
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
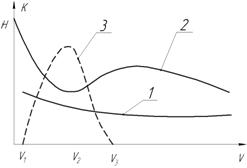
При резании материалов, не склонных к наростообразованию (кривая 1), по мере увеличения скорости резания коэффициент усадки стружки вначале быстро, а затем более медленно уменьшается (рис. 2.6). Указанное влияние скорости резания на К объясняется уменьшением коэффициента трения между стружкой и передней поверхностью инструмента при увеличении температуры на передней поверхности вследствие возрастания скорости резания.
При резании материалов, склонных к наростообразованию (кривая 2), скорость резания влияет на коэффициент усадки стружки следующим образом. Уменьшение коэффициента К при увеличении скорости резания от V1 до V2 и его дальнейшее увеличение при возрастании скорости резания от V2 до V3 связано с действием на процесс стружкообразования нароста Н (кривая 3). При увеличении высоты нароста Н фактический передний угол инструмента увеличивается, вследствие чего степень деформации срезаемого слоя в зоне скоростей от V1 до V2 уменьшается. При возрастании скорости резания от V2 до V3 высота нароста уменьшается так же, как и величина фактического переднего угла, стремящегося к величине переднего угла заточки. Это вызывает увеличение коэффициента усадки стружки. При скоростях резания V > V3 нарост отсутствует и скорость резания влияет на коэффициент К только через изменение коэффициента трения, величина которого уменьшается с увеличением температуры резания.
|
Рис. 2.6. Схема влияния скорости резания на высоту нароста (кривая 3) и коэффициент усадки стружки при резании материалов, не склонных к наростообразованию (кривая 1) и склонных к наростообразованию (кривая 2) |

При увеличении толщины срезаемого слоя металла уменьшается влияние явления трения стружки о переднюю поверхность (зона 2, рис. 2.1), так как деформация носит затухающий характер и максимальное ее значение находится вблизи передней поверхности инструмента, а минимальное – на внешней стороне стружки.
2.2.6. Методы определения коэффициента усадки
2.2.6.1. По длине стружки. Измеряют длину стружки по гладкому контуру гибкой нитью (тонкой проволокой), нить прикладывают к масштабной линейке и определяют ее длину. Длину пути резца при строгании определяют линейкой или штангенциркулем, при точении - как длину дуги между пазами:
| (2.6) |
где х - угол между паузами, град.
2.2.6.2. По толщине стружки. Измеряют в 4...5 точках по ширине и длине стружки микрометром со специальными насадками толщину стружки и подсчитывают её среднее значение.
2.2.6.3. Весовой метод. Замеряют гибкой нитью длину стружки с точностью ± 1 мм, определяют её массу ![]() взвешиванием на аналитических весах. По формуле (2.5) рассчитывают коэффициент усадки.
взвешиванием на аналитических весах. По формуле (2.5) рассчитывают коэффициент усадки.
| (2.7) |
Массу стружки ![]() определяют с точностью до 1 мг. Плотность материала заготовки из стали принимают
определяют с точностью до 1 мг. Плотность материала заготовки из стали принимают ![]() = 7,8 мг/мм3.
= 7,8 мг/мм3.
Лабораторная работа проводится на токарно-винторезном станке мод. 16К20. Деталь закрепляется в трехкулачковом патроне ГОСТ 2675-80, поджимается центром задней бабки. Резец закрепляется в резцедержателе станка.
Полученная на различных режимах стружка измеряется микрометром 0-25 мод. 102 ГОСТ 6507-90.
2.3. Охрана труда и техника безопасности
При работе на токарно-винторезном станке необходимо выполнять следующие требования техники безопасности:
– Не разрешается студенту без присутствия учебного мастера включать станок.
– Станок должен быть заземлен.
– Не допускается работать без головного убора во избежание попадания волос во вращающиеся части станка.
– Одежда работающего должна быть аккуратна во избежание попадания ее во вращающиеся части станка.
– Над зоной резания должен быть защитный щиток, работающий должен иметь защитные очки от попадания отлетающей стружки.
– Не допускается низко наклоняться над деталью во время обработки во избежание попадания стружки на открытые поверхности лица.
– Не допускается брать незащищенными руками горячую стружку, чтобы исключить ожоги и порезы рук.
2.4. Методика проведения эксперимента и обработка результатов
1. Изучить разные типы стружек, представленные в коллекции.
2. Установить и закрепить деталь на станке. Деталь закрепляется в трехкулачковом патроне, поджимается центром задней бабки.
3. Установить и закрепить резец в резцедержателе станка.
4. Измерить штангенциркулем диаметр d обрабатываемой поверхности детали, необходимый для подсчета скорости резания ![]() по заданным числам оборотов n детали:
по заданным числам оборотов n детали:
| (2.8) |
5. При четырех различных значениях t (при постоянной подаче S и постоянных оборотах детали n, т. е. при постоянной скорости резания ![]() ) произвести резание, собрать стружку и уложить ее в соответствующие ячейки коробки.
) произвести резание, собрать стружку и уложить ее в соответствующие ячейки коробки.
6. При четырех различных значениях S (при неизменной глубине t и скорости резания ![]() ) произвести резание, собрать стружку и уложить её в коробку.
) произвести резание, собрать стружку и уложить её в коробку.
7. При четырех различных значениях числа оборотов n детали, т. е. скорости резания ![]() (при постоянных глубине резания t и подаче S) произвести резание, собрать стружки в ячейки коробки.
(при постоянных глубине резания t и подаче S) произвести резание, собрать стружки в ячейки коробки.
8. При постоянных значениях ![]() , S, t, используя резцы с различным значением переднего угла γ, произвести резание и собрать стружки в ячейки коробки.
, S, t, используя резцы с различным значением переднего угла γ, произвести резание и собрать стружки в ячейки коробки.
9. Измерить микрометром 0-25 мод. 102 ГОСТ 6507-90 толщину ![]() снятых стружек и занести показания в табл. 2.1.
снятых стружек и занести показания в табл. 2.1.
10. Определить толщину срезаемого слоя а для различных режимов обработки по формуле:
| (2.9) |
11. Занести величину толщины а в табл. 2.1.
12. Подсчитать коэффициент поперечной усадки k для различных режимов резания и занести его величину в табл. 2.1.
| (2.10) |
13. Исследовать влияние глубины резания на усадку стружки.
14. Исследовать влияние подачи на усадку стружки.
15. Исследовать влияние скорости резания на усадку стружки.
16. Исследовать влияние переднего угла γ на усадку стружки.
17. Определить угол сдвига по формуле (2.2) и занести его значения в таблицу.
Таблица 2.1
Экспериментальные данные
Глубина резания, t, мм | Подача S, мм/об | Число оборотов n, об/мин | Скорость резания v, м/мин | Передний угол g | Толщина срезаемого слоя а, мм | Толщина стружки ас, мм | Коэффициент усадки | Угол сдвига b | Примечания |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
18. Влияние глубины резания t, подачи S, скорости резания Vр и угла γ на коэффициент усадки k представить на графиках (рис. 2.7). Линии зависимостей проводить между экспериментальными точками для графика K= f(t), К= f(s), К= f(V), К= f(γ).
|
Рис. 2.7. Графики экспериментальных зависимостей |
2.5. Содержание отчета
1. Отчет по лабораторной работе оформляется согласно стандарту.
2. Указать цель работы.
3. Указать лабораторное оборудование и измерительную аппаратуру.
4. Выполнить эскизы разных видов стружек и описать условия их образования.
5. Привести таблицу экспериментальных данных (см. табл. 2.1).
6. Построить графики зависимости усадки стружки от режимов резания и переднего угла (см. рис. 2.7).
7. Сделать выводы о влиянии режимов резания и геометрии резца на усадку стружки.
2.6. Контрольные вопросы
1. Что такое срезаемый слой?
2. Какие параметры относятся к геометрии срезаемого слоя?
3. Что называется толщиной срезаемого слоя?
4. Что называется шириной срезаемого слоя?
5. Какие виды стружек известны?
6. При каких условиях образуются сливная, элементная стружка, стружка надлома?
7. Какие параметры относятся к режимам резания?
8. Что называется глубиной резания?
9. Что называется подачей?
10. Что такое скорость резания?
11. При каком условии происходит процесс стружкообразования?
12. Что такое плоскость сдвига?
13. Какие виды деформации претерпевают зерна металла в процессе стружкообразования?
14. Равномерна ли деформация зерен по сечению стружки?
15. Как изменяются размеры стружки по сравнению с размерами срезаемого слоя? Что такое усадка стружки?
16. Что называется коэффициентом продольной усадки, коэффициентом поперечной усадки?
17. Как влияет на усадку стружки толщина срезаемого слоя?
18. Как влияет на усадку ширина срезаемого слоя?
19. Как влияет на усадку глубина резания?
20. Как влияет на усадку подача?
21. Как влияет на усадку скорость резания?
22. Как влияет геометрия резца на усадку стружки?
23. Как связана усадка стружки с углом сдвига?
3. Лабораторная работа № 3
ИССЛЕДОВАНИЕ ВЛИЯНИЯ ЭЛЕМЕНТОВ РЕЖИМА
РЕЗАНИЯ НА СРЕДНЮЮ ТЕМПЕРАТУРУ
КОНТАКТНЫХ ПОВЕРХНОСТЕЙ ИНСТРУМЕНТА
ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
3.1. Цель работы
3.1.1. Ознакомление с методами измерения температуры в зоне резания.
3.1.2. Исследование влияния режимов резания (v, S, t) на среднюю температуру контактных поверхностей инструмента методом естественной термопары.
3.2. Теоретическая часть
Одним из главных факторов, определяющих характер и результаты процесса резания, является теплота, образующаяся в зоне резания. Законы теплообразования объясняют целый ряд явлений, связанных со стойкостью инструмента и качеством обработанной поверхности. Для правильной эксплуатации режущего инструмента необходимо знать эти законы. Основными источниками возникновения теплоты при резании металлов являются:
- работа, затрачиваемая на деформацию в срезаемом слое и в поверхностных слоях детали, Адеф.
- работа, затрачиваемая на преодоление трения заготовки по передней и задней поверхностям инструмента, Атр. п. п, Атр. з.п.
Суммарная работа, затраченная на процесс резания, будет равна:
А = Адеф + Атр. п. п + Атр. з.п. | (3.1) |
Работа резания, произведенная за одну секунду, равна:
| (3.2) |
где ![]() - сила резания, Н; V - скорость резания, м/с.
- сила резания, Н; V - скорость резания, м/с.
Установлено, что практически все механические работы резания (99,5 %) переходят в теплоту, следовательно, количество тепла, выделяющееся при обработке резанием за 1 с, равно:
| (3.3) |
Небольшая часть работы переходит в потенциальную энергию искаженной кристаллической решетки деформированных зерен металла (поглощенная энергия деформации). Это связано с тем, что стружка, обработанная поверхность и трущиеся поверхности инструмента испытывают наклеп. Поэтому более точно формулу можно выразить так:
| (3.4) |
где а - коэффициент, учитывающий потери, незначительные по величине. Обычно этими потерями пренебрегают.
Следовательно, общее количество тепла, выделяющееся при резании, зависит от деформации срезаемого слоя и трения на контактных площадках передней и задней поверхностей инструмента.
Образовавшаяся в процессе резания теплота уносится стружкой, распространяется в деталь, резец и окружающую среду. Уравнение теплового баланса при резании будет иметь следующий вид:
| (3.5) |
где ![]()
![]()
![]() - соответственно теплота, выделившаяся в результате работы деформации, трения по передней поверхности инструмента, трения по задней поверхности;
- соответственно теплота, выделившаяся в результате работы деформации, трения по передней поверхности инструмента, трения по задней поверхности; ![]()
![]()
![]()
![]() - соответственно теплота, распространяющаяся в стружку, деталь, инструмент, окружающую среду.
- соответственно теплота, распространяющаяся в стружку, деталь, инструмент, окружающую среду.
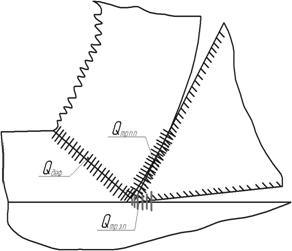
На рис. 3.1 показана схема образования тепла в зоне резания.
|
Рис. 3.1. Источники образования тепла в зоне резания |
На рис. 3.2 приведена схема распределения тепла в зоне резания.
Степень концентрации теплоты в различных участках изделия, стружки и инструмента различна. Поэтому различные точки рабочих поверхностей инструмента, стружки и детали имеют различную температуру. Образуется температурное поле. Высокая температура изменяет свойства металла и определяет фактическую износостойкость инструментального материала.
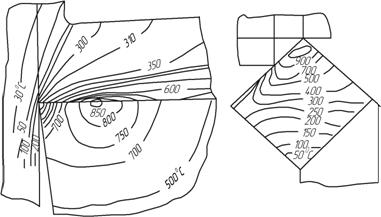
На рис. 3.3 показаны температурные поля стружки, детали и резца.
|
Рис. 3.2. Потоки тепла в стружку, инструмент и деталь |
|
Рис. 3.3. Температурные поля в стружке, детали и резце при точении стали Ш×15 резцом из твердого сплава Т14К8 (V = 80 об/мин, S = 0,5 мм/об, t = 4,1 мм) |

3.2.1. Влияние элементов режима резания на температуру резания
Температура резания зависит от мощности тепловых источников в зоне деформации и на поверхностях трения и интенсивности стоков тепла в деталь и инструмент. В определенных условиях резания температура резания растет с увеличением скорости резания и размеров срезаемого слоя.
Однако их влияние на температуру резания неодинаково. На основании экспериментальных исследований получена эмпирическая формула, связывающая температуру резания с элементами режима резания.
| (3.6) |
где СӨ, zӨ, yӨ, xӨ – постоянный коэффициент и показатели степени, зависящие от условия резания.
Уравнение (3.5) действительно для определения температуры резания только для ограниченных интервалов изменения переменных V, S, t, т. к. показатели степени zӨ, yӨ, xӨ и коэффициент СӨ не являются постоянными величинами и варьируются с изменением условий обработки резания.
При любых условиях обработки величины показателей zӨ, yӨ, xӨ неодинаковы, но при этом всегда zӨ >yӨ >xӨ, то есть на температуру резания наибольшее влияние оказывает скорость резания, затем подача, а наименьшее влияние оказывает глубина резания.
С увеличением скорости резания возрастает количество теплоты (см. формулу 3.2), выделяющееся в зоне резания, а также температура нагрева детали, стружки и инструмента. Однако рост температуры в зоне резания отстает от роста скорости резания, т. к. с увеличением последней составляющая силы резания ![]() несколько уменьшится за счет уменьшения сопротивления срезаемого слоя пластической деформации, что приводит к уменьшению теплообразования при резании. С увеличением глубины резания и подачи увеличиваются площадь поперечного сечения среза и объем деформируемого металла, следовательно увеличится сопротивление металла стружкообразованию и возрастут силы резания, что приведет к увеличению образующегося тепла и температуры резания.
несколько уменьшится за счет уменьшения сопротивления срезаемого слоя пластической деформации, что приводит к уменьшению теплообразования при резании. С увеличением глубины резания и подачи увеличиваются площадь поперечного сечения среза и объем деформируемого металла, следовательно увеличится сопротивление металла стружкообразованию и возрастут силы резания, что приведет к увеличению образующегося тепла и температуры резания.
При этом подача оказывает более существенное влияние на температуру резания, чем глубина резания(yӨ >xӨ), несмотря на то, что глубина резания имеет большее влияние на силу резания, чем подача. Следовательно, можно ожидать, что она будет оказывать и более существенное влияние на теплообразование. С другой стороны, пропорционально глубине резания возрастает и длина активной части режущей кромки, увеличивается площадь контакта стружки и детали с инструментом, в связи с чем улучшается теплоотвод в тело резца и заготовку. Поэтому, несмотря на увеличение тепловыделения при возрастании глубины резания, температура резания повышается незначительно. Исходя из вышесказанного, можно сделать вывод: для уменьшения температуры резания при заданной площади поперечного сечения срезаемого слоя необходимо работать с большим соотношением t/S, а при постоянных величинах t и S – с возможно большим соотношением в/а (за счет уменьшения угла φ), т. е. с широкими и тонкими стружками.
3.2.2. Влияние физико-механических свойств на температуру резания
Физико-механические свойства обрабатываемого материала влияют на силы резания, а следовательно и на работу резания и, как следствие, на количество выделяющейся теплоты, а также на условия теплоотвода.
С повышением прочности, твердости и пластичности обрабатываемого материала температура в зоне резания повышается.
Большое влияние на температуру резания оказывают теплопроводность обрабатываемого материала и характер его микроструктуры. Чем выше теплопроводность обрабатываемого материала, тем ниже температура, т. к. увеличивается теплоотвод в стружку и деталь.
Обработка сталей со структурой зернистого перлита приводит к увеличению температуры по сравнению с обработкой сталей со структурой пластинчатого перлита, что объясняется более высокой пластичностью структуры зернистого перлита. Обработка жаропрочных и нержавеющих сталей с высоким содержанием легирующих элементов также приводит к увеличению температуры в зоне резания, т. к. эти стали обладают низкой теплопроводностью.
3.2.3. Влияние геометрических параметров инструмента
С изменением геометрии инструмента изменяются условия для образования и отвода тепла на зоны резания.
С увеличением переднего угла γ уменьшается сила резания, а следовательно, и работа резания, а также количество теплоты. Однако при этом ухудшаются условия ее отвода, т. к. уменьшается угол заострения β, т. е. массивность головки резца. Поэтому существует некоторый оптимальный угол γ, с увеличением значения которого ухудшаются условия теплоотвода и растет температура в зоне резания.
Аналогичное влияние на температуру резания оказывает главный задний угол α .
С уменьшением главного угла в плане φ увеличивается угол при вершине ε, что приводит к улучшению теплоотвода и следовательно к уменьшению температуры. С увеличением радиуса закругления при вершине резца r так же увеличивается теплоотвод и температура резания уменьшается.
Влияние углов ![]() на температуру резания незначительно и имеет только принципиальное значение.
на температуру резания незначительно и имеет только принципиальное значение.
3.2.4. Влияние смазочно-охлаждающей жидкости на температуру резания
С применением смазочно-охлаждающей жидкости (СОЖ) уменьшается сила резания ![]() и тепловыделение
и тепловыделение ![]() теплоотвод увеличивается за счет свойств охлаждающей жидкости, что приводит к значительному уменьшению температуры резания.
теплоотвод увеличивается за счет свойств охлаждающей жидкости, что приводит к значительному уменьшению температуры резания.
Из многочисленных факторов, изменяющих температуру резания, наиболее значительное влияние оказывают механические свойства обрабатываемого материала, СОЖ, скорость резания.
Уменьшить температуры резания можно за счет уменьшения s, t, ![]() увеличения
увеличения ![]() и применения СОЖ.
и применения СОЖ.
Температурные деформации детали снижают точность обработки. Поэтому важно знать, какие возникают температуры при разных условиях работы. Зависимости для расчёта температуры резания выводятся двумя путями: а) определяются теоретически на основе теории теплопередачи; б) определяются путем непосредственного измерения температуры при изменении условий резания.
3.2.5. Методы измерения температуры резания
Для определения температуры в зоне резания применяют косвенные и непосредственные методы измерения. К косвенным методам относятся такие, как калориметрический, метод термокрасок, метод цветов побежалости, метод измерения микротвердости, фотоэлектрический метод и др.
К непосредственным методам относятся методы измерения температуры при помощи термопар.
3.2.5.1. Метод искусственной термопары
Метод заключается в том, что в резце просверливаются отверстия малого диаметра, не доходящие до какой-либо точки передней или задней поверхности резца примерно на 0,2 и 0,5 мм, в которые вставляется изолированная термопара (часто медь-константа). Температура в точке соприкосновения термопары и резца регистрируется включенным в цепь термопары гальванометром.
3.2.5.2. Метод полуискусственной термопары
Одним из элементов термопары служит сам резец, а другим является константовая проволока, протянутая через сквозное отверстие в резце и изолированная от стенок отверстия.
3.2.5.3. Метод естественной термопары
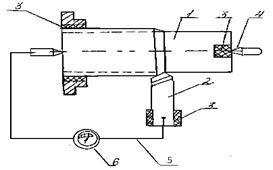
Элементами термопары служат деталь и резец, которые, будучи разнородными металлами, в процессе резания имеют сильно нагретый контакт, являющийся спаем этой термопары. Одна из распространенных схем естественной термопары приведена на рис. 3.4.
Заготовка 1 изолируется от станка при помощи диэлектрических прокладок. Резец 2 изолируется от резцедержателя станка при помощи прессшпановых и текстолитовых прокладок 3 и обеспечивает надежное замыкание вращающегося и неподвижного участков цепи. Возникающая в процессе резания термоэдс регистрируется милливольтметром 6.
Для устранения дополнительных паразитных термопар, возникающих в местах стыка деталей станка с заготовкой, резец и заготовку изолируют от станка. При исследованиях, не требующих высокой точности, установка может быть значительно упрощена. Деталь не изолируют от станка, считается, что роль возникающей дополнительной термопары ничтожна из-за слабого разогревания заднего центра по сравнению с резцом. В связи с этим провод, ранее присоединяемый к детали, можно присоединить к любой точке станка.
|
Рис. 3.4. Схема естественной термопары: 1 - деталь, 2 - резец, 3 - прокладка, 4 - центр, 5 - проволока термопары, 6 - милливольтметр |
Недостатком метода естественной термопары является сложность и необходимость тарирования при каждом изменении материала детали или инструмента. Естественная термопара измеряет некоторую среднюю температуру, тогда как на площадке контакта стружки и передней грани инструмента в процессе резания развивается различная температура в различных точках контакта. Отношение этой средней температуры и наивысшей непостоянно.
3.3. Охрана труда и техника безопасности
1. Студент не имеет права без лаборанта включать станок и проводить лабораторную работу.
2. Нельзя при работе станка низко наклоняться над обрабатываемой деталью во избежание попадания стружки в глаза.
3. Зона резания должна быть прикрыта защитным кожухом.
4. Нельзя горячую стружку брать незащищенными руками.
5. Станок должен быть заземлен.
6. Одежда студента не должна иметь частей, которые могли бы захватываться вращающимися элементами станка. Студент должен иметь головной убор.
3.4. Порядок проведения эксперимента
1. Установить и закрепить деталь в станке.
2. Изолировать резец картонными прокладками от станка.
3. Провести под прокладкой провод потенциометра. Зажать резец в резцедержателе станка.
4. Установить на станке заданную подачу и число оборотов детали.
5. Изменяя четыре раза глубину резания, измерить температуру резания, возникшую в процессе обработки.
6. При этом же числе оборотов и постоянной заданной глубине резания, изменяя четыре раза подачу, измерить температуру резания.
7. Установить на станке заданную подачу, оставив неизменной глубину резания. Изменяя четыре раза числа оборотов детали, измерить температуру резания.
8. Экспериментальные данные занести в табл. 3.1.
Таблица 3.1.
Результаты измерения температуры резания
№ опыта | Режимы резания | Показания милливольтметра, мВ | Температура резания q, °С | |||
Глубина резания t, мм | Подача S, мм/об | Число оборотов n, об/мин | Скорость резания V, м/мин | |||
1 | t1 | Sconst | nconst | Vconst | q1 | |
2 | t2 | q2 | ||||
3 | t3 | q3 | ||||
4 | t4 | q4 | ||||
5 | tconst | S1 | nconst | Vconst | q5 | |
6 | S2 | q6 | ||||
7 | S3 | q7 | ||||
8 | S4 | q8 | ||||
9 | tconst | Sconst | n1 | V1 | q9 | |
10 | n2 | V2 | q10 | |||
11 | n3 | V3 | q11 | |||
12 | n4 | V4 | q12 |
Инструментальный материал:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
