
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
, П. В. Ольштынский,
,

ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАМЫШИНСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ (ФИЛИАЛ)
ВОЛГОГРАДСКОГО ГОСУДАРСТВЕННОГО ТЕХНИЧЕСКОГО УНИВЕРСИТЕТА
, ,
,
Лабораторный практикум по дисциплине
«РЕЗАНИЕ МАТЕРИАЛОВ»
Учебное пособие
Допущено Учебно-методическим объединением вузов по образованию в области автоматизированного машиностроения (УМО АМ) в качестве учебного пособия для студентов высших учебных заведений, обучающихся по направлениям подготовки дипломированных специалистов «Кострукторско-технологическое обеcпечение машиностроительных производств»
РПК «Политехник»
Волгоград
![]() 2007
2007
УДК 621.91(075. 8)
Р 34
Под редакцией к. т. н.
Авторы : (разделы 8, 9), (разделы 1, 2, 3, 5), (разделы 4, 6), (раздел 7).
Рецензенты: кафедра «Технология машиностроения» Донского государственного технического университета, зав. кафедрой, д. т. н., проф. ; д. т. н., профессор кафедры «Технология машиностроения» Тольяттинского государственного университета
Лабораторный практикум по дисциплине «Резание материа-лов»: Учеб. пособие / , , / ВолгГТУ. - Волгоград, 20с.
ISBN -4
Излагаются краткая теория и методика выполнения лабораторных работ по основным темам курса “Резание материалов”.
Предназначено для направления подготовки бакалавров 552“Технология, оборудование и автоматизация машиностроительного производства” и студентов, обучающихся по специальностям 151001.65, 151002.65 всех форм обучения.
Ил. 65. Табл. 28. Библиогр.: 14 назв.
Печатается по решению редакционно-издательского совета
Волгоградского государственного технического университета
ISBN -4 © Волгоградский
государственный
технический
университет, 2007
ВВЕДЕНИЕ
Настоящий лабораторный практикум по курсу «Резание материалов» предназначен для студентов высшего профессионального образования, обучающихся по направлению подготовки бакалавров “Технология, оборудование и автоматизация машиностроительного производства” и специальности «Технология машиностроения», по направлению подготовки дипломированных специалистов «Конструкторско-технологическое обеспечение машиностроительных производств» всех форм обучения.
При изучении специальных дисциплин, таких как «Технология машиностроения», «Технологическая оснастка», «Металлорежущие станки», «Металлорежущий инструмент», студентам приходится решать вопросы проектирования технологических процессов обработки деталей и сборки узлов, конструирования технологической оснастки, режущих инструментов. Решение этих задач невозможно без освоения дисциплины «Резание материалов».
Лабораторный практикум включает комплекс лабораторных работ, охватывающих важнейшие разделы курса. В руководстве определены цель, содержание и порядок выполнения каждой лабораторной работы, указан перечень необходимого лабораторного оборудования, приборов, инструментов и соответствующих материалов. Особое внимание уделяется технике безопасности при выполнении работ.
Целью выполнения лабораторных работ является экспериментальное подтверждение теоретических положений, изложенных на лекциях, изучение основ методики проектирования экспериментальных исследований, получение опытных данных, графоаналитическая их обработка, анализ полученных результатов и их применение для решения практических задач. Кроме того, при проведении лабораторных работ студенты изучают оборудование, инструменты и измерительные приборы, применяемые для исследования процессов резания.
Пособие позволяет студентам на практике знакомиться с кинематикой резания при точении и сверлении, исследовать процесс деформации и усадки стружки, температурные явления в зоне резания, износ инструмента и возникающие силы резания при точении, определять влияние условий резания на эти явления.
Лабораторная работа планируется при одновременном участии 10–15 студентов, которые разбиваются на подгруппы в количестве 3–4 человека, выполняющих различные работы. Это позволяет студентам проявить самостоятельность и высокую активность при выполнении лабораторной работы. Завершающим этапом выполнения лабораторной работы является составление отчета каждым студентом и его защита у преподавателя.
1. Лабораторная работа № 1
Кинематика резания при точении
1.1. Цель работы
1.1.1. Закрепление терминов, определений и понятий, составляющих основу кинематики процесса резания при точении.
1.1.2. Изучение конструктивных и геометрических элементов различных типов токарных резцов.
1.1.3. Изучение конструкции измерительных приборов и приемов работы при измерении геометрических и конструктивных параметров токарных резцов.
1.1.4. Рассмотрение причин изменения геометрических элементов режущей части резца в процессе резания.
1.2. Теоретическая часть
Обработка деталей резанием заключается в удалении с заготовки определенного количества материала с целью получения требуемой формы детали с заданными по техническим условиям точностью размеров и качеством обработанных поверхностей. Для этого инструменту и заготовке сообщают движения с определенными направлениями и скоростями. Количество движений, с помощью которых происходит формообразование поверхности, бывает различным. Сочетание движений, сообщаемых механизмом станка в процессе резания инструменту и заготовке, представляет собой принципиальную кинематическую схему резания. При механической обработке наибольшее распространение получили кинематические схемы с одним прямолинейным и одним вращательным движениями.
Наибольшее распространение при формообразовании поверхностей получила токарная обработка (точение с помощью резцов).
К видам точения также можно отнести: растачивание - обработка внутренних поверхностей; подрезание - обработка плоских (торцевых) поверхностей; разрезание - разделение заготовок на части.
Формообразующими движениями при точении являются вращательное движение заготовки и поступательное движение инструмента - резца. Движение подачи может осуществляться следующими способами:
1) параллельно оси вращения заготовки (продольное движение подачи),
2) перпендикулярно оси вращения заготовки (поперечное движение подачи),
3) под углом к оси вращения заготовки (наклонное движение подачи).
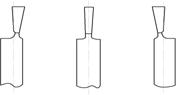
На токарных станках обрабатывают, как правило, детали типа тел вращения, к которым относятся гладкие и ступенчатые валы (рис. 1.1а, б), зубчатые колеса (рис. 1.1в), втулки (рис. 1.1г), крышки (рис. 1.1д) и др.
|
| |
а) | б) | |
|
|
|
в) | г) | д) |



Рис. 1.1. Виды заготовок, обрабатываемых на станках резцами
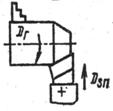
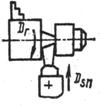
Схемы основных видов обработки поверхностей, показанные на рис. 1.2, являются типовыми, так как их можно реализовать на универсальных токарных станках, полуавтоматах, автоматах и станках с ЧПУ. Обработка поверхностей осуществляется с продольными или поперечными движениями подачи (рис. 1.2).
Формообразование поверхностей при обработке с продольным движением подачи осуществляется по методу следов, а при обработке с поперечным движением подачи - в основном по методу копирования.
Перемещение инструментов в направлениях движения подачи зависит от типа станка и управления или осуществляется вручную (на универсальных станках), от кулачков и копиров (на полуавтоматах и автоматах) или по управляющим командам программы системы ЧПУ станка.
Наружные цилиндрические поверхности обтачивают прямыми (рис. 1.2а) или упорными проходными резцами (рис. 1.2б).
Наружные (рис.1.2в) и внутренние резьбы нарезают резьбовыми резцами, форма режущих кромок которых определяет профиль нарезаемых резьб.
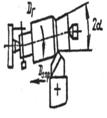
Точение длинных пологих конусов (2a = 8–10°) может производиться смещением в поперечном направлении корпуса задней бабки относительно основания (рис. 1.2г) или с использованием специального приспособления - конусной линейки.
При обработке конических поверхностей на станках с ЧПУ продольное и поперечное движение суммируется автоматически.
|
|
|
а) | б) | в) |
|
|
|
г) | д) | е) |
|
|
|
ж) | з) | и) |
|
|
|
к) | л) | м) |
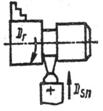
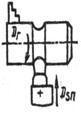
Рис. 1.2. Виды работ, выполняемые резцами | ||

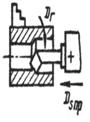
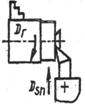
Сквозные отверстия на токарно-винторезных станках растачивают проходными расточными резцами (рис. 1.2е).
С поперечным движением подачи на токарно-винторезных станках обтачивают кольцевые канавки прорезными резцами (рис. 1.2ж), фасонные поверхности (рис. 1.2з) получают фасонными стержневыми резцами, короткие конические поверхности, фаски (рис. 1.2и) формируют широкими резцами, у которых главный угол в плане равен половине угла при вершине конической поверхности. Отрезка деталей от заготовки выполняется отрезными резцами с наклонной режущей кромкой (рис. 1.2к), что обеспечивает получение торца у готовой детали без остаточного заусенца. Подрезание торцов выполняется специальными подрезными резцами (рис. 1.2л). Обтачивание наружных и растачивание внутренних конических поверхностей средней длины (рис. 1.2д, м) с любым углом конуса при вершине на токарно-винторезных станках производят с наклонным движением подачи резцов, при повороте верхнего суппорта. На токарно-винторезных станках обработку отверстий выполняют сверлами, зенкерами и развертками. В этом случае обработку ведут с продольным движением подачи режущего инструмента.
Многие способы обработки металлов резанием предусматривают применение режущих инструментов, работающих по принципу резца. В основу обработки резцом положена работа режущего клина, поэтому режущая часть резца и представляет собой режущий клин. Основные части резца, режущие кромки и поверхности головки резца показаны на рис. 1.3.
|
Рис 1.3. Конструктивные параметры резца: а - проходной прямой; б - отрезной |
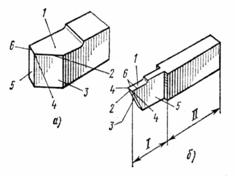
Резец состоит из двух основных частей: режущей I, которая является рабочей частью с режущими кромками, и тела II, служащего для закрепления резца в специальной державке или резцедержателе станка.
На режущей части резца различают следующие элементы. Передняя поверхность 1, по которой сходит стружка. От ее правильного наклона в значительной степени зависит успех работы резца.
Главная задняя поверхность 3 обращена к обрабатываемому изделию в направлении подачи.
Вспомогательная задняя поверхность 5, обращена к обрабатываемому изделию в направлении, противоположном направлению подачи. Вспомогательных задних поверхностей может быть несколько, например, две у отрезного резца (см. рис. 1.3б).
Главная режущая кромка 2 образуется пересечением передней и главной задней поверхностями и выполняет основную работу резания. Вспомогательная режущая кромка 6 образуется пересечением передней и вспомогательной задней поверхностями и осуществляет вспомогательное резание.
Вершиной резца 4 является место сопряжения главной и вспомогательной режущих кромок. Вершина резца может быть острой, но обычно ее закругляют для большей стойкости резца, а также для повышения чистоты обработанной поверхности.
1.3. Классификация резцов
Резцы классифицируют по следующим признакам:
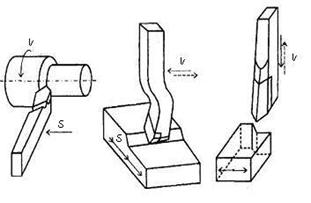
1) по типу станков - токарные, строгальные, долбежные, автоматные и др. (рис. 1.4);
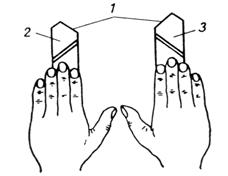
2) по направлению движения подачи - правые и левые (рис. 1.5);
3) по материалу режущей части - быстрорежущие, твердосплавные, металлокерамические, алмазные и др;
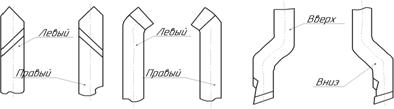
4) по конструкции головки - прямые, отогнутые, изогнутые, оттянутые (рис. 1.6);
|
|
а) б) в) |
|
Рис. 1.4. Классификация резцов по типу станков: а - токарные, б - строгальные, в - долбежные |
|
| |
Рис. 1.5. Классификация резцов по направлению движения подачи: 1 – главные режущие кромки; 2 – левый резец; 3 – правый резец |
5) по виду обработки - проходные, проходные упорные, подрезные, отрезные, расточные (для глухих и сквозных отверстий), резьбовые и др.;
6) по характеру обработки - обдирочные (черновые), чистовые и резцы для тонкого точения;
7) по способу изготовления - цельные, составные, сборные (рис. 1.7).
|
|
|
|
г)
Рис. 1.6. Классификация резцов по форме головки:
а - прямые, б - отогнутые, в - изогнутые, г - с оттянутой головкой
|
|
|
|
Рис. 1.7. Классификация резцов по способу крепления режущей части:
а - цельный, б - составной с приваренной головкой, в - составной с пластинкой, г - с механическим креплением пластинки
1.4. Поверхности и координатные плоскости резца
Слой металла, срезаемый с заготовки в процессе изготовления детали, называется припуском на обработку. Величина припуска определяется разностью размеров заготовки и обработанной детали.
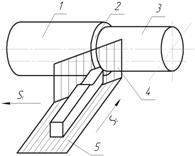
На обрабатываемой заготовке различают следующие поверхности (рис. 1.8):
1 - обрабатываемая поверхность - поверхность, с которой снимается и превращается в стружку слой металла, оставленный как припуск;
2 - обработанная поверхность - поверхность, полученная после снятия слоя металла, оставленного как припуск;
3 - поверхность резания - поверхность, образуемая на обрабатываемой детали непосредственно режущей кромкой инструмента и являющаяся переходной между обрабатываемой и обработанной поверхностями;
4 - плоскость резания - плоскость, проходящая через главное режущее лезвие и вектор скорости любой точки (точки А) главной режущей кромки;
5 - основная плоскость - плоскость, перпендикулярная к вектору скорости резания.
| ||||
Рис. 1.8. Поверхности и координатные плоскости |
1.5. Геометрические параметры режущей части резца
Геометрию режущего инструмента целесообразно рассматривать двояко:
- как геометрического тела, параметры которого необходимо знать при изготовлении и заточке;
- в процессе резания, когда при неизменной форме инструмента геометрические параметры могут изменяться в зависимости от режима резания и установки инструмента относительно обрабатываемой детали.
Положение передних и задних поверхностей, главных и вспомогательных режущих кромок, образующих режущие элементы (зубья), координируется относительно корпуса инструмента системой угловых размеров, называемых геометрическими параметрами.
Геометрические параметры, присущие режущим элементам различных инструментов, могут быть рассмотрены на примере проходного токарного резца (рис. 1.9а).
|
Рис. 1.9. Геометрические параметры прямого проходного резца |
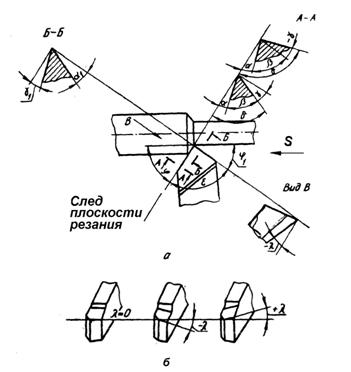
Положение главной и вспомогательной режущих кромок определяется как проекции на основную плоскость. Сечения А-А и Б-Б являются следами соответственно главной и вспомогательной секущих плоскостей. Углы, измеряемые в главной секущей плоскости, называются главными и определяют режущий клин, а во вспомогательной - вспомогательными.
Углы j и j1 называют углами в плане.
Главным углом в плане j называется угол, измеряемый в основной плоскости между направлением подачи и проекцией главной режущей кромки.
Вспомогательным углом в плане j1 называется угол, измеряемый в основной плоскости между проекцией на нее вспомогательной режущей кромки и направлением подачи.
Угол при вершине e - угол между проекциями главного и вспомогательного режущих лезвий на основную плоскость: j + j1 + e = 180°.
Положение передней и главной задней поверхностей определяется главным передним углом g и главным задним углом a.
Углы a и g измеряются в главной секущей плоскости А-А.
Главным передним углом g называется угол между касательной к передней поверхности и плоскости, проходящей через рассматриваемую точку перпендикулярно плоскости резания.
Главным задним углом a называется угол между главной задней поверхностью и плоскостью резания.
Угол заострения b и угол резания d также измеряются в главной секущей плоскости.
Угол заострения b измеряется между передней и главной задней поверхностями резца.
Угол d измеряется между касательной к передней поверхности и плоскостью резания: a + b + g = 90°, g + d = 90°.
Угол наклона главной режущей кромки l измеряется в плоскости резания между главной режущей кромкой и плоскостью, проходящей через вершину резца параллельно основной плоскости. Угол l может иметь нулевое, положительное и отрицательное значение (см. рис. 1.9б).
Вспомогательные передние и задние углы измеряются во вспомогательной секущей плоскости Б-Б.
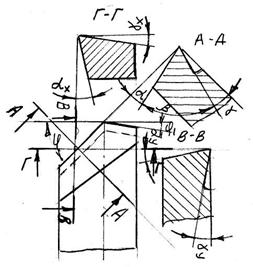
Главные передние углы, углы наклона режущей кромки могут принимать как положительные, так и нулевые и отрицательные значения (рис. 1.9). Кроме того, при заточке инструмента, а также при анализе некоторых явлений в процессе резания необходимо иметь значения передних и задних углов, как углов геометрического тела резца, расположенных как в нормальной плоскости А-А (γ, α), так и в продольной плоскости В-В (γу, αу) и поперечной плоскости Г-Г (γх, αх) (рис. 1.10).
Зависимость между углами выражается следующими формулами:
| (1.1) |
| (1.2) |
Тогда:
| (1.3) |
| (1.4) |
Соответственно значение задних углов при λ = 0:
| (1.5) |
|
Рис. 1.10. Углы резца как геометрического тела |
При значениях λ ≠ 0:
| (1.6) |
где  (принимается за алгебраическую величину).
(принимается за алгебраическую величину).
1.6. Кинематические (рабочие) углы резца
Кинематические углы отличаются от статических углов ввиду того, что плоскость резания, касательная к поверхности резания, в процессе резания не перпендикулярна к основной плоскости по следующим причинам:
1) рассматриваемая точка режущей кромки расположена выше или ниже оси центров либо из-за погрешности установки и закрепления инструмента на станке, либо из-за наличия угла ![]() ;
;
2) поверхность резания не кольцевая поверхность усеченного конуса, а винтовая поверхность;
3) в результате износа контактных поверхностей непрерывно изменяется и положение режущей кромки;
4) при обработке материалов, склонных к наростообразованию, роль режущей кромки выполняет нарост.
Рассмотрим влияние первых двух причин на значения g и a..
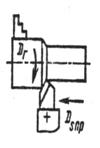
Как уже отмечалось, если резцу сообщается движение подачи, то поверхностью резания является винтовая поверхность с шагом, равным подаче, и касательная к ней плоскость резания будет расположена под углом наклона винтовой поверхности. Чем больше отношение S/2![]() , называемое кинематическим параметром обработки, тем больше наклон винтовой поверхности и тем больше изменение рабочих углов gр aр.
, называемое кинематическим параметром обработки, тем больше наклон винтовой поверхности и тем больше изменение рабочих углов gр aр.
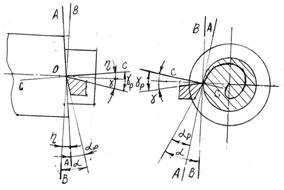
На рис. 1.11 представлено действительное положение поверхности резания и касательной к ней плоскости резания А-А с учетом движения подачи при ![]() = 90° и
= 90° и ![]() = 0° (В-В - положение плоскости резания при отсутствии движения подачи). Как видно, действительное положение плоскости резания ближе к задней поверхности резца, в связи с чем рабочий задний угол
= 0° (В-В - положение плоскости резания при отсутствии движения подачи). Как видно, действительное положение плоскости резания ближе к задней поверхности резца, в связи с чем рабочий задний угол ![]() будет меньше статического
будет меньше статического ![]() на величину угла
на величину угла ![]() (см. рис. 1.11). Изменяется также положение плоскости С-С, перпендикулярной к плоскости резания в рассматриваемой точке режущей кромки, следовательно изменится и значение рабочего переднего угла
(см. рис. 1.11). Изменяется также положение плоскости С-С, перпендикулярной к плоскости резания в рассматриваемой точке режущей кромки, следовательно изменится и значение рабочего переднего угла ![]() .
.
а) б) |
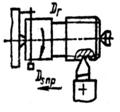
Рис. 1.11. Изменение углов резца в процессе резания: а) продольное точение; б) поперечное точение |
Таким образом имеем:
| (1.7) |
где ![]() и
и ![]() - статические углы резца;
- статические углы резца; ![]() - угол наклона траектории точки режущей кромки.
- угол наклона траектории точки режущей кромки.
Если развернуть на плоскость окружность вращения и винтовую траекторию точки режущей кромки, то получим треугольник (рис. 1.12), в котором катетами будут подача и окружность вращения, а гипотенузой - винтовая траектория (отрезок архимедовой спирали при поперечном точении). Отсюда:
| (1.8) |
Если у резца угол ![]() 90°, то угол между положениями плоскости резания, измеренный в главной секущей плоскости hj, можно определить по формуле:
90°, то угол между положениями плоскости резания, измеренный в главной секущей плоскости hj, можно определить по формуле:
| (1.9) |
Тогда рабочие углы в главной секущей плоскости будут равны:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
