
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
7.3.3. Влияние геометрических параметров режущего инструмента на шероховатость обработанной поверхности
Геометрические параметры режущего инструмента, равно как и его состояние, оказывают различное влияние на шероховатость. При изменении в обычных пределах переднего угла g и заднего угла a (рис. 7.5) параметры Ra и Rz изменяются незначительно. С уменьшением угла в плане j и вспомогательного угла в плане j1 шероховатость заметно уменьшается. С уменьшением радиуса r вершины резца шероховатость резко возрастает.
Рис. 7.5. Зависимость шероховатости обработанной поверхности от переднего угла g
Рис 7.6. Влияние радиуса закругления вершины резца r на шероховатость обработанной
поверхности
7.4. Нормируемые параметры шероховатости
По ГОСТ 2789 шероховатость поверхности определяется одним из следующих параметров.
7.4.1. Параметры шероховатости, связанные с высотными свойствами
неровностей
· Среднее арифметическое отклонение профиля Ra – среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины.
![]()
или приближенно
![]() , (7.3)
, (7.3)
где l – базовая длина; n – число выбранных точек профиля на базовой длине; y – расстояние между любой точкой профиля и средней линией.
· Высота неровностей профиля по десяти точкам Rz – сумма средних абсолютных значений высот пяти наибольших выступов профиля Rp и глубин пяти наибольших впадин профиля Rv в пределах базовой длины.
![]() . (7.4)
. (7.4)
· Наибольшая высота неровностей профиля Rmax – расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины.
7.4.2. Параметры шероховатости в направлении длины профиля
· Средний шаг неровностей профиля Sm – среднее значение шага неровностей профиля в пределах базовой длины.
![]() , (7.5)
, (7.5)
где n – число шагов в пределах базовой длины l; Smi – шаг неровностей профиля, равный длине отрезка средней линии, пересекающей профиль в трех соседних точках и ограниченной двумя крайними точками.
· Средний шаг местных выступов профиля S – среднее значение шага местных выступов профиля в пределах базовой длины.
![]() , (7.6)
, (7.6)
где n – число шагов неровностей по вершинам в пределах базовой длины l; Si – шаг неровностей профиля по вершинам, равный длине отрезка средней линии между проекциями на нее двух наивысших точек соседних выступов профиля.
7.4.3. Параметры шероховатости, связанные с формой неровностей профиля
· Опорная длина профиля hр – сумма длин отрезков bi, отсекаемых на заданном уровне р в материале профиля линией, эквидистантной средней линии m в пределах базовой длины:
![]() . (7.7)
. (7.7)
· Относительная опорная длина профиля tp – отношение опорной длины профиля к базовой длине:
![]() . (7.8.)
. (7.8.)
Параметры Ra и Rz характеризуют усредненную высоту неровностей, дублируя друг друга. В ГОСТ 2789 указано, что параметр Ra является предпочтительным. Преимущество параметра Ra по сравнению с другими высотными параметрами состоит только в том, что он обеспечен надежными средствами измерений и поэтому чаще используется.
Параметр Ra позволяет достоверно сравнивать значения поверхностных неровностей после обработки одними методами. Но очень трудно получить достоверную информацию, если сравнивают по этому параметру поверхности, обработанные разными способами. Так, одинаковые значения неровностей по параметру Ra у поверхностей, обработанных протягиванием и растачиванием, еще не означают, что эти поверхности обладают одинаковыми свойствами.
Параметр Rz целесообразно применять при нормировании небольших неровностей и на малых по размерам поверхностях, где практически невозможно применить ощупывающие приборы, а также при нормировании требований к большим поверхностным неровностям.
Параметр Rmax применяют либо когда шероховатость имеет большие поверхностные неровности с регулярным профилем, либо в качестве дополнения к параметрам Ra и Rz, когда требуется оградить поверхность от отдельных больших выступов и впадин.
Шаговые параметры, также дублируя друг друга, на практике применяются редко, например, при особых эксплуатационных требованиях к поверхности или в случаях, если разработчик хочет, чтобы поверхность имела определенный вид обработки.
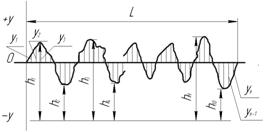
Рис. 7.7. Шероховатость обработанной поверхности
Параметр tp крайне редко используется на практике. Опорная длина профиля tp определяет значение пластической деформации поверхностей деталей при их контактировании. Например, с помощью параметра tp можно выявить эксплуатационные свойства двух поверхностей, у которых все остальные пять параметров будут одинаковыми.
Требования к шероховатости поверхности устанавливают путем указания параметра шероховатости (одного или нескольких), его числового значения (наибольшего, наименьшего, номинального и диапазона значений), а также базовой длины, на которой необходимо определить параметры шероховатости.
7.5. Приборы для измерения шероховатости поверхности
Наиболее распространены профильные методы оценки шероховатости поверхности. Профильные приборы подразделяются на оптические средства контроля (микроинтерферометры, двойные микроскопы) и щуповые устройства (профилометры и профилографы).
В настоящей лабораторной работе для измерения шероховатости применяется профилограф-профилометр "Сейтроник ПШ8-3 С. С.". Он предназначен для измерения шероховатости поверхности деталей в условиях лабораторий машиностроительных, приборостроительных предприятий, КБ, НИИ, метрологических центров и проведения с использованием компьютера анализа качества обработки деталей по всем нормируемым параметрам шероховатости. Данный прибор имеет следующие особенности:
· Позволяет производить измерение шероховатости поверхности за один проход щупа по параметрам: Ra, Rz, Rmax, Sm, S, tp и пр. и поддерживать на высоком уровне технологический процесс производства и исследования в области шероховатости.
· Измерение шероховатости деталей различной конфигурации в труднодоступных местах.
· Измерение шероховатости в любом пространственном положении с применением поворотной стойки.
· Калибровка прибора по мерам шероховатости с записью значений в память.
· Цифровой отсчет результатов измерений и графическое отображение профилограммы поверхности на экране цветного монитора.
· Комплектация дополнительными приспособлениями и образцами шероховатости.

Рис. 7.8. Прибор для измерения шероховатости
Таблица 7.1.
Технические характеристики
Форма измеряемых поверхностей | Плоские, цилиндрические, конические и другие поверхности, сечение которых в плоскости измерения представляет прямую линию |
Диапазон измерений основных параметров шероховатости: | |
Ra, мкм / Rz, мкм / Rmax, мкм / Sm, мкм | 0,04…12,5 / 0,16…50,0 / 0,16…50,0 / 8,0…250,0 |
Принцип действия | контактный |
Длина трассы ощупывания, мм /отсечка шага, мм | 12,5 / 0,25; 0,8; 2,5 |
Вид отсчета результатов измерений | цифровой |
Дискретность отсчета, мкм | 0,01 |
Мин. диаметр измеряемого отверстия на глубине до 20 мм | 6 |
Вертикальное увеличение / горизонтальное увеличение | От ´ 200 до ´ 100000 / от ´ 20 до ´ 5000 |
Габаритные размеры, мм/масса, кг: - первичный преобразователь - микропроцессорный блок с аккуммуляторными батареями | Æ 27 ´ 150/0,36 189 ´ 90 ´ 38/0,48 |
7.6. Задачи экспериментальных исследований
7.6.1. Исследовать влияние подачи S на среднее арифметическое отклонение профиля Rа и высоту неровностей профиля по десяти точкам Rz (подачи выбираются в пределах 0,1–0,7 мм/об).
7.6.2. Построить кривые влияния подачи на шероховатость обработанной поверхности.
7.7. Методика выполнения лабораторной работы
Методика выполнения лабораторной работы по изучению влияния скорости резания, переднего угла и радиуса закругления при вершине резца на шероховатость обработанной поверхности аналогична методике исследования влияния подачи на шероховатость и выполняется в следующем порядке:
1. Закрепить резец в резцедержателе токарного станка.
2. Настроить станок на соответствующие режимы резания.
3. Подготовить оборудование для измерения шероховатости поверхности.
4. Изучить инструкцию по технике безопасности при работе на токарных станках.
5. Обточить заготовку с постоянными скоростью резания, глубиной резания, радиусом закругления вершины резца и прочими факторами, при переменной величине подачи S1, S2, S3, и S4 в пределах 0,1–0,8 мм/об.
Исследования проводятся на токарно-винторезном станке 16К20. Измерение микронеровностей обработанных поверхностей производится после обработки четырех–пяти ступеней заготовки при одном переменном параметре. Для определения размера микронеровностей заготовку снимают со станка и передают на рабочее место. Измерение шероховатости поверхности профилографом–профилометром "Сейтроник ПШ8-3 С. С." осуществляется в следующем порядке:
а) корпус профилометра и электрический привод установить на столе вблизи исследуемого образца;
б) установить длину хода датчика;
в) переключателем (на панели) включить профилометр в сеть с напряжением 220 В и включить усилитель;
г) установить начальное положение иглы датчика на поверхности (до касания) исследуемого образца, датчик с иглой отвести на расстояние 2–3 мм от торца;
д) проверить действие датчика при ручном перемещении и убедиться в наличии показаний указывающего прибора в пределах одной трети всей шкалы чувствительности (от 0,1 до 10 мкм), в зависимости от шероховатости измеряемой поверхности;
е) в сеть 220 В включить автоматический привод датчика, что обеспечит равномерное поступательно-возвратное движение его с постоянной скоростью 5 мм/сек;
ж) автоматически ощупать поверхность (поперек следов обработки) на одном участке, затем при неоднократных поворотах детали ощупать и другие участки; таких измерений произвести от 5 до 10;
з) наблюдаемые результаты средних показаний указывающего прибора (в микрометрах) привести к среднеарифметическому значению;
и) результаты измерений занести в таблицы 7.1–7.2;
к) по результатам исследования построить графики зависимостей RZ = f(S); Rа = f(S).
7.8. Содержание отчета
1. Заполненные таблицы 7.1–7.3.
2. Графики зависимостей RZ = f(S); Rа = f(S).
3. Расчет величины теоретического профиля по формуле (7.2). Сравнить действительные значения шероховатости с теоретическими, сделать вывод о влиянии пластических и упругих деформаций при резании на шероховатость обработанной поверхности.
4. Анализ и обобщение результатов исследования.
Таблица 7.2
Протокол исследования влияния подачи резца на среднее
арифметическое отклонение профиля Ra при точении
№ опыта | Подача, S мм / об | Длина исследуемой поверхности ,l мм | Значение величины Ra, мкм | |||||
1 | 2 | 3 | 4 | 5 | среднее | |||
1 | S1 | |||||||
2 | S2 | |||||||
3 | S3 | |||||||
4 | S4 |
Таблица 7.3
Протокол исследования влияния подачи резца на высоту неровностей
профиля по десяти точкам Rz
№ опыта | Подача S, мм / об | Длина исследуемой поверхности l, мм | Значение величины Rz, мкм | Расчетное значение величины h, мкм | |||||
1 | 2 | 3 | 4 | 5 | среднее | ||||
1 | S1 | ||||||||
2 | S2 | ||||||||
3 | S3 | ||||||||
4 | S4 |
Постоянные величины условий резания:
1) материал режущей части инструмента:____________________________
2) материал обрабатывамый:______________________________________
3) геометрия инструмента: j =___; j1 = ___; g =____; l =____; r =____; a =___
4) диаметр заготовки: ___________________________________________мм.
5) режимы резания: n =_______об/мин; v =_________м/мин; t =______мм.
7.9. Контрольные вопросы
1. Методы определения шероховатости обработанной поверхности.
2. Элементы срезаемого слоя при точении.
3. Номинальная и действительная площади поперечного сечения срезаемого слоя при точении.
4. Что называется средним арифметическим отклонением профиля Ra?
5. Что называется высотой неровностей профиля по десяти точкам Rz?
6. Что называется относительной опорной длиной профиля tp?
7. Что называется наибольшей высотой неровностей профиля Rmax?
8. Что называется средним шагом неровностей профиля Sm?
9. Что называется средним шагом местных выступов профиля S?
10. Что называется опорной длиной профиля hр?
11. Как влияет скорость резания на шероховатость обработанной поверхности?
12. Как влияет подача на шероховатость обработанной поверхности?
13. Как влияет радиус закругления вершины резца на шероховатость обработанной поверхности?

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
