
На некоторых отечественных заводах обогащенные хлорид-сульфатные растворы сбрасывают или передают местному потребителю (например, для регенерации Na-катионитов водоочистки).
На зарубежных предприятиях используются аналогичные приемы вывода сульфатов. Раствор, обогащенный сульфатом, охлаждают в вакуум-кристаллизаторе до 7°С частичным упариванием воды в вакууме, создаваемом трехступенчатой водоструйной системой. По французскому патенту [314] обогащенвый сульфатный раствор охлаждают до 0—10 °С, выделяя из раствора 80—90% сульфата натрия в виде глауберовой соли. Осажденный декагидрат обезвоживают, а маточный раствор возвращают в цикл электролиза.
10.6. ОЧИСТКА РАССОЛА ДЛЯ МЕМБРАННОГО МЕТОДА ЭЛЕКТРОЛИЗА
Сообщения о применении ионно-обменных мембран в электролизерах для получения хлора и каустической соды появились в 50-х годах, а первые опытно-промышленные установки были созданы в 1975 г. в Японии и Канаде.
Промышленное внедрение мембранного электролиза, позволяющего непосредственно получать каустическую соду повышенной концентрации (до 40% NaOH) с незначительной примесью хлорида натрия (0,01—0,04% NaCl), потребовало разработки специальных методов глубокой очистки рассола.
Требования к очищенному рассолу. Ионно-обменпые мембраны особо чувствительны к наличию в рассоле многовалентных катионов (Са2+, Mg2+, Hg2+, Fe3+ и др.). Имея значительно меньшую подвижность по сравнению с ионами натрия, многовалентные катионы задерживаются у ионно-обменных групп мембраны, частично адсорбируясь на ее поверхности, тем самым блокируя и уменьшая обменную емкость мембраны {315, 316]. Если содержание Са2+ и Mg2+ превышает пределы растворимости их гидроксидов, то образующиеся в щелочной среде малорастворимые соединения отлагаются на поверхности или внутри пор мембраны, вызывая деструкцию и уменьшение ее селективности. В результате снижается выход по току, возрастает напряжение, сокращается продолжительность работы мембраны. В случае малого содержания примеси кальция, когда выпадение твердой фазы не происходит, весь кальций, проникший в мембрану, переносится в виде иона кальция в католит и выводится с получаемой каустической содой, оставаясь в ней в виде примеси. Вредное действие оказывают также сульфаты, хлораты, гипохлориты и некоторые другие соединения, которые могут содержаться в рассоле.
Количественные ограничения по содержанию примесей в исходном рассоле зависят от природы используемой мембраны и концентрации получаемой каустической соды. Эти два фактора не являются независимыми, поскольку именно тип мембраны определяет и концентрацию образующейся в католите щелочи. Следует также учитывать взаимную растворимость в системе Са(ОН)2—NaOH—H2O. Известно, что в концентрированных растворах щелочи заметно уменьшается растворимость гидроксида кальция и уже при содержании более 1—1,5 мг/дм3 Са2+ в твердую фазу выделяется Са(ОН)2.

Рис. 10-12. Зависимость скорости осаждения кальция в мембране от его концентрации в рассоле
Рис. 10-13. Зависимость концентрации кальция при нулевой скорости осаждения от концентрации NaOH
На рис. 10-12 и 10-13, по данным [317], представлены зависимость скорости осаждения гидроксида кальция в мембране от концентрации иона кальция в рассоле и зависимость допустимого содержания ионов кальция в исходном рассоле от концентрации получаемой щелочи. Так, при получении в катодном пространстве 40%-ной каустической соды не наблюдается осаждения гидроксида кальция в мембране, если содержание этой примеси в исходном рассоле не превышает 0,02 мг/дм3, а для 20%-ной NaOH содержание примеси кальция не должно превышать 0,08 мг/дм3.
При испытании мембраны Нафион 315 на рассоле, содержащем 20 мг/дм3 Са2+ и 20 мг/дм3 Mg2+, снижение выхода по току достигало 15%, а при работе мембраны Нафион 227 на рассоле, содержащем 6 мг/дм3 Са2+, обнаружено наличие кальция в сульфамидном поверхностном слое и разрушение структуры полимера. Нормальная работа мембраны возможна при содержании в очищенном рассоле менее 0,5 мг/дм3 Са2+ и менее 0,1 мг/дм3 Mg2+ [318]. При сравнении различных мембран установлено [319], что перфторсульфонамидные мембраны более чувствительны к содержанию примесей кальция и магния, чем перфторсульфокислотные мембраны.
По данным [320] присутствие в рассоле 8—10 г/дм3 Na2SO4 снижает за 250 дней работы мембраны выход по току на 2%. Особо вредным для аппаратуры и самой мембраны считается наличие даже ничтожно малых количеств гипохлоритов и хлоратов. Однако полное разрушение хлоратов потребовало бы некоторого избытка применяемого восстановителя, присутствие которого также нежелательно. Наличие в анолите активного хлора резко подавляет сорбционную способность катионита, применяемого для очистки от ионов кальция и магния. Предлагается [321] удалить активный хлор из обесхлоренного и донасыщенного анолита с помощью перекиси водорода (0,2— 0,4 моль 0,3—0,4%-ного раствора Н2О2 на моль активного хлора). Концентрацию гипохлорита и хлората следует поддерживать на уровне 1,0 и 1,2 мг/дм3 соответственно [322].
Технологический регламент отечественных установок с мембранами типа МФ-4СК предусматривает следующие требования к очищенному рассолу:
NaCl, г/дм3, не менее | 300 |
Са2+, мг/дм3, не более | 0,05 |
Fe3+, мг/дм3, не более | 0,05 |
SO42+, г/дм3, не более | 7,5 |
Методы глубокой очистки рассола. Развитие мембранного электролиза стимулировало многочисленные исследования по новым методам очистки насыщенных растворов хлорида натрия от примесных многовалентных катионов. Особые затруднения вызывает очистка рассола от кальция, поскольку допустимое остаточное содержание этих ионов уменьшалось в сто и более раз (от 5 мг/дм3 до 0,02—0,05 мг/дм3).
С помощью химических реагентов такая степень очистки может быть достигнута только за счет образования очень труднорастворимых соединений, например фосфатов. При взаимодействии кальция с фосфатным анионом в щелочной среде возможно образование трехзамещенного фосфата кальция или, что более вероятно, гидроксилапатитов с различным соотношением Са : Р. Если ввести еще добавку фторида натрия, в осадок выделится фторапатит [Са3(РО4)2]3СаF2, имеющий самую низкую растворимость в рассоле. Произведение растворимости Са3(РО4)2 составляет 1*10-25, что соответствует равновесной концентрации по иону кальция 0,4 мг/дм3, а произведение растворимости Са10(ОН)2(РО4)6 равно 1*10-115, что соответствует равновесной концентрации Са2+ 0,03 мг/дм3 [323].
Фосфатную очистку предложено [324—328] проводить с помощью фосфорной кислоты, мета-, пиро - или ортофосфата щелочного металла при рН= 10-М 1,5 и избытке иона фосфата (в пересчете на РО43-) не менее 10 мг/дм3. На рис. 10-14 и 10-15, по данным [329], показано влияние избытка фосфата и рН раствора на остаточное содержание ионов кальция и магния в рассоле. Следует при этом учитывать, что повышенное содержание ионов РО43- в очищенном рассоле отрицательна влияет на анодный процесс электролиза.
По патенту :[330] для выделения кальция в виде апатита добавляют 0,1—1,0% (масс.) фосфата и 0,01—0,1% (масс.) =фторида натрия. Улучшение условий осаждения апатита достигают добавлением затравки фосфата кальция, фторапатита или гидроксида кальция (до 100 мг/дм3). В качестве коагулянта •предложен [329] акрилат натрия (3 мг/дм3), рекомендуется также осаждение кальция и магния вести в присутствии алкил-.аминов —0,1—0,6% (масс.) [331].

Рис. 10-14. Влияние избытка фосфат-иона на остаточное содержание ионов кальция и магния в рассоле
Рис. 10-15. Влияние рН раствора на остаточное содержание ионов кальция и магния в рассоле
Фосфаты могут быть использованы не только как реагенты-осадители, но и как комплексообразующие соединения, связывающие ионы кальция и магния. При добавлении в рассол фосфорной кислоты или фосфатов щелочных металлов в количестве 1—500 мг/дм3 [332, 333] на анодной стороне мембраны образуется гелеобразный осадок состава Са5(РО4)3ОН, который предотвращает миграцию ионов кальция и магния в мембрану. По истечение некоторого времени гель легко смывается соляной кислотой без повреждения мембраны.
Глубокая очистка от ионов кальция и магния (до 0,1 мг/дм3) может быть достигнута с помощью неорганических ионно-обмен-ных веществ. Известно [334, 335], что многие амфотерные оксиды и гидроксиды в зависимости от рН среды, характеризуются катионо - или анионообменными свойствами:
Fe(OH)3 ® Fe(OH)2+ + OH - (кислая среда), (10.14)
Fe(OH)3 ® Fe(OH)2O - + H+ (щелочная среда). (10.15)
В качестве таких амфотерных ионитов предложены Fe(OH)3 и Сr(ОН)3 [336]. В рассол вводят хлориды железа или хрома и с помощью щелочи устанавливают рН=11—12. Растворимость гидроксидов хрома и железа очень мала, вследствие чего после фильтрации остаточное содержание в рассоле ионов Сr3+ или Fe3+ (около 0,04—0,05 мг/дм3) не оказывает отрицательного влияния на процесс мембранного электролиза.
Из органических сорбентов, пригодных для очистки насыщенных растворов хлорида натрия при 70—80°С, представляют некоторый интерес активные окисленные угли, благодаря их химической и термической устойчивости. После предварительной обработки — кипячения в хлороводородной кислоте, активирования в токе углекислоты при 900 °С, окисления кислородом или щелочным раствором гипохлорита натрия — эти угли действуют как высокоизбирательные катиониты [337—340]. Промышленное внедрение этого метода требует прежде всего освоения выпуска углей высокой степени окисления и с достаточной обменной емкостью.
Наибольшее распространение получили методы очистки рассола для мембранного электролиза на органических ионообменных смолах, главным образом хелатного типа, способных образовывать внутримолекулярные комплексы с кальцием и магнием. Для этих целей рекомендуются сополимеры стирола и дивинилбензола, стирола и бутадиена, полимер эпихлоргидрина и др. [317], отечественная ионообменная смола полиам-фолит марки ПА-1 [341]. Характеристика используемых хелатных смол, а также влияние различных факторов на степень очистки от ионов кальция и магния рассматривается в работе [342], особенности процесса очистки рассола с помощью хелатных смол отражены в патентах [343—348].
![]()
![]() Если хелатная смола содержит функциональную группу N—CH2COOH, процесс очистки рассола от кальция и магния с образованием внутримолекулярного комплекса можно представить схемой:
Если хелатная смола содержит функциональную группу N—CH2COOH, процесс очистки рассола от кальция и магния с образованием внутримолекулярного комплекса можно представить схемой:
Очищаемый рассол должен иметь рН = 6—10, так как при рН>11 начинается осаждение гидроксида магния. Температура благоприятно влияет на обменную емкость смолы, однако для увеличения срока ее службы температура рассола не должна превышать 70 °С. Суммарное содержание ионов кальция и магния в рассоле после очистки на этих хелатных смолах колеблется от 0,08 до 1,2 мг/дм3.
Отечественный полиамфолит ПА-1 представляет собой полимер стирола с дивинилбензолом, у которого амино - и окси-метафосфониевые группы привиты к стиролу, причем на 8 сти-рольных колец приходится 2 дивинилбензольных кольца. Таким: образом функциональной группой этой смолы является

Фирмой «Де Нора» (Италия) разработан также процесс очистки рассола с применением жидких хелатных смол [349]. Рассол приводят в контакт с несмешиваемым с водой органическим растворителем (толуол, бензол, керосин и др.), содержащим комплексообразующий агент и добавку, увеличивающую полярность растворителя. Перед контактом с органическим растворителем рН рассола должен составлять 10,5—12, а в процессе экстракции рН снижается до 6, при этом достигается устойчивость образующихся комплексов кальция и магния. После экстракции органический раствор обрабатывают соляной кислотой для извлечения примесей. Указывается, что при начальном содержании ионов кальция и магния по 100 мг/дм3 в результате экстракции содержание каждой примеси снижается до 0,2 мг/дм3.
Технологическая схема очистки рассола для мембранного электролиза зависит от качества используемой поваренной соли и от конкретных условий данного производства, главным образом от характера кооперирования с другими методами электролиза.
Как правило, общая схема включает в себя две стадии: первичную очистку обычным содово-каустическим способом и вторичную глубокую очистку с применением ионообменных смол. Если на установке используют вакуумную соль (не менее 99,9% NaCl), ионитная очистка является единственной стадией процесса. Отработанный анолит донасыщают исходной твердой солью или соединяют с сырым рассолом и подвергают упариванию с целью удаления вводимой с рассолом воды. При кооперировании диафрагменного и мембранного м'етодов электролиза отработанный и обесхлоренный анолит из мембранного электролиза насыщают солью, выделенной при выпаривании электрощелоков и подают в анодную камеру диафрагменного электролизера [350]. Высокая чистота рассола улучшает условия работы диафрагменного электролиза и продлевает срок службы асбестовой диафрагмы. Возможен и другой вариант [336], предусматривающий использование обратной соли цеха выпаривания электрощелоков для мембранного электролиза. Принципиальная схема доочистки рассола для мембранного электролиза показана на рис. 10-16. Поступающий после содово-каустической очистки рассол (NaCl 300—305 г/дм3; Са2++Mg2+ 7—10 мг/дм3; Fe3+ 0,05 мг/дм3; SО42- 7—8 г/дм3) направляют для тонкой фильтрации на листовой фильтр с намывным слоем целлюлозы. После полного отделения взвешенных частиц отфильтрованный рассол, содержащий растворенные примеси кальция и магния в количестве до 5 мг/дм3, поступает в верхнюю часть колонны, заполненной ионообменной смолой. Доочищенный рассол, в котором суммарное содержание ионов кальция и магния не превышает 0,05 мг/дм3, подают в анодное пространство мембранного электролизера. Туда же подают расчетное количество реактивной хлороводородной кислоты, достаточное для полной нейтрализации мигрирующей через мембрану щелочи. Вытекающий из электролизера отработанный анолит (180—200 г/дм3 NaCl; 0,5 г/л СlO3-; 0,2—0,3 г/л СlО-) вновь подкисляют и направляют на вакуум-колонну для дехлорирования. Окончательное дехлорирование и разрушение хлоратов проводят в реакторе с помощью пиросульфита натрия (Na2S2O5). При этом содержание хлората уменьшается до 0,005 г/дм3 СlО3-, а СlO - — отсутствует. Для вывода накапливающихся в цикле сульфатов часть анолита (примерно около 50%) подвергают десульфатизации хлор-кальциевым способом. Объединенный поток анолита направляют на донасыщение в солерастворитель.
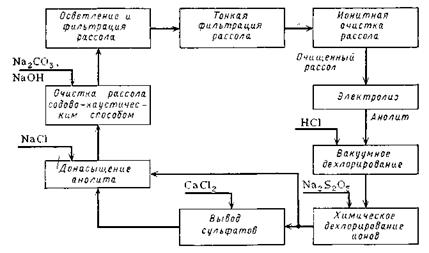
Рис. 10-16. Принципиальная схема очистки рассола для мембранного электролиза
Для подготовки ионообменной смолы к работе проводят следующие операции: промывку 5%-ным раствором хлороводородной кислоты, отмывку от избытка кислоты обессоленной водой, промывку 5%-ным раствором NaOH и отмывку от избыточной щелочи очищенным рассолом.
Регенерацию отработанной смолы проводят в такой последовательности: взрыхление смолы очищенным нейтральным рассолом, обработка 5%-ным раствором хлороводородной кислоты или, предпочтительно, кислым рассолом (200 г/дм3 NaCl, 40 г/дм3 НСl) для извлечения сорбированных ионов кальция и магния, промывка нейтральным очищенным рассолом, перевод смолы в рабочую Na+ форму щелочным рассолом, содержащим примерно 10 г/дм3 NaOH.
10.7. ПРИГОТОВЛЕНИЕ И ОЧИСТКА РАССОЛА ДЛЯ ЭЛЕКТРОЛИЗА С РТУТНЫМ КАТОДОМ
Особенности очистки рассола для электролиза с ртутным катодом. Технологическая схема приготовления и очистки рассола для электролиза с ртутным катодом имеет свои особенности, связанные со спецификой как электрохимического процесса, так и требований, предъявляемых к чистоте рассола.
При электролизе с ртутным катодом разлагается значительно меньшая часть растворенного хлорида натрия, чем при электролизе с диафрагмой. Так, рассол, поступающий в электролизеры, содержит 305—310 г/дм3 NaCl, а рассол, который отводится из них, имеет концентрацию 260—270 г/дм3 NaCl. Количество циркулирующего рассола на 1 т каустической соды (при среднем уменьшении концентрации NaCl на 40 кг/м3 в результате электролиза) составляет 35—36 м3, т. е. примерно в 3,5 раза больше, чем при диафрагменном электролизе.
Выходящий из электролизера рассол обеднен по NaCl и содержит, кроме растворенного хлора, соляную и хлорноватистую кислоты, образующиеся в результате гидролиза хлора. Такой рассол увеличивает коррозию оборудования и коммуникаций. Присутствие ионов СlO - ухудшает также условия осаждения кальция и магния при последующей очистке донасыщенного рассола. Если растворенный хлор не используют, это может привести к потере примерно 2% его выработки. Возникает необходимость включить в процесс очистки рассола для ртутного электролиза дополнительную стадию дехлорирования анолита. Обедненный рассол требуется также очищать от содержащихся примесей ртути (чтобы предотвратить ее потери в процессе до-насыщения и очистки рассола) и от мелких частиц графита.
Электролизеры с ртутным катодом чувствительны к присутствию в рассоле тонкой мути, которая может оседать на поверхности ртути. Поэтому рассол подвергают фильтрации дважды— после осаждения примесей ртути из дехлорированного анолита и особо тщательно после очистки донасыщенного рассола.
Электролитическая щелочь, получаемая по методу электролиза с ртутным катодом, не нуждается в упаривании. В связи с этим для вывода сульфатов из циркулирующего рассола приходится применять специфические приемы.
Существенной особенностью электролиза с ртутным катодом является влияние примесей металлов, содержащихся в рассоле, на катодный процесс. Высокий электроотрицательный потенциал амальгамы натрия способствует выделению этих примесей на катоде, что приводит к загрязнению амальгамы натрия и образованию так называемого амальгамного масла, а также снижает перенапряжение водорода. В присутствии амальгамного масла ухудшается циркуляция ртути, частички графита, задерживающиеся на поверхности амальгамы, могут быть причиной короткого замыкания анодов с ртутным катодом. Снижение перенапряжения водорода способствует его усиленному выделению, что может создать взрывоопасную концентрацию водорода в хлоргазе.
Действие различных примесей индивидуально, в то же время характер влияния примесей в рассоле на процесс ртутного электролиза в значительной мере определяется сочетанием и одновременным присутствием некоторых примесей. Несмотря на обширный экспериментальный материал, до сих пор еще не сложилось определенного мнения о влиянии отдельных примесей на процесс электролиза с ртутным катодом. В первую очередь это относится к влиянию солей кальция, всегда присутствующих в относительно большом количестве в поваренной соли.
В первых исследованиях (1902—1905 гг.), посвященных изучению влияния посторонних примесей на процесс электролиза с ртутным катодом, установлено сильное действие небольших количеств ионов хрома на разложение амальгамы; было найдено, что ионы кальция, магния и железа, каждый в отдельности, даже при высокой концентрации почти не влияют на выход по току. Однако присутствие кальция или магния усиливает вредное влияние других примесей, например никеля и кобальта. Совместное же присутствие магния и железа снижает выход по току до 80%, а при совместном присутствии заметных количеств кальция и магния наблюдается повышенное содержание водорода в хлоргазе.
Количественно оценить действие различных примесей в рассоле на кинетику выделения водорода в ртутном электролизере весьма затруднительно. Лабораторные опыты недостаточно воспроизводимы, отклонения полученных результатов достигают ±30%, а иногда наблюдаются и качественные расхождения. Подробный анализ влияния примесей и механизма их действия на кинетику выделения водорода на амальгамном электроде приведен в монографии [351].
Общие выводы сводятся к тому, что наиболее сильно действующими амальгамными ядами являются металлы с низким перенапряжением водорода, мало растворимые в ртути и плохо смачивающиеся ртутью или амальгамой. К ним, в первую очередь, относятся примеси хрома, ванадия, молибдена и германия. Допустимая концентрация этих примесей оценивается в пределах 1*10-5-1*10-6 %.
Примеси металлов могут находиться в различной валентной и ионной формах. Обычно в рассоле преобладают анионные формы хрома (Сr2О72-, СrО42-), ванадия (VO3-), молибдена (МоО42-), а германий находится в виде нейтральной молекулы H2GeO3 вследствие незначительной степени ее диссоциации.
Ионы кальция сами по себе не влияют на процесс электролиза с ртутным катодом, поэтому допускается их содержание в пределах растворимости СaSO4 в рассоле (1,1—1,2 г/дм3 Са2+), но при условии глубокой очистки от других примесей. Присутствие ионов щелочноземельных металлов в рассоле уменьшает способность железа и никеля к амальгамированию, а в очищенном от кальция рассоле они хорошо амальгамируются и практически безвредны. Вследствие этого сочетание ионов Fe3+ и некоторого количества ионов Са2+ или Mg2+ ухудшает процесс в большей степени, чем присутствие в рассоле примеси только ионов железа.
Действие тантала в процессе электролиза можно сравнить с действием хрома и ванадия. Действие же титана проявляется при концентрации 5 мг/дм3, но менее сильно, чем действие 1 мг/дм3 ванадия. При изучении кинетики разложения амальгамы натрия установлено, что на процесс электролиза не влияют соли кобальта, рутения, палладия — при концентрации 1 мг/дм3, соли серебра, алюминия, лантана, титана, висмута, железа, никеля — при концентрации 10 мг/дм3; соли меди, магния, кадмия, марганца, сурьмы, вольфрама — при концентрации 100 мг/дм3; не заметно действие солей бериллия, кальция, стронция, бария, цинка, циркония, олова, бора — при концентрации 1000 мг/дм3.
Учитывая противоречивость приведенных в литературе количественных характеристик о влиянии примесей металлов в рассоле на процесс электролиза с ртутным катодом, ковым предложена методика, основанная на измерении объема выделившегося водорода при обработке амальгамы натрия испытуемым рассолом («амальгамная проба»). По этой методике в строго одинаковых условиях исследовано влияние на процесс электролиза свыше 40 различных катионов.
Влияние примесей анионов в рассоле на скорость разложения амальгамы также изучалось по изменению скорости выделения водорода. Найдено, что бромиды, иодиды и хлораты в количестве до 0,1 г/дм3 и сульфаты в количестве до 8 г/дм3 не оказывают заметного влияния на скорость выделения водорода. Эффект действия нитратов сложнее, так как ионы NO3- не только ускоряют разложение амальгамы, но и восстанавливаются в процессе электролиза.
Некоторые анионы ослабляют вредное влияние других примесей. Например силикаты снижают действие молибдена и ванадия, несколько слабее ингибирующее действие боратов и фторидов, а пирофосфаты дезактивируют ванадий, образуя с ним комплексное соединение.
Влияние примесей в рассоле на анодный процесс сводится главным образом к действию сульфатов и хлоратов. Зависимость износа графитовых анодов от содержания сульфатов и хлоратов в рассоле рассматривалась ранее применительно к диафрагменному электролизу. Указывалось также, что в случае использования металлоокисных анодов (ОРТА) содержание сульфатов ограничивается только их влиянием на растворимость поваренной соли. Исходя из этого, допустимая концентрация сульфат-иона принимается 4 г/дм3, что соответствует растворимости CaSO4 в рассоле.
Большое влияние на катодный и анодный выход по току и на образование побочных продуктов оказывает кислотность рассола. Установлено, что влияние одних и тех же примесей при равных концентрациях проявляется активнее в щелочной, чем в кислой среде. Большинство цехов ртутного элетролиза работает на рассоле при рН = 2,5—3,0. В ряде случаев при тщательной очистке рассола можно работать и с щелочным электролитом (рН = 9—11), однако следует 'иметь в виду, что в щелочной среде образуются гипохлориты.
Таким образом, однозначно сформулировать общие требования в отношении допустимого содержания отдельных примесей в рассоле, используемом для электролиза с ртутным катодом, довольно трудно. Допустимую концентрацию ионов металлов надежнее всего регламентировать при помощи так называемой амальгамной пробы. Количество водорода, выделившегося за 30 мин в стандартных условиях, не должно превышать 0,3 мл. Содержание Са2+ и SO42- допускается в пределах растворимости CaSO4, однако поскольку после донасыще-ния анолита производится содово-каустическая очистка, фактически поддерживают концентрацию Са2+ около 20 мг/дм3. Механические примеси в рассоле должны отсутствовать.
Методы очистки рассола на отдельных стадиях процесса. Дехлорирование обедненного рассола и очистка от ртути. После обесхлорирования в вакууме и отдувки воздухом в анолите остается 0,01—0,02 г/дм3 хлора. При химическом дехлорировании обедненного рассола протекают следующие реакции:
4Cl2+Na2S+4H2O ® Na2SO4+8HCl, (10.17)
3Cl2+Na2S+3H2O ® Na2SO3+6HCl, (10.18)
Cl2+Na2S ® 2NaCl + S. (10.19)
Для выяснения химической сущности и кинетики процесса взаимодействия сульфида натрия с хлором реакцию обесхлорирования изучали при помощи потенциометрического титрования рассола различной кислотности. В кислом дехлорированном рассоле при восстановлении был обнаружен преимущественно сульфат натрия (реакция 10.17) и лишь следы сульфита (реакция 10.18). При восстановлении в щелочной среде образуется, главным образом, элементарная сера (реакция 10.19) и в меньшей степени сульфат (реакция 10.17). Направление реакции взаимодействия сульфида натрия и активного хлора зависит также от избытка обесхлоривающего агента. При избытке Na2S образуется сера (реакция 10.19), при избытке Сl2 — сульфит и сульфат (реакции 10.17 и 10.18).
Чтобы избежать возможного увеличения выделения водорода, в рассол вводят свежеприготовленный раствор сульфида натрия (5 г/дм3 Na2S). Степень обесхлоривания можно достаточно точно контролировать по потенциалу окислительно-восстановительной системы. В качестве электродов применяют гладкую платину, один электрод погружают в титруемый раствор, другой — в раствор хлорида натрия, концентрация которого соответствует концентрации NaCl в рассоле до дехлорирования. В точке эквивалентности потенциал равен 300 мв.
Для удаления следов хлора из рассола можно применять также полисульфид, сульфит или бисульфит натрия, пероксид водорода:
Cl2 + NaHSO3 + H2O ® NaCl + HCl + H2SO4, (10.20)
Cl2+Na2SO3+H2O ® 2NaCl + H2SO4, (10.21)
Cl2+H2O2 ® 2HCl + O2. (10.22)
Как видно из этих реакций и данных табл. 10-12, расход сульфита и бисульфита больше расхода сульфида. Соответственно рассол загрязняется, главным образом, сульфатом. Полисульфид содержит больше серы, чем сульфид, поэтому его расходуется меньше. Это способствует коагуляции других осаждаемых примесей и их отделению от рассола при его осветлении.
Таблица 10-12. Расход реагентов-восстановителей на дехлорирование рассола
Реакция | Молярное соотношение реагентов | Расход реагента (кг на 1 кг хлора) | Реакция | Молярное соотношение реагентов | Расход реагента (кг на 1 кг хлора) |
(10.17) | Na2S : 4Сl2 | 0,27 | (10.20) | NaHSO3 : Cl2 | 1,47 |
(10.18) | Na2S : 3Сl2 | 0,37 | (10.21) | Na2SO3 : Cl2 | 1,78 |
(10.19) | Na2S : Сl2 | 1,10 | (10.22) | Н2O2 : Сl2 | 0,48 |
В качестве восстановителей при дехлорировании обедненного рассола применяют также активированный уголь и графит. Обедненный рассол в отдельной емкости подщелачивают до-требуемого рН, затем последовательно пропускают снизу вверх через два аппарата с насадкой из дробленых отработанных анодов (размеры кусков 6—18 мм). Советскими исследователями [352—354] изучено дехлорирование обедненного рассола с помощью пористых активированных углей, высокодисперсной сажи различных марок и электродного графита. Наибольшая скорость разрушения активного хлора наблюдается на угле марки АР-3 в кислой среде при рН-1,9 и при температуре 80°С. Заявлен способ [355], предусматривающий прохождение ано-лита через слой активированного угля и через два слоя (до и после активированного угля) инертного материала (кольца Рашига или керамические шары). При использовании активированного угля возможно загрязнение анолита гуминовыми веществами.
Предложены также электрохимический [356] и фотохимический [357] способы дехлорирования анолита, обработка анолита газообразными углеводородами (этиленом, перхлорэтиле-ном, пропиленом) [358] или неорганическими пероксидами [359].
Сульфидное дехлорирование анолита сопровождается выделением находящихся в рассоле примесей ртути (10—20 мг/дм3 при нормальной работе; 40—60 мг/дм3 при нарушениях режима) в виде малорастворимого соединения HgS. Этот осадок можно отфильтровать непосредственно после химического дехлорирования, но чаще он выделяется вместе со шламом, образующимся при очистке донасыщенного рассола. Чтобы уменьшить соосаждение ртути при содово-каустической очистке донасьь щенного рассола, предложено [360] оставлять в рассоле более 10 мг/дм3 активного хлора.
Очистка концентрированных растворов хлорида натрия от примесей растворенной ртути может быть осуществлена также с помощью активированных углей [361—363] или ионообменных смол [364—366].
В случае использования для донасыщения анолита чистой выварочной соли представляют интерес предложения об исключении химической стадии дехлорирования с тем, чтобы ртуть не выделялась в осадок, так как ее регенерация из шлама является малоэффективной. В этом случае ртуть будет оставаться в рассоле в растворенном виде и снова поступать в отделение электролиза. Этот же эффект может быть достигнут, если Na2S при дехлорировании добавлять с таким расчетом, чтобы не происходило образование сульфида ртути. Это, однако, потребовало бы очень тонкой дозировки раствора сульфида натрия. Отказ от дехлорирования сульфидом натрия приемлем только при более глубоком удалении хлора на стадии отдувки воздухом. Так, при заполнении отдувочной колонны кольцами Рашига и установки распылителей рассола, удается уменьшить содержание хлора в выходящем рассоле до 0,004—0,007 г/дм3.
Донасыщение дехлорированного обедненного рассола. Вытекающий из электролизеров обедненный рассол, содержащий 260—270 г/дм3 NaCl, после полного удаления хлора и фильтрования донасыщают твердой солью до содержания 305—310 г/дм3 NaCl. Известны и используются промышленностью различные методы донасыщения анолита.
Заводы, пользующиеся твердой привозной солью, хранят эту соль на складах, где и осуществляется донасыщение. Склад разделяют на отсеки, что позволяет поочередно проводить очистку от накапливающегося шлама. Поскольку анолит после химического дехлорирования содержит избыточную щелочь, уже на склада начинают выделяться гидроксиды магния и железа. Для ускорения осаждения осадков добавляют полиакриламид.
Если источником соли является подземный рассол, возможны два варианта: донасыщение непосредственно в скважине или предварительное получение из подземного рассола твердой выварочной соли, которой донасыщают анолит. На заводе в г. Макинтоше (США), построенном на базе крупных соляных залежей [367] применяется способ донасыщения анолита в скважине. Обедненный рассол после дехлорирования направляют в бассейн, заполненный древесным углем, для удаления оставшихся следов хлора. Из бассейна рассол подают непосредственно в соляные скважины, где концентрация доводится до 310 г/дм3 NaCl. Из скважины рассол поступает в отстойник для отделения взвешенных нерастворимых примесей и затем в сборник концентрированного рассола. По второму варианту подземный рассол из приемных резервуаров подогревают в теплообменниках до 50—60 °С и направляют в реакторы непрерывного действия для химической очистки от солей кальция и магния. Очищенный и осветленный рассол далее поступает на выпарную установку с аппаратами принудительной циркуляции. Для уменьшения коррозии выпарных аппаратов рассол рекомендуется предварительно подвергать деаэрации. Стадия выпаривания рассола может быть оборудована установкой для удаления сульфатов, накапливающихся в маточном растворе. Получила распространение кооперация ртутного электролиза с диафрагменным. В этом случае обедненный анолит донасыщают солью, получаемой при упаривании щелоков из диафрагменных ванн. Однако обратная соль содержит вредные примеси, попадающие из анодов и в результате коррозии аппаратуры; эти примеси удается частично вымыть чистым рассолом, возвращая промывные растворы опять на диафрагменный электролиз.
При донасыщении рассола чистой выварочной солью или обратной солью можно исключить стадии дехлорирования, выделения ртути и химической очистки от кальция и магния основного количества циркулирующего в системе рассола. Очистке подвергают только 5—10% общего количества рассола, что определяется степенью накопления в нем примесей, главным: образом, сульфатов. Это упрощает схему рассолоочистки и исключает потери ртути с рассолом, так как растворенные соединения ртути возвращаются в цикл электролиза.
Предложены и другие варианты рассольного цикла ртутного электролиза:
непосредственное упаривание обедненного рассола в вакуум-испарителях до требуемой концентрации NaCl. Этот варигнт не исключает стадию предварительного дехлорирования рассола, а выпарная аппаратура должна быть изготовлена из стойких к действию хлора материалов:
сброс обедненного рассола, например, для использования в производстве кальцинированной соды. Это целесообразно при-наличии дешевого подземного рассола и близкого расположения содового завода.
Очистка донасыщенного анолита от примесей кальция, магния и сульфатов. Необходимая степень очистки рассола для ртутного электролиза от ионов кальция, как уже отмечалось, недостаточно четко определена. Известно, что в присутствии только ионов кальция или только ионов магния разложение амальгамы не ускоряется. В диапазоне рН от 1,7 до 3,5 потери тока и концентрация водорода в хлоргазе почти неизменны, если содержание ионов кальция в электролите не превышает величину, определяемую произведением растворимости сульфата кальция в насыщенном рассоле, а содержание магния не превышает 5 мг/дм3, железа — 0,1 мг/дм3 i[367]. На влияние кальция сказывается также присутствие других микропримесей тяжелых металлов и изменение рН рассола. Подкисление рассола, содержащего ионы кальция, кроме того предотвращает образование на поверхности катода гидроксида кальция.
Противоречивые результаты, получаемые на промышленных установках, работающих на рассолах, содержащих до 1,0— 1,2 г/дм3 Са2+, объясняется, по-видимому, повышенной чувствительностью такого рассола к другим микропримесям. На некоторых зарубежных заводах ртутный электролиз ведут или без очистки, или с очисткой от ионов кальция только 20—25% общего количества рассола. Отдельные отечественные заводы также неполностью очищают рассол от кальция. Запатентован [368] способ обработки рассола, позволяющий значительно уменьшить выделение водорода при электролизе концентрированных растворов хлорида натрия, содержащих сульфат кальция, если величина рН и концентрация сульфата кальция в рассоле поддерживаются в определенных взаимосвязанных пределах. Требуемое значение рН раствора поддерживают добавлением кислоты непосредственно перед подачей рассола в ванны, концентрацию сульфата кальция менее 4 г/дм3 сохраняют, соответственно регулируя определенную концентрацию Na2SO4.
В тех случаях, когда в схеме предусмотрено полное или частичное удаление ионов кальция, очистка донасыщенного рассола от кальция и магния не отличается существенно от описанного ранее процесса для диафрагменного электролиза: ионы кальция осаждаются кальцинированной содой, ионы магния — NaOH при рН = 11 —11,2. Осветление образующейся суспензии осуществляют в отстойниках Дорра, а очищенный рассол подвергают двухкратной фильтрации.
При электролизе по методу с ртутным катодом в циркулирующем рассоле сульфатов накапливается несколько меньше, чем при диафрагменном электролизе, так как присутствие Na2SO4 в обедненном рассоле, направляемом на донасыщение, способствует снижению растворимости CaSO4 (рис. 10-17). В результате сульфаты неполностью переходят из соли в рассол.
Меньшее накопление сульфатов в рассоле делает неприемлемым физико-химический метод их вывода путем вымораживания. Более надежной является очистка рассола солями бария. При применении ВаС12 выпадающий сульфат бария коагулируется хлопьями гидроксида магния и быстрее отстаивается. Целесообразно удалять сульфаты из части рассола до остаточной концентрации 0,1—1,0 г/дм3 с таким расчетом, чтобы после объединения с остальным потоком концентрация сульфатов не превышала 4—6 г/дм3. При такой схеме уменьшаются объемы необходимых емкостей и количество рассола, который должен отстаиваться или отфильтровываться от осадка BaSO4. На некоторых зарубежных заводах вместо хлорида бария для осаждения сульфатов применяют карбонат бария. При этом одновременно с сульфатами из рассола выводится содержащийся в нем кальций. Процесс проводят в двух аппаратах. В первом: сульфаты осаждают карбонатом бария, количество которого/ рассчитывают в зависимости от содержания сульфат-ионов. Избытка карбоната бария обычно избегают вследствие его высокой стоимости. Отстоявшийся раствор затем перекачивают во второй аппарат и осаждают остаток кальция содой.

Рис. 10-17. Растворимость сульфата кальция в насыщенных растворах NaCl, содержащих сульфат натрия:
1 — при 20 °С; 2 — при 40 °С: 3 — при 60 °С; 4 — при 80 °С
При значительном накоплении сульфатов более экономичным является хлоркальциевый метод очистки,[369]. Для случая, когда молярное содержание сульфата в рассоле выше содержания кальция, предложен способ [370] выделения сульфатов в виде двойной соли Na2SO4*CaSO4 (глауберит).
Очистка рассола от амальгамных ядов. Пригодность соли или рассола для электролиза в ваннах с ртутным катодом определяется прежде всего по содержанию примесей соединений металлов, являющихся амальгамными ядами. Если образцы соли или рассола дают повышенную «амальгамную пробу», в ряде случаев отказываются от использования этих месторождений. Вредные примеси могут перейти в рассол не только из соли, поэтому следует учитывать также возможность, загрязнения рассола соединениями хрома, никеля, марганца, молибдена и других металлов при его контакте с оборудованием, коммуникациями. Кроме того, из некоторых сортов графитовых анодов в рассол могут переходить ванадий, вольфрам,, хром, из токоподводов — медь, олово. Известны случаи, когда: примеси тяжелых металлов попадали в рассол с известковым' молоком, применяемым при содово-известковой очистке рассола.
В процессе химического дехлорирования и очистки обедненного рассола от ртути наблюдается только частичное осаждение сульфидов хрома, ванадия, Германия и молибдена, так как обработка рассола сульфидом натрия не обеспечивает высокой:
степени очистки от солей тяжелых металлов. Ряд авторов изучали условия осаждения перечисленных сульфидов при 70— 80°С и рН = 7—12 из рассолов, предварительно очищенных от примесей соединений кальция и магния. Отмечено, что при повышенной щелочности (до 0,5 М NaOH) осаждение сульфида ртути не сопровождается выделением в осадок ванадия, циркония, молибдена, хрома, а из слабощелочного рассола вместе с сульфидом ртути осаждается только молибден. Не существует значений рН, оптимальных для всех примесей, поэтому в каждом случае в зависимости от того, какие примеси попадают в рассол из исходной соли и аппаратуры, следует подбирать условия осаждения.
Поскольку не всегда представляется возможным отказаться от источника соли, загрязненного вредными примесями, разработаны различные методы очистки рассола от амальгамных ядов.
Первые отечественные исследования [371] были направлены на очистку рассола от вредных микропримесей с помощью ионитов марок ЭДЭ-10, АН-2Ф, КУ-2, КМТ, КБ-2 и КБ-4. Наиболее подробно изучена сорбция хрома в виде ионов Сr3+ и Сr2О72- из насыщенных и разбавленных растворов хлорида натрия. Установлено, что сульфокатионит КУ-2 и карбоксильные ка-тиониты марок КМТ, КБ-4 и КБ-2 в Н-форме не извлекают ионы хрома из концентрированного раствора хлорида натрия. Катионит КУ-2, переведенный в Na-форму, также не извлекает хрома из насыщенных растворов, и только при снижении концентрации до 150 г/дм3 NaCl хром сорбируется на катионите. Однако степень использования емкости катионита незначительна. Эффективна сорбция хрома на катионите КМТ в Na-форме из насыщенных и разбавленных растворов NaCl, степень использования катионита около 50%. Трехвалентный хром сорбируется катионитами КБ-2 и КБ-4, ионы шестивалентного хрома Сr2О72- поглощаются анионитами АН-2Ф и ЭДЭ-10 в Cl-форме. Обменная емкость анионита АН-2Ф до проскока в несколько раз превышает обменную емкость анионита ЭДЭ-10.
Дальнейшие исследования по ионитной очистке рассола от микропримесей показали, что извлечение ванадия, молибдена и хрома происходит эффективно как в кислой, так и в щелочной среде на анионите АВ-17 до остаточного содержания 0,003—0,007 мг/дм3 каждой примеси [372]. Изучена также очистка от ванадия на других катионо - и анионообменных смолах. Только смола КБ-4П2 частично адсорбирует ванадий, а при использовании анионитов лучшие результаты получены с помощью слабоосновной смолы АН-2Ф, отличающейся высокой механической прочностью. Максимальное поглощение происходит при рН = 2,5—3,5 [373]. Очистку от Германия предложено [374] проводить на ионообменных смолах AM, АМП и ЧФО при рН = 9—12, поскольку в этом интервале щелочности германий находится в анионной форме.
Весьма эффективная очистка насыщенных растворов хлорида натрия от примесей тяжелых металлов, находящихся в рассоле в различных валентных и ионных формах, достигается с помощью активированных и окисленных углей. В работе [375] изучена очистка рассола от Mo(V), Mo(VI), V(IV), V(V), Cr(III) и Cr(VI) на окисленном угле. Очистку следует вести в слабокислой среде на водородной форме окисленного угля, а регенерацию осуществляют ступенчато: водой (рН = 6—7), слабощелочным раствором (рН = 9—12) и затем концентрированной щелочью (10% NaOH). По данным [376] остаточное содержание Al, Ni, Zn, Fe, Pb, Mn и Си в растворе хлорида натрия после очистки на окисленных углях в Na-форме и на обычном активированном угле в ОН-форме не превышает 2-10~6% (масс.). Установлено [377], что обычный активированный уголь сорбирует молибден в анионной форме, а окисленный уголь — в катионной форме.
Очистка рассола от амальгамных ядов возможна методом соосаждения с осадком гидроксида железа [378—380]. Показано, что в насыщенном растворе хлорида натрия гидроксид железа не теряет своих ионообменных свойств, в кислой среде он обладает избирательностью к анионным формам амальгамных ядов. В реактор дозируют раствор FeCl3 в количестве 10 мг/дм3 и создают рН = 3—6, время перемешивания 10— 15 мин, осадок Fe(OH)3 с поглощенными примесями отделяют на стадии фильтрации рассола. Остаточное содержание ванадия и молибдена после очистки составляет менее 2*10-8 г/дм3, хрома — 1*10-5 г/дм3.
Предложена [381] также очистка рассола от всех амальгамных ядов обработкой его амальгамой натрия, однако этот способ требует больших затрат ртути.
Технология и основные аппараты процесса очистки рассола для ртутного электролиза. Принципиальная технологическая схема приготовления и очистки рассола для ртутного электролиза, при условии донасыщения анолита твердой привозной солью, представлена на рис. 10-18.
Готовый очищенный рассол подается через титановые подогреватели по стальному гуммированному трубопроводу в напорный бак 1 отделения электролиза.
Вытекающий из электролизера 2 анолит поступает сначала в аппарат 3 для отделения основной массы хлора от рассола, затем его направляют для дехлорирования в верхнюю часть вакуумной колонны 4, представляющей собой вертикальный цилиндрический аппарат (диаметр 2000 мм, высота — 2250 мм) с коническим днищем и сферической съемной крышкой. При вакууме 60—67 кПа (450—500 мм рт. ст.), создаваемом титановыми водокольцевыми насосами, анолит кипит и из него выделяется около 80% растворенного хлора. Выделяющийся хлоргаз, пройдя титановые холодильники и титановый брызго-улавливатель, поступает в водоотделители, а затем на осушку.
Из вакуумной колонны анолит по барометрической трубе направляют в барометрический гидрозатвор, из которого он самотеком переходит в отдувочную колонну 5. В нижнюю часть колонны подают сжатый воздух для отдувки оставшегося в анолите растворенного хлора. Выходящий из колонн воздух поступает на очистку щелочью или известковым молоком.
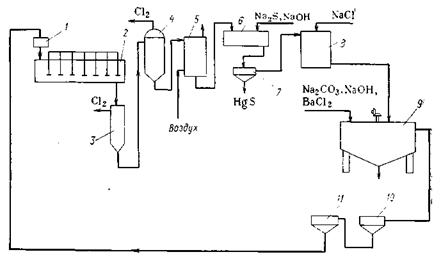
Рис. 10-18. Схема приготовления и очистки рассола для электролиза с ртутным катодом:
1 — напорный бак; 2 — электролизер; 3 — аппарат для сепарации хлора из анолита; 4 — вакуумная колонна; 5 — аппарат для отдувки хлора воздухом; 6 — аппарат для химического дехлорирования; 7 —фильтр; 8 — сатуратор или склад-растворитель соли; 9 — отстойник Дорра; 10 — фильтр первой стадии фильтрации; 11 — фильтр второй стадии фильтрации
Для полного дехлорирования химическим методом анолит направляют в реакционный бак 6. Туда же подается 20%-ный раствор гидросульфида натрия и 20%-ный раствор NaOH для связывания остаточного хлора, осаждения ртути и частичного отделения примесей тяжелых металлов на фильтре 7.
Дехлорированный анолит, содержащий 0,1—0,2 г/дм3 NaOH и 0,02—0,04 г/дм3 NaHS подают в сатуратор или на склад-растворитель соли 8 для донасыщения. Пройдя слой соли, он насыщается до 300—310 г/дм3 NaCl. Для предотвращения попадания твердых частиц соли и механических включений на выходе из отсеков склада установлены затворы, поддерживающие уровень рассола в отсеке примерно до одного метра. Постоянный уровень рассола в отсеках позволяет также осветлять рассол.
Насыщенный рассол по двум гуммированным трубопроводам подается в параллельно работающие отстойники Дорра 9. Реагенты-осадители (Na2CO3, NaOH, ВаСl2) вводятся или в реакционный бак 6 на стадии дехлорирования анолита, или в смеситель-реактор (на схеме не указан) перед аппаратом Дорра. В результате изменения направления потока рассола и снижения его скорости нерастворимые соединения СаСО3, Mg(OH)2, Fe(OH)3, Fe(OH)2, HgS, BaSO4, а также механические примеси, содержащиеся в сыром рассоле, осаждаются на дно отстойника и скребками мешалки перемещаются к центру. Из отстойника шламовая пульпа поступает на фильтры ФПАКМ.
Рассол, медленно поднимаясь вверх, осветляется и через край аппарата переливается в сборный желоб, имеющий уклон в сторону сливной трубы, по которой он самотеком перетекает в сборник, а затем в параллельно работающие механические фильтры 10 первой стадии фильтрации.
Фильтры представляют собой горизонтальные цилиндрические емкости (диаметр — 3 м, длина —8 м), гуммированные внутри, заполненные кварцевым песком. Дренаж рассола осуществляется через колпачки, установленные на отверстиях гуммированного «ложного» днища фильтра. Колпачки изготавливают из эбонита и титановой ленты с просечкой 0,2 мм. Рассол поступает в верхнюю часть фильтра и с помощью приемного устройства (желоба) распределяется внутри фильтра но поверхности засыпанного песка, проходит его и освобождается от механических примесей и шлама.
После первичной фильтрации рассол поступает на фильтры 11 второй стадии фильтрации, после которой прозрачность рассола достигает 2500 мм по методу «креста» (97% по ФЭК). По мере загрязнения насадки и ухудшения процесса фильтрации, что определяется уменьшением прозрачности рассола и повышенным давлением на входе, фильтр останавливают на промывку. Ее осуществляют обратным потоком осветленного рассола, подаваемого в фильтр из сборника очищенного рассола. Для лучшей очистки насадки одновременно с рассолом подается сжатый воздух.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 |
