
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Образование царапины можно представить как результат скольжения абсолютно твердого тела (зерно или вершина зерна) по пластически деформируемому полупространству. Вершину зерна, как было отмечено ранее, обычно представляют в виде параболоида вращения с радиусом округления ρ. Вершина зерна, пропахивая материал полупространства, образует дорожку трения. В процессе царапания металлов (рис. 9.1) происходит пластическая деформация материала впереди царапающего острия (зона 1), по бокам (зоны 2, 3) и дну царапины. После снятия нагрузки, то есть после прохождения зерна, наблюдается упругое восстановления дорожки трения. На рис. 9.1а показано упругое восстановление дна царапины на величину Δу. В результате контакт зерна и металла происходит не только по фронтальной части поверхности АВ (передняя поверхность), но и по участку ВС (задняя поверхность).
В процессе деформирования пластичный материал будет зерном раздвигаться в стороны с образованием характерных наплывов по краям царапины, шириной bн и высотой hн (рис. 9.2). Глубина царапины hр с учетом упругого восстановления:
hр = az – Δу.
Когда образование царапины происходит с отделением стружки, то обрабатываемый материал от момента контакта с вершиной зерна по мере его движения должен последовательно пройти все три фазы механического взаимодействия: упругая деформация, пластическая деформация с оттеснением металла в наплывы и срезание стружки при достижении критической толщины срезаемого слоя. Если толщина среза невелика, то царапина является результатом только упругопластической деформации металла.
а б
Рис. 9.1. Схема образования царапаны вершиной зерна:
а – вид в рабочей плоскости; б – вид сверху
|
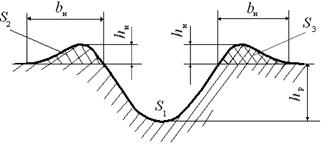
Рис. 9.2. Поперечный профиль царапины
Фактором, оказывающим существенное влияние на отделение стружки, является геометрия вершины режущего элемента абразивного зерна, которая определяется двумя параметрами: радиусом округления ρ и углом заострения вершины зерна β. Рассматривая зерно как отдельный резец, по аналогии с лезвийным инструментом на его режущей части выделяют переднюю и заднюю поверхности, передний и задний углы. Поскольку глубина резания отдельным зерном обычно не превышает величины радиуса округления, передний угол имеет отрицательное значение. В связи с этим отличительная особенность процесса резания абразивными зернами от резания лезвийными инструментами заключается не только в отсутствии определенной формы лезвия, но и в наличии отрицательных передних углов. Абсолютное значение переднего угла можно найти из выражения
γ = arcsin(1 – aз / ρ), (9.1)
где aз – глубина резания отдельным зерном.
Согласно (9.1) модуль переднего угла снижается с увеличением aз и уменьшением ρ.
При резании закругленной режущей кромкой со значительным отрицательным передним углом нормальная составляющая силы резания Ру больше касательной составляющей Рz, при γ = – 20° отношение Рy/Рz = 1,5–2, при γ = – 40° Рy/Рz = 2,5–3. Этим абразивное резание отличается от резания лезвийным инструментом с положительным передним углом, когда Рy меньше Рz.
Отделение стружки при прочих равных условиях происходит при определенном соотношении геометрии вершины зерна (радиуса округления ρ) и глубины резания аз (см. рис. 9.1):
![]() . (9.2)
. (9.2)
При малой величине m происходит скольжение зерна по обрабатываемому материалу, при повышении m – пластическое деформирование металла и при еще большей величине m – микрорезание с отделением стружки. Значения mк, при которых наблюдается переход от упругого контакта к пластическому и от пластического деформирования к микрорезанию с образованием стружки, называются критическими и являются важным фактором, влияющим на процесс абразивной обработки. Существенное влияние на mк оказывают механические свойства обрабатываемого материала, скорость резания и смазочно-охлаждающие технологические среды (СОТС). С увеличением твердости обрабатываемого материала, скорости резания и повышением смазочной способности СОТС mк уменьшается, что облегчает процесс диспергирования материла.
Например, с увеличением скорости резания в восемь раз mк уменьшается в десять раз (рис. 9.3). При микрорезании вершиной зерна с ρ = 30 мкм минимальная толщина стружки снижается с 7 мкм (при скорости 20 м/с) до 0,7 мкм (при скорости 160 м/с).
При больших скоростях резания появляется возможность снимать тончайшие (меньше микрометpa) стружки режущими кромками, имеющими сравнительно большой радиус округления вершины. Несколько необычным на первый взгляд кажется влияние радиуса округления режущей кромки на величину mк: с увеличением ρ критическая толщина среза аz тоже увеличивается, но в меньшей степени, чем ρ, поэтому mк уменьшается.
Очевидно, при больших значениях ρ перед режущей кромкой образуется наплыв металла большей высоты, что увеличивает фактическое значение толщины среза по сравнению с расчетным и тем самым обеспечивает более раннее отделение стружки. При малых значениях ρ металл имеет больше возможности «обтекать» режущую кромку без диспергирования.
Критерий mк определяет начало процесса стружкообразования, но ничего не говорит о соотношении между количеством материала, переходящего из царапины в стружку и вытесняемого в результате пластической деформации в наплывы по краям царапины. Для определения этого соотношения используют коэффициент стружкообразования Кс, коэффициент навалов или выдавливания ε.
Рис. 9.3. Зависимость mк от скорости резания стали 45 зернами
из электрокорунда марки 24А:
— ρ = 110 мкм; — ρ = 60 мкм; - - - ρ = 30 мкм
Коэффициент стружкообразования Кс представляет собой отношение объема снятого металла к объему царапины и определяется взвешиванием или по поперечному профилю царапины. В последнем случае:
 (9.3)
(9.3)
где S1 – площадь царапины; S2 и S3 – площади наплывов по бокам царапины (см. рис. 9.2).
Предельное значение Кс, близкое к единице, получено при царапании хрупких металлов, обладающих высокой твердостью, у вязких материалов значение Кс составляет 0,3–0,5. Коэффициент навалов или выдавливания e вычисляют по формуле:
 . (9.4)
. (9.4)
Если в формулу (9.3) вместо вычитаемого подставить его значение из (9.4), получим:
Кс = 1 – e. (9.5)
Установлено, что с увеличением пластичности материала в холодном состоянии коэффициент выдавливания увеличивается. По коэффициенту выдавливания с использованием (9.5) был рассчитан коэффициент стружкообразования и найдена его зависимость от предела прочности на растяжение σв, которая аппроксимирована следующим выражением:
Кс = –1,53 + 0,674logσв, r = 0,86, (9.6)
где коэффициент корреляции r получен для логарифмированных значений.
Наплывы по боковым сторонам шлифовочных царапин наблюдаются при микрорезании всех металлов во всем диапазоне скоростей резания. При микрорезании закаленных сталей они меньше, чем незакаленных (рис. 9.4).
|
а б в
Рис. 9.4. Зависимость коэффициента выдавливания ε от глубины резания t при
обработке различных сталей:
а – сталь 45 закаленная; б – армко-железо; в – сталь Х18Н9Т;
1 – v = 40 м/с, 2 – v = 80 м/с, 3 – v = 120 м/с, 4 – v = 160 м/с
Например, при скорости микрорезания 40 м/с для армко-железа коэффициент выдавливания равен 0,60, для стали Х18Н9Т – 0,45, для стали 45 (закаленной) – 0,23, а для стали Р18 (закаленной) – 0,15. Следовательно, с увеличением пластичности материала (в холодном состоянии) коэффициент выдавливания увеличивается.
Абразивное зерно в данном случае не срезает металл, а выдавливает его в стороны. Это является одной из причин, приводящих к увеличению тангенциальной силы резания при шлифовании незакаленных и особенно вязких сталей (большая доля работы шлифования расходуется на пластическое деформирование металла), а также к большой высоте микронеровностей шлифованной поверхности (значительное влияние на шероховатость оказывают навалы).
С увеличением глубины микрорезания (начиная с 8–10 мкм) коэффициент выдавливания при обработке всех рассматриваемых материалов уменьшается незначительно, т. е. при работе с большими глубинами процесс микрорезания становится более эффективным. Несмотря на некоторое уменьшение ε, относительная высота навалов практически не зависит от глубины микрорезания. Дело в том, что с увеличением глубины царапины изменяется форма навалов: навалы становятся более остроугольными, особенно это заметно при высоких скоростях микрорезания.
С увеличением скорости резания размеры навалов для всех рассматриваемых материалов заметно уменьшаются, причем в большей степени за счет ширины и в меньшей за счет его высоты. Эффект от влияния скорости примерно одинаковый для всех рассматриваемых материалов (см. рис. 9.4).
Например, если при скорости 40 м/с коэффициент выдавливания для закаленной стали 45 равен 0,23, то при скорости 160 м/с он уменьшается до 0,07, относительная высота навалов снижется с 0,5–0,6 до 0,2. Однако навалы при высокой скорости микрорезания полностью не исчезают. Это свидетельствует о том, что полного охрупчивания сталей при шлифовании со скоростями до 160 м/с не наблюдается. Существенное уменьшение высоты навалов при больших скоростях резания способствует снижению шероховатости обработанной поверхности, особенно на больших глубинах шлифования.
В зависимости от формы механического воздействия на обрабатываемый материал все зерна, расположенные в контактном слое, подразделяются на скользящие, давящие и режущие. Скользящие зерна при контактировании с обрабатываемым материалом вызывают только упругую деформацию поверхности материала (упругий контакт). Давящие зерна приводят к пластической деформации материала (пластический контакт) и при образовании царапины происходит выдавливание материала в навалы. Режущими называются зерна, при контактировании которых с обрабатываемым материалом происходит отделение материала в виде стружки.
Кроме скользящих, давящих и режущих зерен, то есть взаимодействующих с обрабатываемым материалом, в контактном слое абразивного инструмента присутствуют зерна, которые, несмотря на то, что они проходят через зону резания, не вступают в контакт с обрабатываемым материалом. Скользящие, давящие и режущие зерна считаются рабочими, а остальные, вершины которых при прохождении через зону резания не контактируют с обрабатываемым материалом, являются в данный момент нерабочими.
Критерием перехода от упругого контакта к пластическому и от пластического к стружкообразованию является отношение аз/ρ. Значение критерия тк при переходе от упругого контакта к пластическому определяется из условия равенства сил упругой и пластической деформации:
тк1 = 5,57(Н / Е)2, если μу / μп < 2,8, (9.7)
тк2 = 0,71(μуп / μпл)2(Н/Е)2, если μуп / μпл > 2,8, (9.8)
где Н – твердость, Е – модуль упругости, μу и μп – соответственно коэффициенты трения при упругом и пластическом контактах. Из формул (9.7) и (9.8) следует, что влияние трения сказывается, когда μп > 2,8 μу.
Критерий перехода от пластического контакта к стружкообразованию тк3 находят из условия равенства сил пластической деформации и разрушающего сдвига:
тк3 ≈ (0,7μпл + τс / Н)2, (9.9)
где τс – прочность материала на сдвиг. Механические характеристики (Н, Е, τс) определяют для соответствующей температуры обработки.
Переход от упругого контакта к пластическому облегчается с увеличением модуля упругости и уменьшением твердости материала. Критерий перехода к стружкообразованию зависит от коэффициента трения на передней поверхности зерна, прочности на сдвиг и твердости обрабатываемого материала. С уменьшением коэффициента трения и прочности на сдвиг, при прочих равных условиях, образование стружки происходит при меньшей толщине среза и большем радиусе округления вершины зерна.
Твердость материала оказывает различное влияние на критерии перехода к пластическому контакту и стружкообразованию. С увеличением твердости затрудняется переход от упругого контакта к пластическому, но облегчается переход от пластического контакта к стружкообразованию. Это означает, что высокотвердые материалы при движении вершины зерна в зоне резания затруднительно переходят к обязательной пластической деформации, но достаточно легко к стружкообразованию. Мягкие материалы, наоборот, легко переходят от упругого контакта к пластическому, но с трудом к стружкообразованию. При этом коэффициент стружкообразования при обработке мягких материалов меньше, чем твердых.
9.3. Подготовка инструмента, оснастки и образцов
Лабораторная работа может выполняться на плоскошлифовальных станках любой модели. В качестве примера изложена методика проведения лабораторной работы на плоскошлифовальном станке, использующем круги с наружным диаметром 250 мм и посадочным отверстием 76 мм. Для выполнения лабораторной работы необходим шлифовальный круг типоразмера 1 245×15×76 характеристики 25А10СМ17К5, стальной диск размером 240×15×76 мм с двумя диаметральными отверстиями на его периферии, стальные оправки с заделанным абразивным материалом (индентор) и оправка без абразивного материала.
В качестве абразивного материала использовали специально подготовленные кристаллы электрокорунда. Кристаллы закреплены в оправке и заточены на конус с углом при вершине 90° и радиусом округления от 20 до 120 мкм.
В планшайбу поочередно укладывается картонная прокладка, шлифовальный круг, еще одна картонная прокладка, стальной диск и последняя картонная прокладка. Конструкция затягивается в планшайбе, подвергается статической балансировке и устанавливается на шпиндель станка. Включается вращение шпинделя и после пяти минут работы выполняют правку шлифовального круга. Затем планшайба снимается со станка и конструкция подвергается вторичной статической балансировке. После этого устанавливается на шпиндель и круг правится окончательно.
В качестве обрабатываемого материала используем образцы размером 30×20×10 мм из закаленной и сырой стали 45. Образцы укладывают на стол широкой гранью, закрепляют магнитным полем стола и шлифуют до получения шероховатости обработанной поверхности Ra = 0,1 мкм. Указанная шероховатость достигается выхаживанием за 3–5 проходов. Шероховатость поверхности контролируют по эталону. После этого в диаметрально противоположные отверстия на периферии стального диска вставляют и крепят с помощью винтов индентор и оправку. Оправка предназначена для уравновешивания индентора.
Индентор выступает от уровня периферии диска на 10 мм. В этом случае диаметр окружности главного движения резания равен 250 мм, что на 5 мм больше наружного диаметра шлифовального круга. Такое соотношение диаметров позволяет осуществлять резание зерном без снятия шлифовального круга. Для подготовки поверхности для микроцарапания на новом образце достаточно снять с диска индентор и оправку. Так как диаметр круга больше диаметра диска, это позволяет осуществлять подготовку поверхности очередного образца.
Следующим этапом подготовки является касание вершиной индентора поверхности образца. Для этого диск поворачивают таким образом, чтобы индентор оказался в самой нижней точке окружности. Между индентором и образцом помещают специальную бумагу толщиной 0,1 мм и, не включая вращения шпинделя, микрометрическим винтом опускают шлифовальную бабку до заклинивания бумажного листа между индентором и образцом. Как показывает практика, таким способом расстояние между вершиной индентора и поверхностью образца устанавливается в пределах 80–100 мкм. После этого включается вращение шпинделя и с помощью микрометрической подачи индентор доводят до контакта с образцом. Момент контакта определяют по наличию царапин. Установлено, что на поверхности с шероховатостью Ra = 0,1 мкм визуально можно обнаружить царапины глубиной 1–2 мкм.
Заключительным этапом подготовки является определение скорости продольной подачи стола. Скорость подачи подбирают таким образом, чтобы для наибольшей глубины резания расстояния между соседними рисками были не менее 0,5:
Vs = (L + 0,5)/τo, (9.10)
где L – длина царапины, мм; τo – время одного оборота круга, с; 0,5 – минимальное расстояние между рисками, мм.
Длину царапины при плоском шлифовании находим по формуле:
![]() (мм). (9.11)
(мм). (9.11)
Время одного оборота круга равно
τо = πD/1000V (с). (9.12)
Для круга диаметром 250 мм, для tmax = 0,025 мм и v = 30 м/с из формул (9.10)–(9.12) получаем vs ≈ 17 м/мин.
9.4. Порядок выполнения работы
1. Ознакомиться с содержанием и методикой проведения работы.
2. Ознакомиться с устройством и назначением плоскошлифовального станка и балансировочного приспособления.
3. Отбалансировать шлифовальный круг и диск в сборе с планшайбой.
4. Установить круг на станок и провести его правку на режимах: v = 30 м/с (остается постоянной на протяжении всей работы), подача на правку: черновая 0,010 мм/проход, чистовая 0,005 мм/проход; осевая подача: черновая 0,1 мм/об, чистовая 0,03 мм/об. Выхаживание – 1 проход.
5. Закрепить магнитным полем стола станка образец закаленной и незакаленной стали 45 и прошлифовать их на режимах:
черновое шлифование vs = 12 м/мин, so – 0,3Н / ход стола (Н – высота круга, мм), t = 0,010 мм; чистовое шлифование vs = 12 м/мин, so – 0,1Н / ход стола, t = 0,005 мм; выхаживание – 2 прохода.
6. Проверить по эталону шероховатость обработанной поверхности, Ra = 0,1 мкм.
7. Установить и закрепить на диске с помощью винта индентор и оправку.
8. Установить с помощью листа бумаги толщиной 0,1 мм первоначальный зазор между поверхностью образца из закаленной стали и корундовым индентором.
9. Включить вращение шпинделя и с помощью микронной подачи вертикального перемещения шлифовальной бабки коснуться индентором поверхности образца.
10. Установить первоначальную глубину микрорезания t1 = 10 мкм и скорость продольной подачи стола 17 м/мин.
11. Включить движение стола и процарапать первую дорожку.
12. Остановить вращение шпинделя и вернуть образец в исходное положение. С помощью рукоятки ручного осевого перемещения стола сдвинуть образец на 3 мм, увеличить глубину микрорезания на 0,01 мм. Суммарная глубина микрорезания в данном случае будет равна 20 мкм.
13. Включить движение стола и процарапать вторую дорожку.
14. Аналогичным образом этим же индентором процарапать две дорожки на образце из незакаленной стали 45.
15. Выключить станок, снять образцы с магнитной плиты.
16. Настроить прибор для измерения шероховатости поверхности, установив его в режим профилографирования.
17. Сделать запись пяти поперечных сечений царапин в каждой дорожке на образцах из сырой и закаленной стали 45.
18. Обработать результаты с помощью компьютерной программы и получить S1, S2 и S3 (см. рис. 9.2). Заполнить рабочую таблицу. Распечатать на одном листе формата А1 по одному профилю царапины в каждом из рассмотренных вариантов исследования.
19. По формулам (9.4) и (9.5) рассчитать коэффициент стружкообразования Кс и коэффициент навалов или выдавливания e. Значения коэффициентов также занести в таблицу.
20. Вычислить средние значения и записать их в таблицу.
21. Проанализировать полученные значения коэффициентов и объяснить их.
Таблица исходных и расчетных данных
t, мм | Опыт | Сталь 45 (закаленная) | Сталь 45 (сырая) | ||||||||
S1 | S2 | S3 | Кс | e | S1 | S2 | S3 | Кс | e | ||
0,01 | 1 | ||||||||||
2 | |||||||||||
3 | |||||||||||
Среднее | |||||||||||
0,02 | 1 | ||||||||||
2 | |||||||||||
3 | |||||||||||
Среднее |
9.5. Содержание отчета

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
