
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Обрабатываемый материал:
Диаметр заготовки:
Параметры режущей части инструмента:
g = ____; a = ____; b = ____; j = ____; j1 = ____; l = ____; e = ____; r = ____.
Значения t, S и Vр задаются преподавателем.
9. Зная число оборотов n и диаметр детали, подсчитать скорость резания V.
10. Построить три графика зависимости q = f(t); q = f(s); q = f(![]() ).
).
11. Сделать выводы о влиянии режимов резания на температуру резания.
3.5. Обработка экспериментальных данных
Общая математическая модель описания зависимости температуры в зоне резания от элементов режима резания может быть представлена в виде: ![]()
Обработка экспериментальных данных сводится к определению коэффициента СӨ и показателей степени zӨ, yӨ, xӨ аналитическим методом.
3.5.1. Определение показателей степени
Показатели степени zӨ, yӨ, xӨ характеризуют интенсивность влияния глубины резания t, подачи S и скорости резания V на температуру в зоне резания и определяются как тангенсы углов наклона в логарифмических координатах соответствующих графиков зависимостей ![]() ,
, ![]() ,
, ![]() к оси абсцисс.
к оси абсцисс.
Следовательно, можно записать:
3.5.2. Определим коэффициенты СӨt, СӨS, СӨVp в частных зависимостях:

1. Для i-го значения t (при V = const и S = const)
 откуда
откуда ![]() (3.7)
(3.7)
Из табл. 3.1 для t1 и t2 возьмем значения Ө1 и Ө2. По формуле (3.7) определим:

Общий коэффициент СӨt в частной зависимости Ө = f(t) определяется как среднее арифметическое коэффициентов СӨt1, СӨt2:
 .
.
2. Для i-го значения S (при V = const, t = const)
 , откуда
, откуда ![]() . (3.8)
. (3.8)
Из табл. 3.1 для S1 и S2 возьмем значения Ө5 и Ө6. По формуле (3.8) определим:

Общий коэффициент СӨS в частной зависимости Ө = f(S) определяется: ![]() .
.
3. Для i-го значения V (при t = const, S = const)
 , откуда
, откуда ![]() . (3.9)
. (3.9)
Из табл. 3.1 для V1 и V2 возьмем значения Ө9 и Ө10. По формуле (3.9) определим:

Общий коэффициент СӨV в частной зависимости Ө = f(V) определяется: ![]() .
.
Окончательно записываются частные зависимости Ө = f(t), Ө = f(S), Ө = f(V), в которых коэффициенты и показатели степени имеют рассчитанные значения.
3.5.3. Определение коэффициента СӨ общей математической модели
Для произвольного значения температуры резания Ө эту модель можно переписать:
 , откуда
, откуда ![]() . (3.10)
. (3.10)
Из табл. 3.1 из каждой серии опытов выписываем по две (как минимум) произвольных строки.
1. Из первой серии опытов:
Ө1 при t = t1; S = S0; V = V0;
Ө2 при t = t2; S = S0; V = V0.
2. Из второй серии опытов:
Ө5 при t = t0; S = S1; V = V0;
Ө6 при t = t0; S = S2; V = V0.
3. Из третьей серии опытов:
Ө9 при t = t0; S = S0; V = V1;
Ө10 при t = t0; S = S0; V = V2.
По формуле (3.10) определим:
Общий коэффициент Ө = f(t, S, V) определяется как среднее арифметическое коэффициентов СӨ1, СӨ2, СӨ5, СӨ6, СӨ9, СӨ10:

Окончательно записываем в отчет общую модель  , в которой коэффициенту СӨ и показателям степени xӨ, yӨ, zӨ придаем их числовые значения, а также делаем выводы о влиянии элементов режима резания на температуру резания.
, в которой коэффициенту СӨ и показателям степени xӨ, yӨ, zӨ придаем их числовые значения, а также делаем выводы о влиянии элементов режима резания на температуру резания.
3.6. Содержание отчета
1. Отчет по лабораторной работе оформляется согласно ГОСТ 7.32 – 91.
2. Единицы физических величин должны соответствовать ГОСТ 8.417 – 81.
3. Привести схему лабораторной установки.
4. Привести таблицу экспериментальных данных.
5. Построить три графика зависимости температуры резания от глубины, подачи, скорости резания.
6. Привести расчет коэффициента СӨ и показателей степени xӨ, yӨ, zӨ.
7. Сделать вывод о влиянии режимов резания на температуру.
3.7. Контрольные вопросы
1. Какие источники теплоты образуются в процессе резания?
2. Куда отводится тепло от образовавшихся источников?
3. Как влияет температура нагрева на износ резца?
4. Что принимается за критерий теплоподвода?
5. Как меняется температура резания с изменением соотношения тепловыделения и теплоотвода?
6. Как влияют режимы резания на температуру резания?
7. Как влияют геометрические параметры срезаемого слоя на температуру резания?
8. Как влияет геометрия резца на температуру резания?
9. Как влияет обрабатываемый материал на температуру?
10. Как влияет охлаждающая жидкость на температуру резания?
11. Какие методы измерения температуры относятся к косвенным?
12. Какие методы температуры относятся к непосредственным?
4. Лабораторная работа № 4
Исследование износа резца
4.1. Цель работы
Целью работы является исследование влияния обрабатываемого материала и скорости резания на величину износа инструмента и его стойкость.
4.2. Теоретическая часть
В процессе резания инструмент контактирует со стружкой и поверхностью резания в условиях очень высоких давлений и температур. При этом стружка и заготовка с большой скоростью перемещаются относительно поверхностей инструмента. В результате трения, протекающего при экстремальных тепловых и динамических нагрузках, происходит интенсивное изнашивание инструмента.
В зависимости от условий резания и свойств инструментального и обрабатываемого материалов преобладающий износ может наблюдаться на передней поверхности, на главной задней поверхности или одновременно на обеих поверхностях.
Вследствие неравномерного нагрева на передней поверхности появляется характерное углубление, так называемая лунка износа глубиной hл и длиной ![]() (рис. 4.1). Форма и размеры лунки зависят от распределения температуры по передней поверхности. Наибольшая глубина лунки расположена в зоне максимальной температуры, а слабо изношенная площадка – непосредственно у режущей кромки. Непрерывно изнашивается и задняя поверхность инструмента. На этой поверхности вдоль главной режущей кромки и около вершины возникает изношенная площадка (фаска), как правило, переменной ширины
(рис. 4.1). Форма и размеры лунки зависят от распределения температуры по передней поверхности. Наибольшая глубина лунки расположена в зоне максимальной температуры, а слабо изношенная площадка – непосредственно у режущей кромки. Непрерывно изнашивается и задняя поверхность инструмента. На этой поверхности вдоль главной режущей кромки и около вершины возникает изношенная площадка (фаска), как правило, переменной ширины ![]() (рис. 4.1). Сначала с увеличением температуры резания ширина фаски незначительно возрастает. Затем по мере дальнейшего увеличения температуры износ ускоряется.
(рис. 4.1). Сначала с увеличением температуры резания ширина фаски незначительно возрастает. Затем по мере дальнейшего увеличения температуры износ ускоряется.
Мерой изношенности инструмента служит линейный износ ![]() по задней грани или максимальная глубина лунки hл.
по задней грани или максимальная глубина лунки hл.
Физическая природа изнашивания изучена недостаточно из-за сложности процессов, протекающих в местах контакта заготовки и режущей части на передней и задней поверхностях инструмента. Существует ряд гипотез, объясняющих физическую природу изнашивания, по которым основными причинами износа являются:
1. Абразивное действие, оказываемое обрабатываемым материалом (абразивное изнашивание).
2. Адгезионное взаимодействие между инструментальным и обрабатываемым материалами (адгезионное изнашивание).
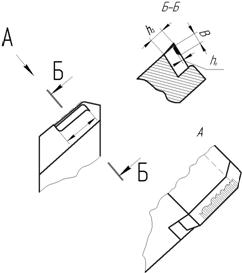
Рис. 4.1. Схема износа резца по передней и задней поверхностям
3. Диффузионное растворение инструментального материала в обрабатываемом (диффузионное изнашивание).
4. Химические процессы, происходящие на передней и задней поверхностях (окислительное изнашивание).
4.2.1. Абразивное изнашивание
При относительно невысоких скоростях износ происходит в результате трения стружки о переднюю поверхность и поверхности резания о заднюю поверхность инструмента. При этом рабочие поверхности инструмента истираются. Инструменты из быстрорежущей стали в большой степени подвергаются абразивному износу.
4.2.2. Адгезионное изнашивание
В основе этого вида изнашивания лежит схватывание материалов - инструментального и обрабатываемого – в результате пластического деформирования, при этом поверхности не только сближаются на расстоянии порядка параметра кристаллической решетки, но и превышают определённый энергетический порог, который достигается за счет повышения температуры и совместного пластического деформирования. Способность материалов к адгезионному взаимодействию резко повышается при температурах, близких к температуре рекристаллизации. На контактных поверхностях образуются мостики связи, которые непрерывно возникают и разрушаются, и инструментальный материал уносится стружкой и обрабатываемой поверхностью.
4.2.3. Диффузионное изнашивание
При температурах более 800 °С происходит растворение инструментального материала в обрабатываемом. Компоненты твердого сплава диффундируют в обрабатываемый материал с различной скоростью. Быстрее - углерод, затем вольфрам, кобальт, титан. В результате изменяются химический состав и физико-механические свойства поверхностного слоя инструмента, он хрупок и разупрочнён, стружка и обрабатываемая поверхность уносят его, через некоторое время слой возникает снова. Процесс идет непрерывно и заключается в диффузионном растворении и диспергировании разупрочненных контактных поверхностей инструмента.
4.2.4. Окислительное изнашивание
Происходит в результате того, что кислород воздуха при температуре 700...800 °C вступает в химическую реакцию с кобальтом и карбидами вольфрама и титана, образуя окислы. Твердость продуктов окисления меньше твердости твердого сплава в 40...80 раз. Разрушаются связи между карбидами и цементирующей связкой. Карбидные зерна вырываются силами трения и уносятся.
Изображение закономерности нарастания износа за время работы инструмента в виде графической зависимости ![]() = f(t) называют кривой износа (рис. 4.2).
= f(t) называют кривой износа (рис. 4.2).
|
Рис. 4.2. Кривая износа при изнашивании инструментапо задней поверхности |
Участок ОА кривой с интенсивным нарастанием ширины площадки износа соответствует периоду приработки инструмента. При дальнейшей работе инструмента нарастание износа замедляется, т. к. это связано с уменьшением контактных касательных напряжений по мере увеличения ее размеров. Участок АВ кривой соответствует периоду нормального износа. По достижению некоторой величины линейный износ задней поверхности вследствие роста температуры вновь начинает резко расти и кривая износа идет резко вверх. Участок кривой за точкой В соответствует катастрофическому износу (hзкр).
Период стойкости инструмента (Т) характеризует время работы инструмента в минутах машинного времени между двумя переточками. Период стойкости зависит от марки обрабатываемого и инструментальных материалов, их механических и теплофизических свойств, геометрии инструмента, режимов резания, применяемой СОЖ, вида обработки.
О скорости нарастания износа, т. е. об интенсивности изнашивания судят по тангенсу угла наклона кривой hз = f(t) и оси абсцисс на участке нормального износа Jt за промежуток времени Δt: ![]() .
.
Об интенсивности износа инструмента судят также по отношению интенсивности износа к длине пути резания: ![]() .
.
Существует несколько критериев, по которым определяют допустимый износ резца:
1) критерий блестящей полоски (на поверхности резания появляется блестящая полоска);
2) критерий оптимального износа (период стойкости получается наибольшим);
3) технологический критерий, устанавливается для чистовой обработки (износ достигает такой величины, когда обработанная поверхность не отвечает техническим требованиям на нее).
В автоматизированном производстве введено понятие размерной стойкости инструмента, которая характеризуется линейным износом инструмента и определяется в направлении, перпендикулярном обрабатываемой поверхности. Размерная стойкость определяется продолжительностью работы инструмента без замены, количеством обработанных деталей, длиной пути и т. д.
4.3. Влияние скорости резания на период стойкости инструмента
Связь между скоростью резания и периодом стойкости при обработке чугуна инструментами из быстрорежущей стали и вольфрамо-карбидных твердых ставов выражается непрерывно убывающей кривой 1 (рис. 4.3), напоминающей гиперболу. Такой же кривой изображается связь между V и Т при обработке инструментами из быстрорежущих сталей, углеродистых и легированных конструкционных сталей. При обработке конструкционных, углеродистых и легированных сталей, жаропрочных сталей и сплавов и некоторых других материалов твердосплавными инструментами зависимость периода стойкости от скорости резания изображается более сложной кривой 2, имеющей несколько перегибов. Аппроксимацию кривой 1 и участков ab и вг кривой 2 производят степенной функцией.
| (4.1) |
где m - показатель относительной стойкости; С - постоянная, характеризующая обрабатываемый и инструментальный материалы, геометрические параметры инструмента, применяемую СОЖ, глубину резания и подачу.
|
Рис. 4.3. Влияние скорости резания на период стойкости инструментав зависимости от вида обрабатываемого и инструментального материалов |
Величина показателя относительной стойкости колеблется в широких пределах. Наибольшее влияние на показатель m оказывает род обрабатываемого и инструментального материалов, передний угол инструмента, подача (толщина срезаемого слоя), скорость резания, время перерывов в работе инструмента и степень изношенности его задней поверхности. Например, при резании чугунов показатель m меньше, чем при резании сталей: при резании инструментом, оснащенным двухкарбидным сплавом m больше, чем при однокарбидным сплаве.
По мере увеличения переднего угла инструмента и допускаемой величины износа задней поверхности показатель m уменьшается, а при увеличении толщины срезаемого слоя (подачи) - возрастает.
Исключительно сильное влияние, оказываемое скоростью резания на период стойкости, приводит к тому, что постоянная С и показатель m в формуле (4.1), как правило, справедливы для узкого интервала скоростей резания.
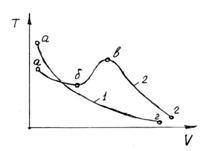
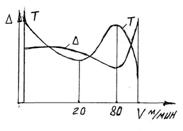
При немонотонном изменении периода стойкости (рис. 4.4) кривую T = f(V) аппроксимируют тригонометрическим рядом Фурье. Причины такого характера влияния скорости резания на стойкость полностью не выяснены. Имеется предположение, что это связанно с изменением относительного износа инструмента (![]() ), который в свою очередь зависит от нароста, температуры в зоне резания и т. д., очевидно, интервал скорости резания вблизи значения скорости 20 м/мин для рассматриваемого примера, вследствие малого периода стойкости, является невыгодным.
), который в свою очередь зависит от нароста, температуры в зоне резания и т. д., очевидно, интервал скорости резания вблизи значения скорости 20 м/мин для рассматриваемого примера, вследствие малого периода стойкости, является невыгодным.
|
Рис. 4.4. Схема влияния скорости резания Vна относительный линейный износ и период стойкости |
4.4. Влияние материала детали на стойкость инструмента
Влияние обрабатываемого материала детали на стойкость инструмента проявляется через изменение механических, теплофизических свойств диффузионной пары: обрабатываемый материал - инструмент.
Изменение этих свойств влияет на стойкость инструмента через температурно-деформационный канал. Увеличение предела прочности, уменьшение теплопроводности обрабатываемого материала приводит к увеличению мощности энерговыделения как в зоне стружкообразования так и в контактной зоне, что значительно повышает уровень температуры в контактной зоне и снижает стойкость инструмента.
В зависимости от обрабатываемого материала меняется и величина допустимого линейного износа  по задней поверхности. При обработке стали
по задней поверхности. При обработке стали  = 0,8...1 мм; чугуна с подачей
= 0,8...1 мм; чугуна с подачей  0,3 мм/об
0,3 мм/об  = 1,4...1,7 мм; чугуна с подачей > 0,3 мм/об
= 1,4...1,7 мм; чугуна с подачей > 0,3 мм/об  = 0,8...1 мм.
= 0,8...1 мм.
4.5. Охрана труда и инструкция по технике безопасности
1. На рабочем месте у станка не допускается наличие посторонних предметов.
2. Обрабатываемая деталь и резец должны быть надежно закреплены.
3. При любой, даже непродолжительной, остановке производить полное отключение станка.
4. Запрещается производить измерение заготовки в процессе ее обработки.
5. Пуск станка и работа на нем разрешается только лаборантам, обслуживающим станок или преподавателю, ведущему занятие.
4.6. Методика проведения эксперимента и обработки результатов
Для проведения лабораторной работы используется токарный станок. В качестве режущего инструмента используется токарный проходной резец с механическим креплением твердосплавных пластин (марка твердого сплава: ВК8; Т15К6 или др.). Для изучения изношенных поверхностей режущего инструмента используется инструментальный микроскоп. При проведении исследования обрабатываются заготовки из различных материалов.
Последовательность выполнения работы следующая:
1. Получить индивидуальное задание у преподавателя, в котором указаны обрабатываемый и инструментальный материалы, режимы резания и геометрия инструмента.
2. Установить деталь в патроне станка и закрепить ее.
3. Установить на станке заданные преподавателем режимы резания. Измерить диаметр детали. В присутствии лаборанта установить число оборотов шпинделя. Закрепить резец в резцедержателе.
4. Для проведения исследования используется метод однофакторного эксперимента. Все факторы процесса резания за исключением одного являются постоянными величинами. При различных значениях скорости резания произвести обработку и определить степень изношенности инструмента после каждого опыта.
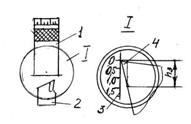
5. Выполнить обтачивание детали при скорости резания v = 80 м/мин. Через 1–2 минуты точения прекратить резание, снять резец и измерить ширину фаски износа ![]() на инструментальном микроскопе по схеме, приведенной на рис. 4.5. Если размер
на инструментальном микроскопе по схеме, приведенной на рис. 4.5. Если размер ![]() не достиг 0,1 мм, то необходимо продолжить процесс резания. Обработку производить до тех пор, пока ширина фаски износа
не достиг 0,1 мм, то необходимо продолжить процесс резания. Обработку производить до тех пор, пока ширина фаски износа ![]() не достигнет размера 0,1 мм. Занести в таблицу первое значение износа инструмента и время работы инструмента.
не достигнет размера 0,1 мм. Занести в таблицу первое значение износа инструмента и время работы инструмента.
6. Установить резец в резцедержатель. Продолжать обработку детали до тех пор, пока ширина фаски износа на задней поверхности резца не достигнет размера ![]() = 0,2...0,3 мм. Занести второе значение износа и время обработки в табл. 4.1.
= 0,2...0,3 мм. Занести второе значение износа и время обработки в табл. 4.1.
7. Принять второе значение скорости резания v = 120 м/мин, определить число оборотов n и установить их на станке.
8. Выполнить обтачивание детали при скорости резания v = 80 м/мин. Через 1–2 минуты точения прекратить резание, снять резец и измерить ширину фаски износа ![]() на инструментальном микроскопе по схеме, приведенной на рис. 4.5. Если размер
на инструментальном микроскопе по схеме, приведенной на рис. 4.5. Если размер ![]() не достиг 0,1 мм, то необходимо продолжить процесс резания. Обработку производить до тех пор, пока ширина фаски износа
не достиг 0,1 мм, то необходимо продолжить процесс резания. Обработку производить до тех пор, пока ширина фаски износа ![]() не достигнет размера 0,1 мм. Занести в таблицу первое значение износа инструмента и время работы инструмента.
не достигнет размера 0,1 мм. Занести в таблицу первое значение износа инструмента и время работы инструмента.
9. Установить резец в резцедержатель. Продолжать обработку детали до тех пор, пока ширина фаски износа на задней поверхности резца не достигнет размера ![]() = 0,2...0,3 мм. Занести второе значение износа и время обработки в табл. 4.1.
= 0,2...0,3 мм. Занести второе значение износа и время обработки в табл. 4.1.
|
Рис. 4.5. Схема замера линейного износа на инструментальном микроскопе:1 - окуляр микроскопа, 2 - резец, 3 - измерительная шкала, 4 - изношенная часть резца |
10. Произвести обработку заготовки на этой скорости и снять два показателя износа по задней грани ![]() = 0,1 мм и
= 0,1 мм и ![]() = 0,2...0,3 мм, записать их в табл. 4.1.
= 0,2...0,3 мм, записать их в табл. 4.1.
Таблица 4.1
Результаты измерения износа
№ опыта | Марка обрабатываемого материла | Диаметр заготовки | Скорость резания в м/мин | Износ по задней грани | Время износа в мин | Величина | Примечание |
|
11. По данным эксперимента строят кривые износа ![]() = f(T).
= f(T).
Устанавливая критерий износа ![]() = 0,8 мм, от оси ординат из точки проводят прямую, параллельную оси абсцисс, и для каждой кривой определяют стойкость инструмента, соответствующую = 0,8 мм -Т1,Т2.
= 0,8 мм, от оси ординат из точки проводят прямую, параллельную оси абсцисс, и для каждой кривой определяют стойкость инструмента, соответствующую = 0,8 мм -Т1,Т2.
Для ускорения проведения стойкостных испытаний воспользуемся тем, что кривые износа ![]() = f(T) при обработке твердосплавным инструментом, начиная с некоторого его значения h, представляют собой пропорциональную зависимость от времени резания (рис. 4.6).
= f(T) при обработке твердосплавным инструментом, начиная с некоторого его значения h, представляют собой пропорциональную зависимость от времени резания (рис. 4.6).
Поэтому достаточно получить две точки на кривой ![]() = f(T) и провести через них прямую линию до пересечения с линией, параллельной оси абсцисс, проведенной из точки
= f(T) и провести через них прямую линию до пересечения с линией, параллельной оси абсцисс, проведенной из точки ![]() = 0,8 мм, и затем определить период стойкости инструмента при V2 и V1 и т. д.
= 0,8 мм, и затем определить период стойкости инструмента при V2 и V1 и т. д.
|
Рис. 4.6. Кривые износа резца из твердого сплава при обработке конструкционных сталей |
12. Построить график зависимости ![]() = f(V) для заданного диапазона скоростей в двойной логарифмической шкале.
= f(V) для заданного диапазона скоростей в двойной логарифмической шкале.
В двойной логарифмической шкале участок функциональной зависимости T = f(V) представляет собой прямую линию. Этот участок монотонной зависимости удобно аппроксимировать степенной функцией:
| (4.2) |
где ![]() - постоянная, характеризующая обрабатываемый и инструментальный материалы, режимы резания, СОЖ.
- постоянная, характеризующая обрабатываемый и инструментальный материалы, режимы резания, СОЖ.
Для определения постоянной ![]() на прямой T = f(V) (рис. 4.7) берем точку Х, определяем для нее скорость и стойкость, вычисляем ее по формуле:
на прямой T = f(V) (рис. 4.7) берем точку Х, определяем для нее скорость и стойкость, вычисляем ее по формуле:
| (4.3) | |
|
4.7. Содержание отчета
1. Наименование, цель и задачи лабораторной работы.
2. Материально-техническое оснащение.
3. Построенные графики зависимости (кривые износа) ![]() = f(T) для двух марок сталей.
= f(T) для двух марок сталей.
4. Построить график зависимости T = f(V) в двойной логарифмической шкале (для двух марок сталей).
5. Определить значение показателя m и постоянной С1.
6. Сделать выводы о влиянии скорости резания и марки сталей на величину стойкости инструмента.
4.8. Контрольные вопросы
1. По каким поверхностям резца происходит износ?
2. Что служит мерой изношенности инструмента?
3. Каков критерий износа при обработке стали, чугуна?
4. Что называется стойкостью инструмента? От каких факторов зависит стойкость?
5. Дать характеристику кривой износа.
6. Какая существует связь между скоростью резания и стойкостью инструмента?
7. В каком диапазоне скоростей происходит адгезионный износ?
8. В каком диапазоне скоростей происходит диффузионный износ?
9. Как влияет материал детали на стойкость инструмента?
5. Лабораторная работа № 5
ЭКСПЕРИМЕНТАЛЬНОЕ ОПРЕДЕЛЕНИЕ СИЛ РЕЗАНИЯ
5.1. Цель работы
Целью работы является изучение и экспериментальная проверка закономерностей изменения сил резания при точении в зависимости от элементов режима резания.
5.2. Содержание работы:
5.2.1. Освоение методики экспериментального определения составляющих силы резания при точении.
5.2.2. Ознакомление с оборудованием и приборами, применяемыми при измерении составляющих силы резания.
5.2.3. Приобретение навыков проведения эксперимента.
5.2.4. Графоаналитическая обработка экспериментальных данных; расчет сил резания по справочникам.
5.2.5. Оформление отчета.
5.2.6. Сравнение результатов экспериментального определения сил резания с их значениями, полученными при расчетах.
5.2.7. Анализ закономерностей изменения сил резания в зависимости от элементов режима резания.
5.3. Теоретическая часть
Срезаемый слой давит на резец с силой резания Р, являющейся геометрической суммой нормальных сил и сил трения, действующих на его передней и задней поверхностях. В практических расчетах расходуемой на резание мощности, расчетах на прочность и жесткость инструмента и отдельных деталей и узлов станка силу резания Р раскладывают на составляющие, направления действия которых совпадают с главным движением и движением подачи.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
