
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
| (1.10) |
|
|
| |
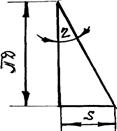
| Рис. 1.12. Развертка траектории точки режущей кромки резца | |
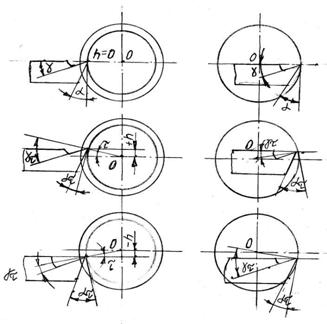
Смещение точки режущей кромки от линии центров (рис. 1.13) может быть вызвано наклонным расположением режущей кромки при ![]() 0°, ошибками установки или стремлением улучшить условия резания. Из рисунка 1.13 видно, что рабочие углы в этом случае изменяются на величину:
0°, ошибками установки или стремлением улучшить условия резания. Из рисунка 1.13 видно, что рабочие углы в этом случае изменяются на величину:
![]() при
при ![]() или
или
![]() при
при ![]()
Тогда с учетом смещения рабочие углы:
![]() и
и ![]() .
.
С учетом движения подачи и смещения точки режущей кромки окончательно имеем:
| (1.11) |
а) б) |
Рис. 1.13. Геометрические параметры резца в зависимости от положения его вершины относительно оси центров при: а - наружном точении; б - растачивании |
1.7. Методические указания по выполнению работы
Для выполнения работы необходимо иметь два-три комплекта разных типов токарных резцов. Каждый комплект должен содержать следующие основные типы резцов: проходные (правый и левый, прямой и отогнутый), подрезные, отрезные. По конструкции резцы должны быть с напайными пластинками и с механическим креплением пластин.
Конструктивные и геометрические элементы резцов измеряются универсальными и специальными инструментами – штангенциркулем, универсальным угломером и другими измерительными средствами, имеющимися в лаборатории резания.
Передний угол, задние углы, угол наклона главной режущей кромки измеряют настольным угломером.
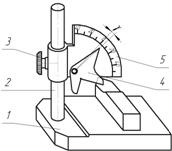
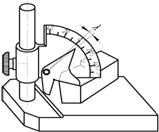
Настольный угломер (рис. 1.14) состоит из основания 1, стойки 2, по которой перемещается сектор 5 со шкалой, поворотного шаблона с указателем 4 и зажимных винтов 3.
При установке указателя 4 на 0° сектора 5 горизонтальная сторона шаблона расположится параллельно опорной плоскости угломера, на которую устанавливается при измерении резец.
Для измерения переднего угла у (рис. 1.14) резец устанавливается так, чтобы шаблон располагался нормально к проекции главной режущей кромки на основную плоскость (в главной секущей плоскости). Горизонтальная сторона шаблона совмещается без просвета с передней поверхностью лезвия, а указатель отсчитывает по шкале сектора величину угла у.
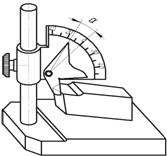
Для измерения заднего угла a (рис. 1.15) при той же установке резца вертикальная сторона шаблона совмещается без просвета с задней поверхностью лезвия резца. Указатель отсчитывает величину угла а.
Для измерения угла наклона режущей кромки l (рис. 1.16) резец устанавливают так, чтобы горизонтальная сторона шаблона совпала без просвета с главной режущей кромкой.
Углы в плане j и j1 измеряют универсальным угломером. При измерении главного угла в плане j (рис. 1.17) планку 1 угломера прикладывают к режущей кромке лезвия, а планку 2 – к боковой стороне резца 3. Показания на шкале угломера дают значения j. Подобным же методом измеряют вспомогательный угол в плане j1.
|
|
Рис. 1.14. Измерение угла g токарного проходного резца | Рис. 1.15. Измерение угла a токарного проходного резца |
|
|
Рис. 1.16. Измерение угла l токарного проходного резца | Рис. 1.17. Измерение угла j токарного проходного резца |

1.8. Охрана труда и техника безопасности
При проведении работы в лаборатории должны выполняться требования действующей инструкции по технике безопасности при работе с металлорежущим оборудованием и оснащением. Более конкретно в данной работе следует особое внимание обращать на опасность травматизма при обращении с остро заточенными лезвиями металлорежущих инструментов. Необходимо предотвращать падение инструментов и случайное резкое воздействие их лезвий на кожный покров человека.
1.9. Задание для самостоятельного выполнения работы
1. Ознакомиться с содержанием и методикой проведения работы.
2. Изучить конструкцию различных типов резцов.
3. Ознакомиться с конструкцией и принципом действия измерительных приборов.
4. Произвести измерение конструктивных и геометрических элементов комплекта резцов. Результаты измерений занести в табл. 1.1.
5. Зарисовать эскизы резцов с простановкой всех угловых и линейных
размеров. Зарисовать схему обработки для каждого резца.
Таблица 1.1
Геометрические параметры лезвия резцов
№ резца | Наименование резца | Размер резца В´Н, мм | Углы резца в градусах | ||||||||
главные | в плане | ||||||||||
Передний a Задний | Задний g | Заострения b | Резания d | Угол наклона главной режущей кромки l | Главный j | Вспомогательный j1 | При вершине e | Вспомогательный задний a1 | |||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
1.10. Содержание отчета
1. Название работы.
2. Цель работы.
3. Задание на измерение основных конструктивных и геометрических параметров указанного резца.
4. Заполнение табл. 1.1.
5. Выполнение эскиза резца с указанием основных конструктивных размеров и углов резания.
6. Схема измерения одного из углов (по заданию преподавателя).
7. Область применения измеренного резца и работы, выполняемые им.
1.11. Контрольные вопросы
1. Какие виды работ могут выполнять токарные проходные резцы?
2. Какие движения имеют деталь и резец в процессе резания?
3. Назовите поверхности на детали при обработке её точением.
4. Какая поверхность называется обрабатываемой поверхностью?
5. Какая поверхность называется обработанной поверхностью?
6. Какая поверхность называется поверхностью резания?
7. Назовите основные части резца.
8. Для чего служит головка резца?
9. Для чего служит державка резца?
10. Какие поверхности известны на головке резца?
11. Какая плоскость называется основной плоскостью резца?
12. Какая плоскость называется плоскостью резания?
13. Сколько режущих кромок имеет прямой проходной токарный резец?
14. Пересечением каких поверхностей образуется главная режущая кромка?
15. Пересечением каких поверхностей образуется вспомогательная режущая кромка?
16. Что называется вершиной резца?
17. Какой угол называется передним углом резца?
18. Когда передний угол считается положительным, отрицательным, нулевым?
19. Какой угол называется главным задним углом?
20. Главный задний угол всегда положителен, отрицателен и почему?
21. Какой угол называется углом заострения? Что определяет этот угол?
22. Какой угол называется углом резания? На что оказывает влияние угол резания?
23. Какой угол называется вспомогательным задним углом?
24. Какой угол называется углом наклона главной режущей кромки? На что оказывает влияние этот угол?
25. Когда угол наклона режущей кромки является положительным, отрицательным, нулевым?
26. Какой угол называется углом в плане j?
27. Какой угол называется вспомогательным углом в плане j1?
28. На что оказывают влияние углы j и j1?
29. Что называется вспомогательной секущей плоскостью?
30. Что называется главной секущей плоскостью?
31. В каких плоскостях измеряются углы α, α1, γ, λ, j и j1?
Лабораторная работа № 2
Исследование влияния элементов режима
резания на усадку стружки
2.1. Цель работы
2.1.1. Изучение процесса стружкообразования и основных параметров, определяющих этот процесс.
2.1.2. Изучение методов определения усадки стружки.
2.1.3. Выявление зависимости усадки стружки от элементов режима резания.
2.1.4. Знакомство с видом и формой стружек, образующихся при резании стали.
2.2. Теоретическая часть
2.2.1. Общие сведения о пластической деформации металла в зоне резания
При обработке резанием превращение срезаемого слоя в стружку является одной из разновидностей процесса пластической деформации материала, выражающейся в изменении под действием внешней силы формы деформируемого тела без его разрушения.
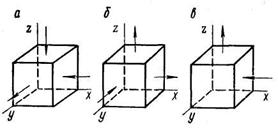
Различают три основных вида деформированного состояния тела.
1. Растяжение, при котором вдоль одной из трех главных осей деформации х, у, z наблюдается удлинение, а вдоль двух остальных главных осей – укорочение деформируемого тела (рис. 2.1а).
2. Сжатие, при котором вдоль одной из главных осей деформации наблюдается укорочение тела, а вдоль двух остальных главных осей – его удлинение (рис. 2.1б). Если деформации удлинения равны между собой, сжатие называется простым.
3. Сдвиг, при котором деформация тела вдоль одной из главных осей отсутствует, вдоль второй оси происходит укорочение, а вдоль третьей главной оси – равное ему удлинение (рис. 2.1в).
|
Рис. 2.1. Три основных вида деформированного состояния тела |
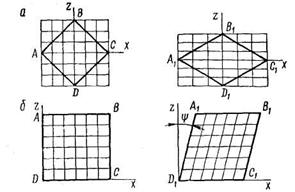
Различают чистый и простой сдвиги. При чистом сдвиге (рис. 2.2а) происходит равномерное укорочение тела вдоль одной оси и равномерное его удлинение вдоль другой, перпендикулярной к первой. Квадрат ABCD превращается в равномерный ромб A1B1C1D1 при неизменном объеме тела.
Простой сдвиг (рис. 2.2б) сопровождается смещением всех точек тела параллельно одной оси. При этом квадрат ABCD превращается в равновеликий параллелограмм, основание и высота которого такие же, как и у исходного квадрата.
Растяжение и сжатие тела относятся к объемному, а его сдвиг ─ к плоскому деформированному состоянию.
|
Рис. 2.2. Схемы деформации чистого (а) и простого (б) сдвигов |
Рассмотрим более подробно деформацию простого сдвига на примере перехода срезаемого слоя в стружку при металлообработке, так как при b > > a практически все перемещения срезаемого слоя происходят в одной плоскости.
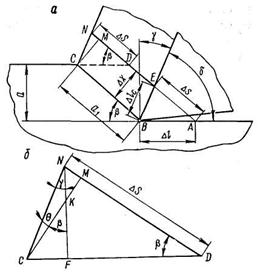
Частица срезаемого слоя, находящаяся далеко от режущего инструмента, свободна от напряжений и движется по направлению к инструменту с постоянной скоростью. По мере приближения к режущему инструменту напряжения в рассматриваемой частице возрастают и, когда они превзойдут предел упругости обрабатываемого материала, частица получает пластическое смещение и изменяет направление своего движения. Эти изменения происходят за время пребывания частицы в некоторой переходной, пластически деформированной зоне ABCD (рис. 2.3а). В результате отделения слоя металла толщиной a и превращения его в стружку часть единого тела движется параллельно передней поверхности лезвия инструмента, а оставшаяся часть продолжает движение в прежнем направлении, в точке, соответствующей сопряжению передней и задней поверхностей инструмента, под углом β к направлению движения, называемого углом сдвига, произойдет разделение тела на стружку и обрабатываемую деталь.
Представим переходную пластически деформируемую зону в виде параллелограмма ABCD (рис. 2.3а), а линии скольжения в ней примем за прямые. Обозначим толщину этой зоны через Δх, а ее сдвиг через Δs. Значение Δs соответствует расстоянию (см. рис. 2.2б), на которое сдвинулась верхняя сторона квадрата относительно нижней, и называется абсолютным сдвигом. В теории пластических деформаций для характеристики интенсивности сдвига пользуются величиной ε, называемой относительным сдвигом. Он равен отношению абсолютного сдвига Δs к толщине слоя Δх, претерпевшего этот сдвиг, т. е. ε = Δs / Δх. Геометрически ε равен тангенсу угла ψ наклона стороны квадрата к оси z, т. е. ε = tg ψ (см. рис. 2.2б).
Элемент срезаемого слоя ABCD под действием режущего клина инструмента деформируется и принимает форму параллелограмма EBCN. В треугольнике CDN (рис. 2.3б):
| (2.1) |
Анализ формулы (2.1) показывает, что для определения относительного сдвига при определенном угле γ необходимо знать угол сдвига. Его можно определить по длине стружки. При перемещении инструмента на Δl длина стружки будет Δlс. Из Δ АВЕ (см. рис. 2.3а):
![]()
и ![]()
Отношение ![]() получило название коэффициента усадки или укорочения стружки:
получило название коэффициента усадки или укорочения стружки:
| (2.2) |
Данную формулу называют формулой . С ее помощью можно выразить угол сдвига через коэффициент Кl :
![]()
отсюда ![]()
Несмотря на принятые допущения о замене зоны первичной деформации единственной плоскостью сдвига и идеализации процесса превращения срезаемого слоя в стружку, формула совершенно точно выражает связь между Кl и углом сдвига β, так как отражает условие сплошности материала стружки.
|
Рис. 2.3. Схема к определению относительного сдвига |
Таким образом, относительный сдвиг при резании зависит от угла сдвига β и переднего угла γ. Угол β можно определить, зная a и ас, а γ всегда известен. Практически ε = 2…5.
2.2.2. Понятие о процессе стружкообразования
Процесс резания металлов складывается из трех последовательных стадий: упругой и пластической деформаций и отделения деформированного элемента срезаемого слоя в виде стружки от основного металла заготовки путем разрушения его связей в микрообъемах, прилегающих к режущим кромкам инструмента. В результате возникают две новые поверхности: одна – на обрабатываемой заготовке, другая – на срезанной стружке. При этом в процессе резания впереди режущего клина всегда находится определенный упругодеформированный (1) и пластически деформированный (2) объем обрабатываемого металла, величина которого определяет зону опережающих деформаций (рис. 2.4а). Эта зона, непрерывно перемещаясь впереди режущего клина, охватывает как срезаемый слой толщиной а, прилегающий к передней поверхности режущего клина, так и часть материала заготовки, находящегося за режущими кромками и определяющего строение поверхностного слоя обработанной детали. Следует отметить, что строгой границы между пластически деформированной и упругодеформированной зонами нет, поскольку даже самая небольшая упругая деформация сопровождается в свою очередь незначительной пластической деформацией.
С другой стороны, в зоне пластических деформаций обязательно происходят как упругие деформации, так и процессы образования микротрещин, вызывающие разрушение материала срезаемого слоя. Кроме того, интенсивная пластическая деформация приводит к схватыванию частиц обрабатываемого материала с передней поверхностью инструмента и образованию застойной зоны на ней - нароста 3 (рис. 2.4а).
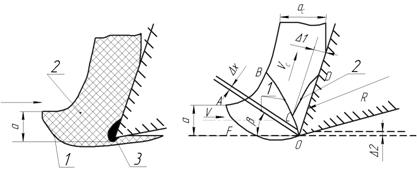
а) б) | ||
Рис. 2.4. Процесс стружкообразования:а - стадии деформации и отделения срезаемого слоя; б - процесс образования сливной стружки |
При резании металлов незначительная работа, затрачиваемая на упругие деформации, по сравнению с пластическими позволяет пренебречь ими и считать стружкообразование процессом локализованной пластической деформации, доведенной по определенным поверхностям до разрушения. Поэтому реальный процесс образования стружки может быть представлен схемой, изображенной на рис. 2.4б. Сосредоточенная сила R, с которой передняя поверхность инструмента давит на срезаемый слой, называется силой стружкообразования. Зона 1 представляет собой зону первичной деформации. Зерно срезаемого слоя, перемещающееся относительно инструмента со скоростью резания V, начинает деформироваться в точке F и, проходя по траектории своего движения, получает все большую степень деформации. Деформация зерна заканчивается в точке Q, где зерно приобретает скорость Vс, равную скорости стружки.
Измерения показывают, что ширина стружки не претерпевает изменений по сравнению с шириной срезаемого слоя. Поэтому можно считать, что деформированное состояние в зоне стружкообразования является плоским и срезаемый слой в процессе резания претерпевает деформацию сдвига. На основании этого линия ОА физически представляет собой поверхность сдвига (скольжения), на которой сдвигающие напряжения ![]() равны пределу текучести
равны пределу текучести ![]() материала на сдвиг. Вся зона 1 состоит из подобных поверхностей, на каждой из которых сдвигающие напряжения равны пределу текучести материала, уже получившего определенную степень упрочнения в результате предшествующей деформации. Линия 0В представляет собой поверхность, на которой осуществляется последняя сдвиговая деформация, на ней сдвигающие напряжения
материала на сдвиг. Вся зона 1 состоит из подобных поверхностей, на каждой из которых сдвигающие напряжения равны пределу текучести материала, уже получившего определенную степень упрочнения в результате предшествующей деформации. Линия 0В представляет собой поверхность, на которой осуществляется последняя сдвиговая деформация, на ней сдвигающие напряжения ![]() равны пределу текучести
равны пределу текучести ![]() на сдвиг окончательно упрочненного в результате превращения срезаемого слоя в стружку материала.
на сдвиг окончательно упрочненного в результате превращения срезаемого слоя в стружку материала.
Зерна материала, находящиеся в непосредственной близости от контактной поверхности стружки, продолжают деформироваться и после выхода их из зоны первичной деформации. Это связано с наличием внешнего трения между контактной стороной стружки и передней поверхностью инструмента. Наличие зоны 2 вторичной деформации COD приводит к неоднородности конечной деформации стружки по ее толщине, степень деформации в зоне 2 может в 20 раз и более превышать среднюю деформацию стружки.
Пластическая деформация зерен металла ниже поверхности резания на глубине ![]() , обусловленная силовым полем впереди режущего клина, определяет напряженно-деформированное состояние и качество обработанной резанием поверхности.
, обусловленная силовым полем впереди режущего клина, определяет напряженно-деформированное состояние и качество обработанной резанием поверхности.
Установлено, что при передних углах инструмента, толщине срезаемого слоя и скоростях резания, применяемых на практике, протяженность FQ зоны 1 резко уменьшается, ее границы ОА и ОВ сдвигаются, приближаясь к некоторой линии ОЕ, наклонной к поверхности резания под углом β. Это позволяет считать, что сдвиговые деформации локализуются в очень тонком слое толщиной ![]() а семейство поверхностей скольжения можно заменить единственной плоскостью ОЕ, называемой условной плоскостью сдвига. В связи с этим угол β называется условным углом сдвига. Он является основным параметром, определяющим процесс стружкообразования. Пользуясь его величиной, можно определить величины главных деформаций, ориентацию главных осей деформации и удельную работу деформации.
а семейство поверхностей скольжения можно заменить единственной плоскостью ОЕ, называемой условной плоскостью сдвига. В связи с этим угол β называется условным углом сдвига. Он является основным параметром, определяющим процесс стружкообразования. Пользуясь его величиной, можно определить величины главных деформаций, ориентацию главных осей деформации и удельную работу деформации.
На практике для приближенной оценки обрабатываемости пластичных материалов резанием и степени пластической деформации стружки часто используют понятия коэффициента усадки, вида и формы стружки.
2.2.3. Вид и форма стружки
При резании пластических материалов возможно образование элементной, суставчатой (ступенчатой) или сливной стружки. При обработке хрупких материалов образуется стружка надлома. Первые три называют стружками сдвига, так как их образование связано с напряжениями сдвига, а стружку надлома - стружкой отрыва, так как её образование связано с растягивающими напряжениями. Элементная стружка состоит из отдельных, не связанных друг с другом, но одинаковых по форме и размерам «элементов» срезанного слоя материала. Разделение стружки на части происходит в результате периодического разрушения срезаемого слоя по поверхностям скалывания. У суставчатой стружки «элементы» срезаемого слоя прочно связаны между собой, контактная сторона - гладкая, а свободная - с явно выраженными зазубринами. Сливная стружка не имеет заметных следов плоскостей сдвига, контактная сторона - отполированная, а свободная имеет бархатистый вид. Стружка надлома состоит из отдельных, не связанных друг с другом кусочков различной формы и размеров. Поверхность разрушения может располагаться ниже поверхности резания.
2.2.4. Усадка стружки
При резании металла в результате пластической деформации происходит изменение формы и размеров образовавшейся стружки по отношению к срезаемому слою. Это явление называется усадкой стружки и характеризуется коэффициентом усадки.
Так как объём металла после деформации практически равен объёму до деформации, а ширина стружки изменяется незначительно, то длина стружки lc становится короче длины срезаемого слоя l (продольная усадка стружки), а толщина стружки ac по сравнению с толщиной срезаемого слоя a увеличивается (поперечная усадка стружки) (рис. 2.5).
|
Рис. 2.5. Параметры срезаемого слоя и стружки при строгании |
Продольная и поперечная усадки стружки характеризуются соответственно следующими коэффициентами:
коэффициентом укорочения
| (2.3) |
коэффициентом утолщения
| (2.4) |
На основании изложенного выше (b ![]()
![]() ) коэффициент усадки стружки:
) коэффициент усадки стружки:
| (2.5) |
2.2.5. Влияние различных факторов на деформацию стружки
Вид, форма и коэффициент усадки стружки зависят от марки обрабатываемого материала, режимов резания, величин углов заточки инструмента и свойств смазочно-охлаждающей жидкости. В общем случае все факторы, способствующие снижению угла сдвига β и, тем самым, увеличению площади поверхности, на которой действуют сдвигающие напряжения (плоскость сдвига), способствуют ухудшению обрабатываемости резанием, а также возрастанию коэффициента усадки стружки. Например, по мере увеличения твердости и прочности обрабатываемого материала и подачи, уменьшения скорости резания (вне зоны наростообразования), переднего угла и угла наклона режущей кромки инструмента сливная стружка переходит в суставчатую, а затем в элементную.
При увеличении переднего угла γ коэффициент усадки стружки уменьшается. Это подтверждается рядом исследований, которые показывают, что при увеличении угла γ уменьшается трение стружки о переднюю поверхность инструмента, что в свою очередь приводит к увеличению угла сдвига β. При этом известно, что с увеличением угла сдвига β коэффициент усадки стружки К уменьшается.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
