
и др. [210] предложили конусный аппарат для растворения, работающий в режиме гидрофонтанирования. В качестве примера ими рассмотрен непрерывный процесс растворения полидисперсного хлорида натрия в гидрофонтанном режиме с сепарацией кристаллов до их полного растворения в верхней части аппарата и с рециклом осветленного раствора путем подачи его в нижнюю часть аппарата (рис. 8-8). При небольшом объеме аппарата структура потоков в гидрофонтани-рующем слое 6 близка к полному перемешиванию, а в сепарационной зоне 1 и рецикле 2 движение фаз описывается моделью идеального вытеснения. Принципиальная схема процесса растворения соли в конусном гидрофонтанирующем аппарате с рециклом приведена на рис. 8-8.
Для создания режима гидрофонтанирования необходимо на вход аппарата подавать такое количество жидкой фазы, которое обеспечивало бы указанный гидродинамический режим. Но рецикл должен быть минимальным, ибо увеличение кратности циркуляции жидкости (рецикла) снижает эффективность аппарата.
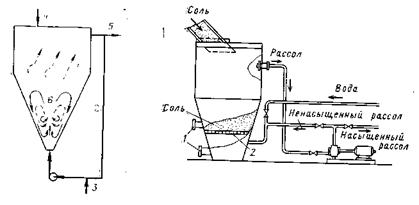
Рис. 8-8. Схема гидрофонтанного растворителя [210]:
1 — сепарационная зона; 2—внешний циркуляционный контур; 3 — ввод растворителя; 4 — ввод твердой фазы; 5 - - вывод рассола; 6 — зона смешения
Рис. 8-9. Растворитель соли с ложным дном:
1—штуцеры для чистки растворителя; 2 — ложное дно; 3 — насос для перекачивания рассола
При растворении хлорида натрия в количестве 1 т/ч со средним размером поступающих на растворение частиц 2,2*10-4 м в гидрофонтанном режиме объемы зон смешения, вытеснения и рецикла составляют 0,13, 0,4 и 0,01 м3; соответственно, а коэффициент скорости растворения k=20 мкм/с.
8.4. ФРАКЦИОННОЕ РАСТВОРЕНИЕ СОЛИ ДЛЯ ПРОИЗВОДСТВА ХЛОРА
Сульфат кальция и некоторые другие примеси растворяются медленнее, чем поваренная соль, поэтому содержание их в получаемом рассоле в пересчете на NaCl обычно меньше, чем в соли. Исходя из этого можно подобрать такие условия растворения соли, чтобы переход примесей в рассол был минимальным. Основными факторами, влияющими на фракционирование примесей при растворении соли, являются продолжительность контакта соли с водой, интенсивность перемешивания, температура и соотношение ионов кальция и сульфат-ионов. Если при растворении получать рассол, содержащий 150—200 г/дм3 NaCl, необходимое время контакта соли с водой в 5—10 раз меньше, чем для получения насыщенного рассола. Вследствие этого достигается минимальный переход примесей в рассол; полученный таким образом рассол затем донасыщают солью, выделяющейся при выпаривании электрощелоков*.
Возможен и другой вариант, заключающийся в том, что готовят обратный рассол (концентрация 150—200 г/дм3 NaCl) и донасыщают его сырой солью. В этом случае под действием NaOH и Na2CO3, содержащихся в обратном рассоле, осаждаются соединения магния, часть соединений кальция и снижается скорость перехода гипса в рассол, т. е. в рассоле снижается содержание сульфат-ионов. Если в ненасыщенный обратный" рассол, подаваемый в растворители соли, добавить расчетное-количество кальцинированной соды для полного выделения кальция, эффект фракционного растворения по этой схеме значительно повышается. Растворимость же CaSO4 резко снижается, если в обратном рассоле присутствует сульфат натрия.
В таблице 8-4 приведено влияние условий растворения соли на степень перехода в раствор ионов Са2+ и SO42- [12].

* Соль, выделяющуюся при выпаривании электрощелоков, называют «обратной солью», а раствор, приготовленный из этой соли — «обратным рассолом».
В природной соли сульфат кальция может находиться в виде гипса (CaSO4*2H2O) или ангидрита (CaSO4). В работе [211] изучена скорость растворения этих соединений применительно к условиям приготовления рассола в производстве хлора. Показано, что скорость растворения содержащихся в Артемовской соли и галитовых отходах ангидрита не зависит от скорости потока жидкости, между тем при использовании баскунчакской соли, содержащей в качестве примеси гипс, скорость растворения последнего в значительной степени зависит от скорости потока жидкости (воды или ненасыщенного рассола).
Непрерывное фракционное растворение соли можно проводить в растворителе, нижняя часть которого имеет форму конуса. Вода подается в конус и движется противотоком соли с такой максимально допустимой скоростью, чтобы из верхней части непрерывно отводился раствор, почти насыщенный по NaCl. Нерастворившаяся соль постепенно проходит вниз по конусу растворителя и, обогащаясь шламом, удаляется из него (табл. 8-5).
Как видно, количество CaSO4 в шламе почти в 7 раз, а нерастворимых примесей в 17 раз больше, чем в исходной соли.
Имеется ряд зарубежных патентов [212—215], в которых предложены конструкции аппаратов и технологические режимы фракционного растворения соли, позволяющие получать концентрированный раствор хлорида натрия с содержанием менее 0,1 г/дм3 CaSO4 при концентрации сульфата кальция в исходной соли около 1 %.
Таблица 8-4. Влияние условий на фракционное растворение примесей, содержащихся в соли (конечная концентрация рассола 305—308 г/дм3 NaCH
Время перемешивания, мин. | Среда | Соотношение SO42- : Са2+ | ||||
25° С | 68 °С | |||||
Са2+ | SO42- | Са2+ | SО42- | |||
10 | Нейтральная | 1,4 | 8 | 9 | 28 | 30 |
60 | Нейтральная | 1,4 | 23 | 25 | 42 | 45 |
60 | Щелочная (0,45 г/дм3 NaOH) | 1,4 | 30 | 32 | 66 | 67 |
60 | Щелочная (0,9 г/дм3 Na2CO3) | 1,4 | 1 | 14 | 34 | 66 |
60 | Нейтральная | 2,3 | 71 | 82 | - | - |
300 | Нейтральная | 1,4 | 41 | 43 | 62 | 66 |
Таблица 8-5. Показатели фракционного растворения в непрерывнодействующем растворителе
Соль | Состав, % | Содержание примесей в пересчете на 100 ч NaCl | |||
NaCl | CaSO4 | н. о. | CaSO4 | н. о. | |
Поступающая на растворение | 93 | 2 | 1 | 2,1 | 1,1 |
Шламовая, выводимая из растворителя | 70 | 10 | 13 | 14 | 18,5 |
На отечественных хлорных заводах метод фракционного растворения соли пока практического применения не нашел.
8.5. МЕТОДЫ ЧАСТИЧНОЙ ОЧИСТКИ РАССОЛА В ПРОЦЕССЕ РАСТВОРЕНИЯ СОЛИ
Переход сульфата кальция в рассол можно предотвратить добавлением пирофосфата, гексаметафосфата или триполифосфата натрия (0,6—1,0 г РО43- на 1 кг растворенного NaCl), с которыми кальций образует малорастворимые в рассоле соединения. При этом одновременно с растворением соли рассол частично освобождается от ионов кальция. Степень очистки рассола возрастает с увеличением содержания полифосфатов и зависит от соотношения Na2O : P2O5, скорости подачи воды и продолжительности перемешивания [216]. Кислотность раствора, концентрация хлорида натрия, фосфата щелочного металла и поверхностно-активных веществ влияют на степень перехода сульфата кальция в раствор [217, 218]. Подавление растворимости CaSO4 возможно при помощи фосфатов и карбонатов по трем разным вариантам введения добавок: в воду, подаваемую на растворение соли, в образуемый рассол или в твердую соль в виде гранул, содержащих эти добавки. При этом получается рассол с малым содержанием кальция. Предложено [219] для снижения содержания сульфата кальция добавлять 30—50 г 70%-ного технического гексаметилфосфата в расчете на 1 м3 сырого рассола.
Снижение растворимости сульфата кальция при растворении поваренной соли достигают также добавлением в воду различных органических соединений: вторичных алкилсульфатов, ди-яатриевой соли моноэфиров сульфоянтарной кислоты и вторичных или первичных спиртов, продукта конденсации пептидов с хлорангидридами сульфокислот, сульфоэтиламиноацетата фракции C13—C15, сульфоуреида, пасты на основе алкилсульфатов первичных спиртов и др. Количество добавляемого органического соединения колеблется от 0,001 до 0,05 [220].
В ряде случаев используется предварительная промывка соли насыщенным рассолом до определенного накопления примесей солей кальция и магния в промывном растворе, который затем сбрасывают или подвергают химической очистке от примесей. Так, на некоторых японских заводах применяют промывку соли из расчета 0,1—0,4 м3 рассола на 1 т соли, что позволяет удалить из соли около половины содержащихся примесей; промывной рассол направляют на производство кальцинированной соды, либо после очистки используют повторно [221]. Аналогичный метод очистки приведен в работе [222]. Колонну диаметром 1000 мм и высотой 6500 мм заполняют солью. Восходящим потоком, составляющим 1/10 часть общего количества рассола отмывают примеси кальция и магния, содержащиеся в исходной соли, а 9/10 частей воды подают сверху для растворения частично отмытой соли. Промывной рассол по мере насыщения солями кальция и магния подвергают химической очистке и осветлению.
Для снижения нерастворимого остатка и примеси магния в поваренной соли Бурлинского солепромысла рекомендуется [223] дополнительное дробление соли и промывка кристаллов насыщенным раствором NaCl. При промывке свежедобытой соли, содержащей 0,35% магния, слабоминерализованной водой и обезвоживании на фильтрующей центрифуге удается снизить содержание магния в соли до 0,07% [224]. Предложено [225] проводить противоточную промывку соли в гидроциклоне насыщенным рассолом в несколько ступеней. В промывочный раствор на последней степени добавляют около 2% хлороводородной кислоты.
Изучено [226] влияние размера зерен, характера включений соединений магния и кальция в кристаллах NaCl, а также состава маточного раствора на процесс промывки соли, что позволило рекомендовать технологический режим и аппаратуру для получения чистой соли, исключая химическую очистку рассола. Подробно вопросы промывки и выщелачивания примесей из поваренной соли рассмотрены в работе [227].
В рассол, получаемый подземным выщелачиванием соли, предложено добавлять растворы, содержащие хлориды кальция, натрия и аммиак (например, дистиллерную жидкость производства соды), что способствует снижению содержания сульфат-ионов и повышению концентрации NaCl в рассоле. Очищенный рассол получают также, если в воду, подаваемую для подземного выщелачивания, добавляют смесь соды, тринатрийфосфата и щелочи [228].
8.6. АППАРАТУРА И УСТРОЙСТВА ДЛЯ РАСТВОРЕНИЯ СОЛИ НА ХЛОРНЫХ ЗАВОДАХ
Для растворения соли применяют аппараты различного типа. Простейший растворитель (см. рис. 8-9 на с. 160) представляет собой стальной цилиндр, в нижней части которого находится ложное дно — дырчатая перегородка, покрытая металлической сеткой и фильтрующей тканью. Высота растворителя 2,5—3 м, диаметр 1,5—2,5 м. На ложное дно насыпают слой соли высотой 1,5—2 м. Вода поступает через ложное дно, рассол выходит через штуцер в верхней части растворителя. В ходе работы растворителя слой соли в нем уменьшается и ее добавляют при помощи транспортера, элеватора или из вагонеток, проходящих над растворителем. Производительность такого растворителя 30—60 м3/ч насыщенного рассола. Растворитель чистят один раз в 30—90 сут. в зависимости от качества соли и производительности аппарата, одновременно заменяют фильтрующую ткань. В качестве конструкционного материала для изготовления растворителей применяют также бетон.
Если вода, подаваемая в растворитель, предварительно не подогревается, то для получения насыщенного рассола приходится снижать производительность растворителя или проводить насыщение в двух последовательно работающих растворителях. По такой схеме в первом растворителе концентрация NaCl обычно достигает 260—280 г/дм3, во втором 312—316 г/дм3. Реже применяют циркуляцию рассола через один и тот же растворитель. Предложен [229] также солерастворитель, выполненный в виде последовательно соединенных резервуаров. Это обеспечивает хорошее осветление рассола и отделение его от нерастворимого осадка.
На рис. 8-10 и 8-11 показаны растворители соли, применяемые на некоторых зарубежных заводах. Принцип их работы основан на так называемом мокром методе хранения соли, т. е. в присутствии насыщенного рассола. В таких растворителях имеются три зоны: зона твердой соли, зона воды и растворения, зона фильтрации и отвода рассола. Образующийся насыщенный рассол, проходя через слой кристаллической соли, фильтруется от шлама, благодаря чему достигается высокая степень осветления. Очистку растворителей производят через специальные люки один раз в 12—18 месяцев.
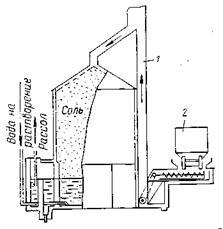
Рис. 8-10. Хранение каменной соли в башнях-растворителях:
1 — подъемник соли; 2 — вагон с опрокидывающимся кузовом
В последние годы для конструкций солерастворителей найдены новые технические решения. Так, предложен [230] сатуратор, состоящий из нескольких камер с перемешивающим устройством, расположенных одна под другой и соединенных друг с другом через центральное отверстие. Через все камеры проходит вал мешалки. Каменную соль непрерывно подают в верхнюю часть камеры, а воду — в нижнюю. Из верхней камеры через переливное устройство отбирают концентрированный раствор хлорида натрия. Скорость потока воды 0,1 м/с, а среднее время пребывания раствора в сатураторе равно 5—9 мин. Запатентованы [231, 232] и другие типы аппаратов для получения концентрированных растворов хлорида натрия. На хлорных заводах США, Великобритании и некоторых других стран для хранения рассола сооружаются также крупные сборники или большие бетонированные бассейны емкостью до 38000 м3 каждый.
На отечественных хлорных заводах, использующих твердую привозную соль, аппараты для растворения соли применяются редко. Преимущественно используются усовершенствованные склады-растворители соли. На рис. 8-12 изображен подземный склад-растворитель, а на рис. 8-13 — заглубленный склад с железобетонной эстакадой для приемки вагонов. Склады состоят из заглубленных отсеков, одновременно являющимися растворителями. Каждый отсек имеет уклон к центральной углубленной части — сборнику насыщенного рассола. Количество отсеков и их габариты определяются требуемой емкостью склада. Ширина отсеков колеблется от 8 до 26 м, глубина от 4,5 до 6 м, а длина от 60 до 120 м. Для цехов диафрагменного электролиза достаточно 5—6 отсеков, а для ртутного электролиза количество отсеков достигает 18 (соответственно с увеличением в 3,5 раза расхода рассола на 1 т каустической соды). Соль, поступающая в отсеки, растворяется водой или анолитом до концентрации хлорида натрия 310 г/дм3. Для поддержания в отсеках температуры 60 °С предусмотрена циркуляция горячего рассола. Нагрев рассола осуществляется в подогревателях. Полученный рассол стекает в отсек насыщенного рассола, откуда насосом подается в баки-приемники сырого рассола.
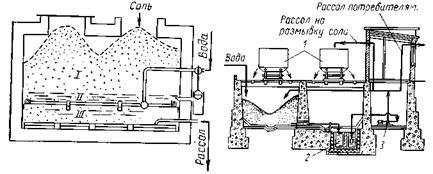
Рис. 8-11. Буккер-хранилище соли: I — зона хранения соли; II — зона растворения соли; III — зона фильтрования рассола
Рис. 8-12. Подземный склад-растворитель: 1 — железнодорожные вагоны; 2 — отстойник; 3 — центробежный насос
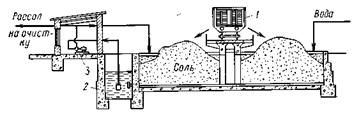
Рис. 8-13. Открытый склад-бассейн:
1 — вагон; 2 — отстойник; 3 — насос
При сооружении всех видов складов особо тщательно следует уплотнить деформационные швы и выполнить гидроизоляцию поддонов и стен. Отсеки для донасыщения анолита, поступающего из ртутных электролизеров, футеруют кислотоупорным кирпичей.
В случае доставки соли водным путем целесообразно строить крупные механизированные береговые склады, рассчитанные на десятки тысяч тонн соли, а полученный рассол перекачивать по рассолопроводу потребителю.
Независимо от типов складов и хранилищ соли сохраняется необходимость в приемных баках для сырого рассола. В настоящее время применяют преимущественно стальные баки, покрытые внутри несколькими слоями эпоксидной смолы. Емкость баков 500—700 м3.
Глава 9
ОЧИСТКА РАСТВОРОВ ХЛОРИДА НАТРИЯ В ПРОИЗВОДСТВЕ КАЛЬЦИНИРОВАННОЙ СОДЫ
Расход поваренной соли на 1 т кальцинированной соды составляет 1,55 т. Учитывая высокую единичную мощность производства соды, экономически оправданными могут быть только местные источники сырья.
Содовые заводы СССР используют, как правило, рассолы, получаемые подземным выщелачиванием поваренной соли, в частности Лисичанский и Славянский заводы эксплуатируют Артемовско-Славянский, а Стерлитамакский содовый завод — Яр-Бишкадакский рассолопромыслы.
Березниковский содовый завод получает насыщенные растворы хлорида натрия из галитовых отходов калийного производства. Допускается также наличие в рассоле до 5—7 г/дм3 иона калия. Это позволяет использовать неочищенные галито-вые отходы, образующиеся в огромном количестве при получении сильвинита.
Сырьем для производства кальцинированной соды на Крымском заводе служит рассол, получаемый из рапы Сиваша. Заранее подготовленную рапу заливают в садочные бассейны, затем, после концентрирования этой рапы и садки соли, растворяют образовавшийся пласт поваренной соли [233].
Самым крупным является Стерлитамакский содовый завод, причем весьма высокой мощностью отличается стадия предварительной очистки рассола, поскольку этот завод обеспечивает рассолом рядом расположенное производство хлора и также других потребителей поваренной соли.
9.1. ХАРАКТЕРИСТИКА РАССОЛОВ, ИСПОЛЬЗУЕМЫХ СОДОВЫМИ ЗАВОДАМИ. ТРЕБОВАНИЯ К ОЧИЩЕННОМУ РАССОЛУ
Химический состав рассолов, применяемых содовыми заводами приведен в табл. 9-1. Для содовых заводов характерно выражение концентрации солей в так называемых нормальных делениях. Одно нормальное деление (н. д.) равно 0,05 моль экв вещества в 1 л раствора.
Исходные рассолы содовых заводов заметно отличаются по содержанию катионов и анионов, соответственно и по солевому составу. Самое высокое содержание ионов магния наблюдается в сыром рассоле, получаемом из рапы Сиваша, причем, исходя из концентрации ионов хлора и сульфата, основное количество магния связано в виде сульфата магния. В рассоле Лисичанского содового завода концентрация сульфата кальция приближается к пределу растворимости в насыщенном растворе хлорида натрия. Приготовленный из неочищенных галитовых отходов рассол Березниковского содового завода, содержит до 5 г/дм3 иона калия. Во всех рассолах (кроме Сивашского) концентрация ионов кальция в 5—6 раз выше концентрации ионов магния, что способствует лучшему осаждению шлама в отстойниках Дорра.
Применяемые в производстве кальцинированной соды рассолы должны содержать 305—310 г/дм3 NaCl. При более низких концентрациях повышается удельный расход реагентов (аммиака, извести) и энергетических ресурсов (воды, пара, электроэнергии). Длительное время некоторые содовые заводы (Березниковский, Славянский) пользовались природными подземными рассолами. По мере снижения концентрации хлорида натрия (до 270—290 г/дм3) потребовалось донасыщать рассолы твердой привозной солью. Дальнейшая эксплуатация этих рас-солепромыслов оказалась неоправданной.
Таблица 9-1. Химический состав рассолов, используемых в производстве кальцинированной соды
Состав | Заводы | |||||
Стерлитамакский | Березниковский | Крымский | Лисичанский | Славянский | ||
Солевой состав | ||||||
NaCl, г/дм3 | 306,00 | 307,00 | 300* | (296)** | 310,00 | 310,00 |
н. д. | 104,50 | 105,00 | 102,6 | (101,3) | 106,00 | 106,00 |
CaSO4 г/дм3 | 3,74 | 3,16 | 2,5 | (2,5) | 5,51 | 2,79 |
н. д. | 1,10 | 0,93 | 0,73 | (0,73) | 1,62 | 0,82 |
СаСl2, г/дм3 | — | — | — | — | 0,14 | — |
н. д. | — | — | — | — | 0,05 | — |
MgSO4, г/дм3 | 0,30 | 0,60 | 9,5 | (8) | — | 0,39 |
н. д. | 0,10 | 0,20 | 3,15 | (2,65) | — | 0,13 |
MgCl2, г/дм3 | 0,20 | 4,75 | 2,5 | (2,5) | 0,78 | 0,09 |
н. д. | 0,08 | 2,00 | 1,1 | (1,1) | 0,33 | 0,04 |
Ионный состав: | ||||||
Na+-ион, г/дм3 | 121,1 | 120,2 | 118,0 | (116,4) | 121,3 | 121,8 ; |
н. д. | 105,4 | 104,6 | 102,6 | (101,3) | 105,6 | 106,0 ч |
К+-ион, г/дм3 | — | 4,9 | — | — | — | - |
н. д. | — | 2,5 | — | — | — | - |
Са2+-ион, г/дм3 | 1,3 | 1,0 | 0,74 | (0,74) | 1,6 | 0,7. л |
н. д. | 1,3 | 1,0 | 0,74 | (0,74) | 1,6 | 0,7 , |
Mg2+ - ион, г/дм3 | 0,12 | 0,12 | 2,56 | (2,26) | 0,24 | 0,06' |
н. д. | 0,2 | 0,2 | 4,2 | (3,71) | 0,4 | 0,1 1 |
Сl--ион, г/дм3 | 186,8 | 190,4 | 181,9 | (180,5) | 187,9 | 188,1 |
н. д. | 105,4 | 107,4 | 103,3 | (102,0) | 106,0 | 106,1 |
SO42--ион, г/дм3 | 3,6 | 2,16 | 9,34 | (8,4) | 3,8 | 1,68 |
н. д. | 1,5 | 0,9 | 3,89 | (3,39) | 1,6 | 0,7 |
* Данные за период с июня по ноябрь. ** Данные за период с декабря по май. |
Как и в производстве хлора сырой рассол подвергают на содовых заводах предварительной очистке от примесей солей кальция и магния. Вредное действие этих примесей заключается в том, что в отделении абсорбции при поглощении аммиака и диоксида углерода выделяются в твердую фазу карбонат кальция и гидроксид магния, а также малорастворимые соединения (NH4)2CO3-MgCO3 и NaCl-Na2CO3-MgCO3. Это, с одной стороны, требует частой чистки аппаратуры и трубопроводов, а с другой — приводит к загрязнению кальцинированной соды.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 |
