д. Например, финские производители предлагают для переработки ДПКт использовать экструдеры роторного типа Соnех.
Разумеется, нужно некоторое время для того, чтобы новые решения прошли обкатку и основательную проверку в производстве и приобрели соответствующую репутацию в отрасли.
3.2. Прессование
Прессование (от латинского presso – давлю, жму) – старейший метод переработки высоконаполненных полимерных материалов, но он широко применяется и в настоящее время, в том числе и для получения изделий из ДПКт.
3.2.1. Принцип формования изделий
методом прессования
Прессование – это технологический процесс изготовления изделий из полимерных материалов, заключающийся в пластической деформации материалов при действии на них давления и последующей фиксации формы изделия. Основной формующий инструмент – пресс-форма, давление в которой создается прессом.
Если формуемый материал способен к пластической деформации без нагревания, то процесс ведется в холодной форме и носит название холодное прессование. В этом случае основным фактором образования прочного изделия являются силы электростатического притяжения, которые вступают в действие при сближении отдельных частиц на расстоя-
нии 10-8 см.
Формование в нагретой форме, т. е. горячее прессование, применяется, когда нагрев необходим для снижения вязкости материала перед подачей давления и когда фиксация формы изделия осуществляется:
– либо за счет реакции отверждения полимерной матрицы, протекающей при повышенной температуре (прессование реактопластов);
– либо при охлаждении отформованного изделия под давлением в форме, например, при прессовании термопластичных материалов с низкой текучестью.
Горячее прессование в зависимости от конструкции пресс-форм проводится методами компрессионного (прямого) или литьевого (трансферного) прессования.
Метод прессования широко применяется при переработке реактопластов, резиновых смесей и при переработке высоковязких или высоконаполненных полимерных композиций на основе термопластов, в частности при изготовлении изделий из ДПКт.
Компрессионное прессование реактопластов – наиболее распространенный и простой в аппаратурном оформлении метод. Он применяется при переработке высоконаполненных пресс-материалов на основе реак-
ционно-способных олигомеров, содержащих до 40–70 % наполнителя: пресс-порошков, волокнитов, слоистых пластиков. Его используют при
изготовлении изделий конструкционного назначения, к которым предъявляются высокие требования по однотонности и точности, и изделий массой свыше 1 кг. Прессование осуществляется в пресс-форме, конфигурация внутренней полости которой соответствует форме изделия.
Схема изготовления изделий методом компрессионного прессования из реактопластов представлена на рис. 3.19.
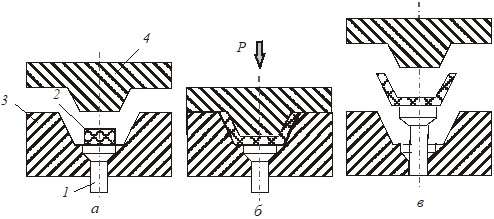
Рис. 3.19. Схема компрессионного прессования реактопластов:
а – загрузка пресс-материала; б – смыкание пресс-формы и прессование;
в – раскрытие пресс-формы и извлечение изделия;
1 – выталкиватель; 2 – пресс-материал; 3 – пуансон; 4 – матрица
При формовании изделий сложной конструкции, имеющих или малую толщину стенки, но достаточно большую высоту, или тонкую сквозную металлическую арматуру, применяется литьевое прессование. Это метод передавливания (впрыскивания) пресс-материала в оформляющую полость пресс-формы в размягченном (пластицированном) состоянии из загрузочной камеры формы через литниковые каналы. Этим методом перерабатываются быстроотверждающиеся реактопласты, а также высоковязкие
и высоконаполненные термопласты. Литьевое прессование делится на два вида:
– собственно литьевое прессование, осуществляемое в пресс-форме
с верхней загрузочной камерой, называемой передаточной;
– трансферное прессование, осуществляемое в пресс-форме с нижней загрузочной камерой и вспомогательным плунжером.
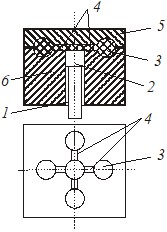
Схемы двух способов литьевого прессования показаны на рис. 3.20 и рис. 3.21.
|
|
1 – пуансон; 2 – загрузочная (литьевая) |
1 – загрузочная (литьевая) камера; 2 – нижний рабочий плунжер; 3 – гнезда пресс-формы (изделия); 4 – разводя- 6 – матрица |

3.2.2. Конструкции и классификации прессов
Для изготовления изделий из реактопластов методом прессования основным видом оборудования являются прессы. Исходя из целевого назначения прессовое оборудование классифицируется по многим конструктивно-технологическим признакам.
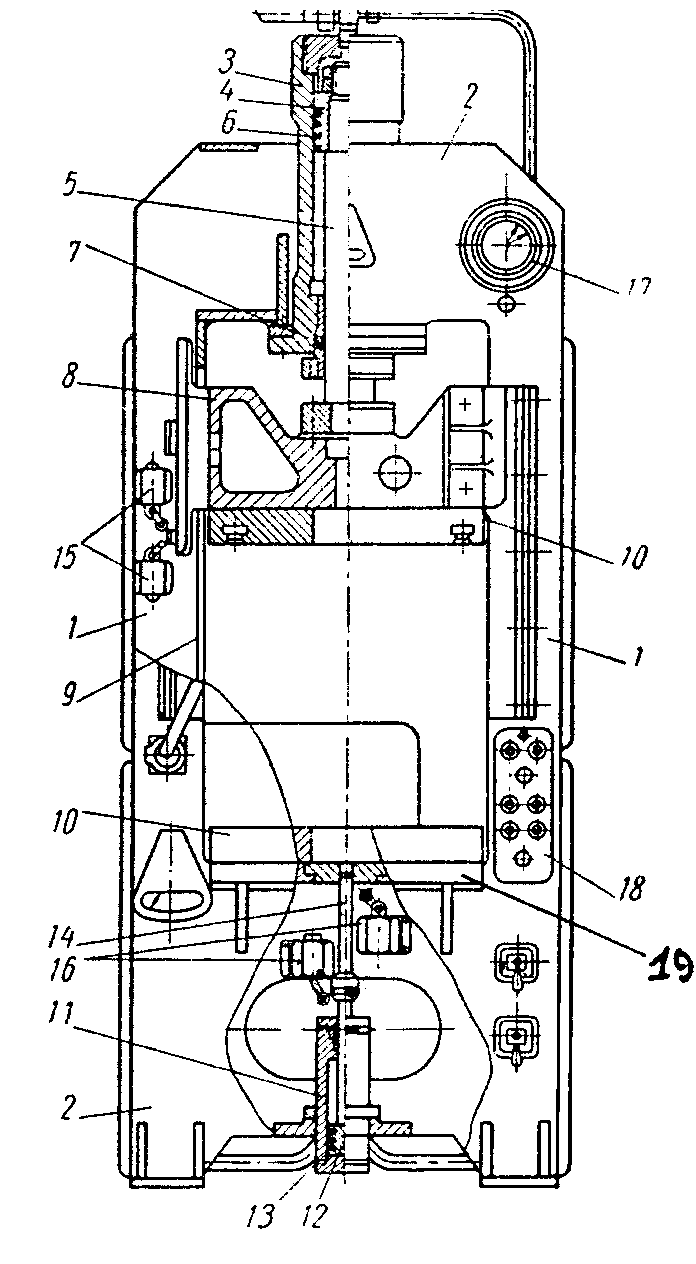
Прежде всего прессы классифицируют по типу станины и виду привода. По типу станины наибольшее применение имеют рамные (рис. 3.22) и колонные (рис. 3.23) прессы, которые бывают двух-, четырех - и многоколонные.
По виду привода наиболее распространенные прессы – гидравлические. Они обеспечивают определение и регулирование усилия прессования в широких пределах, регулирование величины и скорости рабочего хода, а также осуществляют выдержку под давлением и ее регулирование.
Гидравлические прессы в зависимости от целевого назначения подразделяются:
– по размерам рабочего стола – от 200Ч200 мм до 2500Ч10000 мм, с ходом подвижной плиты от 20 мм до 4000 мм;
– по усилию прессования – прессы малой мощности от 250 до 10000 кН и большой мощности от 10000 до 50000 кН;
– по направлению главного рабочего усилия – с вертикальным, нижним и комбинированным давлением;
Рис. 3.22. Общий вид и схема рамного 1 – стойки; 2 – плиты; 3 – главный гидроцилиндр; 4 – дифференциальный плунжер; 5 – шток; 6, 7 – уплотни- |
|
тельные манжеты; 8 – подвижная верхняя плита; 9 – направляющие; 10 – верхняя 18 – пульт управления пресса; 19 – стол |

– по количеству главных рабочих гидроцилиндров – одноцилиндровые и многоцилиндровые;

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 |
