
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
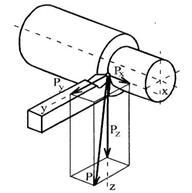
При токарной обработке в условиях несвободного резания равнодействующая сила Р раскладывается на три взаимно перпендикулярные составляющие силы (рис. 5.1), действующие на резец:
- Рz - тангенциальная сила, сила касательная к поверхности резания и совпадающая с направлением главного движения. Рz является главной составляющей силы Р, ее часто называют просто силой резания, т. к. она весьма незначительно отличается по величине от равнодействующей силы Р.
- Рх - осевая сила или сила подачи, действующая параллельно оси заготовки в направлении, противоположном движению подачи.
- Ру - радиальная сила, направленная перпендикулярно оси заготовки.
На составляющие Рz, Рх, Ру силы резания влияют обрабатываемый материал, элементы режима резания и геометрические параметры инструмента, его износ, СОЖ и др.
|
Рис. 5.1. Сила резания при точении и ее составляющие |
Рассмотрим влияние элементов режима резания на составляющие силы резания. Зависимость составляющих силы резания от глубины резания, подачи и скорости резания можно выразить степенными уравнениями:
| (5.1) |
| (5.2) |
| (5.3) |
где Срz, Срy, Срx - постоянные коэффициенты, зависящие от условий обработки; хр, zр, yр – показатели степени, характеризующие интенсивность влияния переменных (t, s, V) на составляющие силы резания.
Чем больше глубина резания и подача, тем больше площадь поперечного сечения среза и объем деформируемого металла, тем, следовательно, больше сопротивление металла стружкообразованию и процесс резания будет протекать с большими силами Pz, Px, Ру.
Однако глубина резания больше влияет на силу резания, чем подача. Различная интенсивность влияния глубины резания и подачи на силы резания вызвана их неодинаковым действием на степень деформации срезаемого слоя.
Изменение ширины срезаемого слоя не сказывается на изменении степени его деформации (коэффициент усадки стружки остается постоянным). Увеличение же толщины срезаемого слоя снижает величину коэффициента усадки стружки, т. е. уменьшает степень деформации срезаемого слоя. Главная составляющая силы резания Pz пропорциональна той степени деформации, которую получил срезаемый слой при превращении его в стружку. При увеличении ширины срезаемого слоя, вследствие увеличения площади сечения среза, сила Pz должна увеличиться во столько же раз, во сколько возросла ширина b, т. к. при этом степень деформации срезаемого слоя не изменяется. Поэтому и показатель степени хр при ширине b срезаемого слоя близок к единице. Увеличение толщины а срезаемого слоя также увеличивает его площадь, но при этом степень деформации слоя уменьшается и рост силы Pz отстает от роста толщины срезаемого слоя. Вследствие этого показатель степени ур при толщине срезаемого слоя а не может быть равным единице, а всегда несколько меньше ее. Поскольку физические и технологические размеры срезаемого слоя связаны друг с другом только через главный угол в плане (![]() ), то влияние t и s на силу Pz остается таким же, как влияние bи a, т. е. показатели степени в формуле (5.1) при глубине хрz = 1, а при подаче урz = 0,75.
), то влияние t и s на силу Pz остается таким же, как влияние bи a, т. е. показатели степени в формуле (5.1) при глубине хрz = 1, а при подаче урz = 0,75.
Более сильное влияние на силу Pz ширины срезаемого слоя, чем толщины, позволяет сделать вывод: для уменьшения главной составляющей силы резания при заданной площади сечения срезаемого слоя во всех случаях необходимо стремиться работать с возможно меньшим отношением b/а, увеличивая толщину среза за счет уменьшения ширины.
Изменение скорости резания влияет на составляющие силы резания так, как оно влияет на изменение коэффициента усадки стружки. При резании материалов, не склонных к наростообразованию, коэффициент усадки монотонно убывает при увеличении скорости резания. Так же ведут себя и составляющие силы резания, уменьшающиеся при увеличении V вначале быстро, а затем более медленно. При резании материалов, склонных к наростообразованию, кривая Pz = f(V) так же, как и кривая К1 = f(V), немонотонна (рис. 5.2), причем обе кривые совпадают по фазам. Начиная от V1 до V2, при которых высота нароста увеличивается, сила Рz уменьшается, достигая минимума при максимально развитом наросте (за счет благоприятного изменения геометрии резца (рис. 5.3)) и уменьшения пластической деформации срезаемого слоя. При скоростях резания от V2 до V3, при которых высота нароста уменьшается (Нн ® 0, следовательно, gн ® g), сила Pz вновь возрастает. При скоростях резания, больших скорости V3, соответствующей исчезновению нароста, сила Pz при увеличении скорости резания в дальнейшем непрерывно уменьшается за счет уменьшения сопротивления срезаемого слоя пластической деформации и уменьшения сил трения.
Скорости резания, с которыми работают при точении твердосплавными резцами, выше, чем скорость V3. Поэтому участок кривой сила –скорость для V > V3 можно описать частной зависимостью ![]() показатель степени в которой по экспериментальным данным zpz = 0,35...0,1. При высоких скоростях резания процессы стружкообразования и трения на поверхностях инструмента стабилизируются и скорость резания практически перестает влиять на составляющие силы резания, показатель степени zpz ® 0.
показатель степени в которой по экспериментальным данным zpz = 0,35...0,1. При высоких скоростях резания процессы стружкообразования и трения на поверхностях инструмента стабилизируются и скорость резания практически перестает влиять на составляющие силы резания, показатель степени zpz ® 0.
| |
Рис. 5.2. Схема влияния скорости резания на высоту нароста Н, коэффициент усадки стружки Kl | Рис. 5.3. Изменение геометрии резца за счет наростообразования |
5.4. Методика проведения эксперимента и обработки результатов
Оборудование и аппаратура
Эксперименты по определению сил резания выполняются на токарно-винторезном станке 16К20. Вместо резцедержателя на станке установлен динамометр с закрепленным в нем резцом.
Существует большое количество различных конструкций динамометров. По принципу действия они разделяются на гидравлические, механические и электрические. Наиболее современными являются электрические динамометры, так как они малоинерционны, чувствительны и компактны. Благодаря этому электрические динамометры обеспечивают высокую точность измерения и ими можно определять как большие, так и малые значения сил резания.
Электрические динамометры состоят из трех основных частей: датчиков, воспринимающих нагрузку, органов связи, соединяющих датчики, и приемников. Датчики преобразуют упругие деформации или малые перемещения в электрическую энергию. Применяются датчики различного типа: индуктивные, пьезоэлектрические, проволочные, емкостные и др.
Одним из распространенных приборов для измерения сил резания является универсальный динамометр ВНИИ, с помощью которого можно измерять силы резания при точении, фрезеровании, плоском шлифовании, а также осевую силу и крутящий момент при сверлении. Модернизированный комплект прибора состоит из динамометра-датчика УДМ600, интегрального тензоусилителя, микроконтроллера для аналого-цифрового преобразования сигналов и передачи данных на компьютер в реальном масштабе времени и компьютера (рис. 5.4). Вся схема тензоусилителя размещена в корпусе динамометра-датчика.
|
Рис. 5.4. Схема соединения устройств, входящих в комплект динамометра |
Программное обеспечение позволяет вести обработку результатов измерения составляющих сил резания и крутящего момента по четырем идентичным независимым каналам усиления и хранить их в базе данных Paradox.
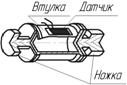
Динамометр состоит из корпуса 1 и державки 2, выполненной в виде квадратной плиты с круглым фланцем на верхней части (рис. 5.5а), который предназначен для закрепления сменных приспособлений: резцедержателя при точении, круглого стола при сверлении, тисков при фрезеровании и шлифовании. Державка установлена в корпусе на 16 опорах (рис. 5.5б). Оси первых восьми опор расположены вертикально, а оси остальных восьми опор - горизонтально.
Под действием силы Pz деформируются вертикальные опоры, а под действием сил Ру и Рх - горизонтальные.
| ||||||||
Рис. 5.5. Универсальный динамометр |
Каждая опора состоит из двух ножек и тонкостенной втулки (рис. 5.5в). Площади сечений втулки и ножек опор равновелики и выбраны так, чтобы материал опор при нагрузке работал в области упругих деформаций. На втулки опор наклеены проволочные датчики сопротивления с номинальным сопротивлением 100 Ом.
В работе опоры динамометра упруго деформируются, в результате чего в датчике возникает электрический ток малой величины, который поступает на вход тензоусилителя, усиливается. Затем с помощью микроконтроллера данные поступают на компьютер в виде графиков, что позволяет отслеживать характер изменения величин составляющих сил резания и крутящего момента по времени, а также выводятся в табличном виде – дискретно.
Для проверки стабильности чувствительности динамометр периодически (перед каждой серией опытов) подвергается тарированию.
Тарирование следует производить на тарировочном стенде в следующей последовательности:
1) установить динамометр на тарировочный стенд;
2) подготовить динамометр к работе согласно инструкции;
3) нагрузить динамометр эталонной нагрузкой отдельно по каждой измеряемой составляющей силы резания (рис. 5.6а) и зафиксировать показания динамометра по этой же составляющей.
В пределах диапазона измерения динамометра дают 3...4 различных значения эталонной нагрузки. По данным тарирования строят тарировочные графики (рис. 5.6б).
а) б) |
Рис. 5.6. Схема тарировки динамометра УДМ600: а – схема нагружения; б – тарировочный график; 1 - нагрузка; 2 - разгрузка |
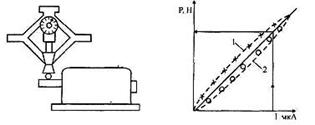
Тарировочные графики динамометра строят в следующих координатах: по горизонтали откладывают показания динамометра в единицах отсчетного прибора А мкА, а по горизонтали - величину действующей силы Р.
5.5. Графоаналитическая обработка экспериментальных данных
Графоаналитическая обработка заключается в построении графиков зависимостей составляющих силы резания от элементов режима резания t, S, V, а также в определении постоянной Cp и показателей степеней хр, zр, yр из уравнений (5.1…5.3)
Методика графоаналитической обработки для всех трех составляющих сил Pz, Px, Ру аналогична, поэтому ограничимся построением и расчетом зависимостей только тангенциальной составляющей силы резания Pz.
Общее уравнение  можно разбить на три частных:
можно разбить на три частных:
| (5.4) |
| (5.5) |
| (5.6) |
Для определения коэффициентов Сt, CS и CV, а также показателей степеней xp, yp, zp необходимо произвести преобразование координат таким образом, чтобы графики функций Pz = f(t), Pz = f(S) и Pz = f(V) были бы прямыми линиями. Преобразование системы координат для степенных функций заключается в замене линейных координат на логарифмические. Прологарифмируем выражения зависимости силы Pz от глубины резания, подачи и скорости резания. Получим уравнения прямых линий:
| (5.7) |
| (5.8) |
| (5.9) |
Показатели хр, zр, yр при этом становятся численно равными тангенсам углов наклона соответствующих прямых к положительному направлению оси абсцисс.
Для определения неизвестных коэффициентов и показателей степеней строим в логарифмических координатах с одинаковым масштабом по осям абсцисс и ординат графики зависимости силы Pz от глубины резания, подачи и скорости резания (рис. 5.7).
Показатели степеней имеют вид:
| (5.10) |
где α1, α2, α3 – углы наклона прямых зависимостей составляющих силы резания от глубины резания, величины подачи и скорости резания к положительному направлению оси абсцисс.
В связи с тем, что ![]() , показатель степени z имеет отрицательное значение.
, показатель степени z имеет отрицательное значение.
Значение коэффициентов Сt, CS и CV согласно уравнениям (5,4–5.6) равны силе Pz при значении ![]()

 При необходимости экстраполируем прямые до пересечения с соответствующими ординатами.
При необходимости экстраполируем прямые до пересечения с соответствующими ординатами.
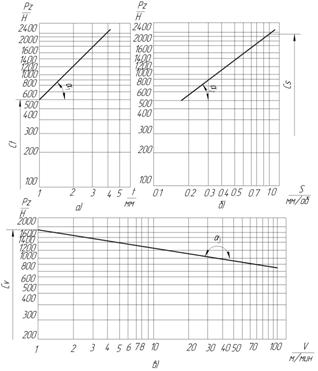
Рис. 5.7. Зависимости составляющих силы резания Pz от элементов режима резания t, S и V в логарифмической системе координат
Коэффициент Cpz в формуле (5.1) определяем для каждой серии опытов:
| (5.11) |
| (5.12) |
| (5.13) |
Вследствие неизбежных погрешностей эксперимента величины Cpz, полученные для каждой серии опытов, будут отличаться друг от друга. Окончательное значение постоянной Cpz определяется как среднее арифметическое трех значений:
| (5.14) |
5.6. Охрана труда и техника безопасности
Источниками повышенной опасности при работе на токарно-винторезных станках в первую очередь являются вращающиеся части и стружки. Не следует пренебрегать предохранительными устройствами, предусмотренными конструкцией станка, будь это щиток, экран, кожух или ограничения. Заготовку следует надежно закреплять в патроне или центрах станка. Вся работа на токарном станке и приборах производится учебным мастером или преподавателем, проводящим занятие. Задача студентов – фиксировать результаты опытов.
5.7. Порядок выполнения экспериментальной части работы
1. Изучить схему и конструкцию динамометра УДМ600 и ознакомиться с процессом измерения сил при точении.
2. Изучить инструкцию по технике безопасности при работе на токарных станках.
3. Составить план эксперимента, занести его в табл. 5.1.
Таблица 5.1.
Результаты измерения силы резания
№ опыта | Режимы резания | Сила резания Р, Н | lg Pz | xp yp zp | Ct CS CV | |||||||
t, мм | lgt | s, мм/об | lgS | V, м/мин | lgV | Pz | Py | Px | ||||
Зависимость Pz = f(t) | ||||||||||||
1 2 3 | t1 t2 t3 | s = const | V = const | |||||||||
Зависимость Pz = f(s) | ||||||||||||
4 5 6 | t = const | s1 s2 s3 | V = const | |||||||||
Зависимость Pz = f(V) | ||||||||||||
7 8 9 | t = const | s = const | V1 V2 V3 | |||||||||
4. Собрать схему (см. рис. 5.4) измерения сил резания на станке 16К20. Провести испытание схемы пробным резанием.
5. Произвести резание заготовки с различными значениями глубины резания при постоянных значениях скорости резания и подачи. Измерить составляющие силы резания Р, соответствующие заданным значениям глубины резания.
6. При постоянных скорости и глубине резания измерить составляющие силы резания Р, соответствующие различным значениям подачи.
7. При постоянных значениях глубины резания и подачи измерить составляющие силы резания Р, соответствующие различным значениям скорости резания. Режимы резания для каждой серии опытов задаются преподавателем.
8. Результаты измерений составляющих Pz, Ру, Рх силы резания для всех трех серий опытов занести в табл. 5.1.
9. Построить графики зависимостей ![]() ,
,  ,
,  .
.
10. Определить величины Cpz, xp, yp, zp.
11. Записать зависимость ![]() для заданных условий обработки, провести анализ полученных зависимостей.
для заданных условий обработки, провести анализ полученных зависимостей.
12. Рассчитать составляющую силу резания Pz по экспериментально определенной зависимости и сравнить со значением, полученным по расчетно-аналитической формуле (5.1)/
5.8. Содержание отчета
1. Заполненная таблица 5.1.
2. Графики зависимостей ![]() ,
, ![]() ,
,  .
.
3. Расчетные значения Cpz, xp, yp, zp.
4. Определение значения силы Pz по зависимости  для заданных условий обработки. Анализ полученных результатов.
для заданных условий обработки. Анализ полученных результатов.
5. Расчет значения Pz по формуле (5.1).
6. Сравнить значение силы Pz, полученное экспериментально и по формуле (5.1). Сделать вывод о причинах различия полученных результатов.
5.9. Контрольные вопросы
1. Перечислить составляющие силы резания.
2. Назвать факторы, влияющие на силу резания.
3. Пояснить характер влияния t, S, V на составляющие сил резания.
4. Пояснить влияние углов резания на силы резания.
5. Пояснить влияние размеров срезаемого слоя на силы резания.
6. Назначение, устройство и принцип действия динамометра УДМ600.
7. В чем суть графоаналитической обработки результатов экспериментального исследования зависимости Рz = f(t, S, V)?

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
