
Требования к очищенному рассолу заметно отличаются от аналогичных требований в производстве хлора. Допустимое содержание ионов кальция — 20 мг/дм3, магния — 4 мг/дм3. Имеются ограничения также по содержанию сульфат-иона, т. к. в присутствии сульфата натрия затрудняется регенерация аммиака из фильтровой жидкости. Специальной очистки от сульфат-иона в производстве кальцинированной соды не производится. Однако в случае его повышенного содержания в ходе осаждения магния известковым молоком одновременно выделяется в осадок и часть сульфата кальция, т. к. его растворимость в насыщенном растворе хлорида натрия при 20 °С составляет около 6,3 г/дм3. Предложено [234] также для снижения содержания сульфатов добавлять в рассол, получаемый подземным выщелачиванием соли, расчетное количество дистиллерной жидкости.
В отделение абсорбции очищенный рассол поступает с температурой в пределах 12—20 °С. Для процесса поглощения аммиака и диоксида углерода более высокая температура недопустима. В указанных пределах температура регулируется в зависимости от концентрации магния в исходном рассоле: при высоком содержании магния для ускорения отстоя суспензии поддерживается температура до 20 °С, а при малом содержании магния — не ниже 12 °С.
9.2. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ СОДОВО-ИЗВЕСТКОВОГО СПОСОБА ОЧИСТКИ РАССОЛА
В производстве кальцинированной соды используется только содово-известковый способ очистки рассола, реагентами в котором служат Na2CO3 и СаО. Способ сводится к тем же, как и при содово-каустической очистке рассола, реакциям ионного обмена и, соответственно, к образованию труднорастворимых осадков карбоната кальция и гидроксида магния.
Применение извести для осаждения магния повышает содержание кальция в рассоле и требует дополнительного расхода соды, в то же время это приводит к увеличению соотношения ионов Ca2+:Mg2+ по сравнению с исходным рассолом, что благоприятно сказывается на режиме осветления суспензии в процессе рассолоочистки.
Физико-химические основы предварительной очистки рассола в производстве кальцинированной соды подробно изучены еще в 40-х годах и изложены в работе [235]. Влияние различных факторов на показатели процесса рассолоочистки (длительность периода индукции, скорость осветления суспензии, объем образующего шлама) практически не отличается от выявленных зависимостей для содово-каустического способа очистки рассола (см. гл. 10).
Осаждение примесей кальция и магния при низкой температуре (12—20 °С) накладывает свои особенности на процесс рассолоочистки в производстве кальцинированной соды. Более вероятным становится образование пересыщенных по СаСО3 растворов. По данным [235] кривая титрования ионов кальция имеет резко выраженный максимум, что обусловлено или пересыщением раствора по СаСО3, или выделением в первый момент метастабильной модификации СаСО3. Возможно также образование основных карбонатов за счет введенных гидроксильных ионов (при добавлении основания или извести), что подтверждается уменьшением фактического избытка гидроксильных ионов в очищенном рассоле по сравнению с добавленным количеством для осаждения магния. При этом происходит увеличение щелочности уплотняющегося шлама, а также возрастание рН отстаивающейся суспензии, что объясняется переходом первично образовавшихся основных солей различного состава в среднюю соль, а также десорбцией той щелочи, которая была адсорбирована в момент осаждения. Данные явления наиболее характерны для суспензий, полученных при 10 °С. В этих условиях наблюдается также повышенная начальная вязкость суспензий, причем в большей степени суспензий, богатых гидр-оксидом магния. Со временем происходит дегидратация осадка и вязкость приближается к значению, характерному для очищенного рассола. При повышенных температурах не отмечено заметной разницы между начальной и конечной вязкостью суспензии и очищенного рассола.
Менее гидратированные осадки СаСО3 и Mg(OH)2 образуются в случае использования концентрированных растворов реагентов-осадителей. Это достижимо на содовых заводах, между тем как в хлорном производстве в качестве реагента для осаждения ионов магния служит обратный рассол, содержащий всего 2—4 г/дм3 NaOH.
Меньшая степень гидратации осадков способствует также снижению устойчивости суспензии, в частности сокращается период индукции и возрастает скорость отстоя. Так, при концентрациях реагентов-осадителей 4,0 н. д. и 40,0 н. д. одинаковая степень осветления суспензии при 20 °С достигается соответственно за 175 и 100 мин.
При низкой температуре отстоя суспензии проявляется в большей степени, чем при 40—50 °С влияние избытков соды и извести, добавляемых для осаждения ионов кальция и магния. Так, увеличение избытков осадителей с 0,1 н. д. до 0,8 н. д. приводит к снижению скорости отстоя осадка при 20 °С в 2,5 раза. Поскольку в производстве кальцинированной соды допускается остаточное содержание кальция и магния в очищенном рассоле в четыре раза больше, чем в производстве хлора, следует заметно ограничить избыток СО32- и ОН - в очищенном рассоле.
Известно влияние добавки ретурного шлама на скорость отстоя осадка при очистке рассола. Однако это действие не однозначно. При высоком содержании кальция в рассоле уже 10%-ная добавка ретурного шлама резко увеличивает скорость отстоя суспензии. Для рассолов, богатых магниевыми солями, влияние ретура заметно снижается. При добавлении 50%-ной дозы затравки наблюдается преимущественно уменьшение объема шлама к концу отстоя. Характерно, что благоприятное влияние добавки ретурного шлама при содово-известковой очистке рассола проявляется в большей степени при температуре ниже 10°С. В практике рассолоочистки на содовых заводах добавление ретура практически не используется.
Как и при содово-каустическом способе очистки рассола, весьма заметно влияние количественного соотношения концентраций Са2+ : Mg2+ в рассоле. Осадок гидроксида магния в растворе хлорида натрия имеет положительный заряд, а размеры частиц составляют 0,05—0,1 мкм. Осадок карбоната кальция имеет небольшой отрицательный заряд, размер кристаллов достигает 5—10 мкм. Наиболее устойчивы суспензии, состоящие только из одного из этих соединений. Совместное присутствие СаСО3 и Mg(OH)2 уменьшает стабильность суспензии, т. к. мелкие и крупные кристаллы объединяются в хлопья, что способствует их быстрому консолидированному отстою. При наличии всего 10% гидроксида магния достигается максимальная скорость отстоя, дальнейшее увеличение содержания магния (т. е. уменьшение соотношения Са2+: Mg2+) приводит опять к заметному замедлению отстоя осадка.
Непременным условием консолидированного отстоя суспензии должно быть одновременное образование осадков СаСО3 и Mg(OH)2. Между тем, при использовании в качестве реагента извести, может наблюдаться запаздывание формирования кристаллов гидроксида магния вследствие малой растворимости Са(ОН)2. Учитывая это обстоятельство, рекомендуется в случае малого содержания магния в исходном рассоле проводить предварительное смешение реагентов, в результате чего происходит обменная реакция с образованием хорошо растворимого гидроксида натрия:
Na2CO3+Ca(OH)2 ® CaCO3+2NaOH.
При высоком содержании магния в исходном рассоле каусти-фикация извести необязательна, т. к. успевает образоваться минимально необходимое для консолидированного отстоя количество Mg(OH)2.
С целью исключения расхода кальцинированной соды для осаждения ионов кальция предложено [236] обрабатывать раскол фосфорной кислотой и аммиаком. В очищенном рассоле остаются 30 мг/дм3 ионов кальция и 3 мг/дм3 магния, но при этом образуется 5 г/дм3 связанного аммиака и до 0,25 г/дм3 Р2О5. Для производства кальцинированной соды такой состав очищенного рассола приемлем, однако в производстве хлора предлагаемый метод очистки рассола абсолютно исключен.
9.3. ТЕХНОЛОГИЯ ОЧИСТКИ РАССОЛА
Технологические схемы очистки рассола содово-известковым способом [237, с. 54—64; 238, 79—92] примерно одинаковы на всех содовых заводах. Имеются только некоторые отличия в зависимости от химического состава исходного рассола, местных условий и взаимосвязи с основным производством кальцинированной соды (например, при приготовлении содового раствора).
Как уже отмечалось, при малом содержании ионов магния (до 0,15 н. д.) предпочтительно предварительно смешивать реагенты, чтобы каустифицировать известковое молоко. При большем содержании Mg2+ содовый раствор и известковое молоко подают непосредственно в реактор. Если же концентрация ионов магния в сыром рассоле составляет порядка 4,0 н. д. (Крымский содовый завод), производят двухстадийную очистку: сначала известковым молоком выделяют гидроксид магния, затем из фильтрата осаждают с помощью кальцинированной соды карбонат кальция. Раздельное осаждение гидроксида магния и карбоната кальция из рассола с высоким содержанием магния позволяет не только ускорить отстой, но и найти пути рациональной переработки образующихся осадков, в частности предлагается [239] получать оксид магния из шлама первой ступени очистки рассола.
В случае использования галитовых отходов калийного производства (Березниковский содовый завод) производят предварительный отстой сырого рассола от механических и взвешенных частиц.
Содовый раствор может быть приготовлен также различным способом. Его готовят из твердой кальцинированной соды, разбавляя очищенным рассолом и конденсатом до 22—25 н. д. Nа2СОз или используют готовый содовый раствор из декарбонатора с концентрацией 100-110 н. д., разбавляя его затем в процессе каустификации.
На рис. 9-1 представлена схема очистки рассола, предусматривающая предварительную каустификацию известкового молока.
Технологический процесс состоит из следующих трех основных операций:
приготовление осадительного реагента-каустификата;
смешение и взаимодействие каустификата с сырым рассолом;
осветление суспензии и получение очищенного рассола.
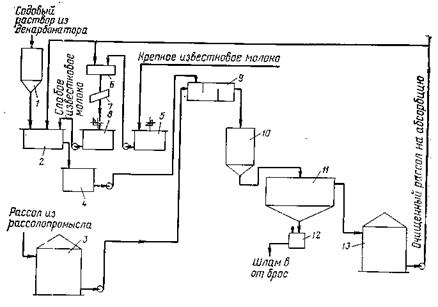
Рис. 9-1. Схема очистки рассола содово-известковым методом: 1 — сборник содового раствора; 2 — емкость для приготовления каустификата; 3 — бак для сырого рассола; 4 — сборник каустификата; 5 — сборник крепкого известкового молока; 6 — смесительный желоб; 7 — вращающееся сито; 8—сборник слабого известкового молока; 9 — смеситель; 10 — реактор; 11— отстойник Дорра; 12 — сборник шлама; 13 — бак для очищенного рассола
Крепкое известковое молоко (200—250 н. д. СаОакт), очищенное от твердых включений с помощью гидроциклона, поступает в сборник 5, снабженный мешалкой, из которого его подают в смесительный желоб 6 для разбавления очищенным рассолом до 90—100 н. д. После дополнительной очистки от песка; в коническом вращающемся сите 7 слабое молоко собирают в емкость 8, также снабженную мешалкой. Рекомендуется трубопроводы известкового молока периодически промывать рассолом и продувать сжатым воздухом.
Из декарбонатора основного производства поступает содовый раствор с температурой 80—95 °С и концентрацией 100—110 н. д. в сборник 1, а затем в каустификатор 2. Туда же подают слабое известковое молоко из сборника 8 и очищенный рассол для разбавления каустификата. Общий титр готового каустификата поддерживают в пределах 34—45 н. д., а соотношение Na2CO3 : NaOH — в зависимости от содержания примесей кальция и; магния в исходном рассоле.
Сырой рассол из бака 3 и каустификат из сборника 4 направляют в смеситель 9, который представляет собой прямоугольный желоб длиной 3,5 м с полезным объемом 0,64 м3, затем в реактор 10, представляющий собой цилиндрическую емкость с коническим днищем объемом 155 м3. Перемешивание в смесителе и реакторе достигается за счет больших скоростей поступления жидкостей.
Из нижней части реактора пульпа отводится в приемную чашу отстойника Дорра 11 На содовых заводах обычно используют аппараты диаметром 18 м и общей высотой 7,9 м. Очищенный и осветленный рассол непрерывно стекает по периметру в кольцевой желоб отстойника, затем самотеком поступает в сборник очищенного рассола 13, из которого насосом подается в напорные баки цеха абсорбции. Осадок из отстойника Дорра после уплотнения периодически спускается в сборник 12, откуда шламовым насосом откачивается в отброс. Количество образовавшегося шлама, в зависимости от состава сырого рассола составляет 25—45 кг на 1т Na2COs. Примерный состав шлама в % (масс.): 74—80 СаСО3, 3,6—7,5 Mg(OH)2, 2,0— 4,0 Са(ОН)2, 0,3—0,5 CaSO4, 8,5—12,5 NaCl, 0,2—0,3 SiO2, 0,2—0,3 Fe2O3.
Расходная норма очищенного рассола составляет 5,03 м3 на 1 т Na2C03.
Глава 10
ОЧИСТКА РАСТВОРОВ ХЛОРИДА НАТРИЯ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ ХЛОРА И КАУСТИЧЕСКОЙ СОДЫ
В производстве хлора и каустической соды очистка рассола является одной из важных технологических стадий. К качеству 'Очищенного рассола предъявляются самые высокие требования, особенно для метода электролиза с ионно-обменными мембранами.
10.1. ТЕХНОЛОГИЯ ОЧИСТКИ РАССОЛА НА ОТЕЧЕСТВЕННЫХ И ЗАРУБЕЖНЫХ ПРЕДПРИЯТИЯХ
На крупных хлорных заводах США, Японии и Западной Европы практически повсеместно используют содово-каустический метод очистки рассола на установках непрерывного действия. Технологическая схема типовой установки представлена на рис. 10-1.
В резервуаре 1 содержат полутора-двухсуточный запас сырого рассола. После подогрева в теплообменнике 2 рассол поступает в каскад реакторов 3 с турбомешалками. В первый реактор подают раствор кальцинированной соды для выделения в осадок солей кальция. Щелочной раствор поступает во второй реактор или, предпочтительно, непосредственно в осветлитель 4 с тем, чтобы хлопья образующегося гидроксида магния не разрушались турбомешалкой. В присутствии кристаллов карбоната кальция хлопьевидные осадки гидроксидов магния и железа осаждаются более эффективно. Из осветлителя рассол поступает на фильтры 5, заполненные песком или антрацитом. Используют также фильтр-прессы ручного, полуавтоматического или автоматического действия, вращающиеся или стационарные. Отфильтрованный раствор поступает в промежуточную емкость 6. Поскольку нагревание концентрированного рассола улучшает показатели электролитического процесса, очищенный рассол нагревают в теплообменнике 7, повторно дона-сыщают в аппарате 8, используя для этого часть суспензии обратной соли, нейтрализуют рассол в баке с мешалкой 9 и направляют в напорный бак 10, из которого после окончательного нагрева в теплообменнике 11 до 90—95 °С рассол поступает на электролиз.
В зависимости от месторождения соли и содержания примесей возможны различные дополнительные операции и изменения технологического режима. В журнальной и патентной литературе описан также ряд усовершенствований процесса рассола.

Рис. 10-1. Типовая схема очистки рассола для диафрагменного электролиза на зарубежных заводах:
1 — резервуар для сырого рассола; 2, 7, 11 — подогреватели рассола; 3 — каскад реакторов; 4 — осветлитель; 5 — фильтры; 6 — резервуар для очищенного рассола; 8 — сатуратор; 9 — аппарат для нейтрализации рассола; 10 — напорный бак
Если соль или вода, используемая для растворения соли, содержит примеси сероводорода и аммиака, в рассол (перед подачей его в осветлитель) добавляют гипохлорит натрия [240]. Для этих целей используют 5%-ный раствор гипохлорита, получаемый обработкой электрощелоков абгазным хлором. В щелочной среде (рН-10—13,5) гипохлорит окисляет сероводород до сульфата, а аммиак — до легколетучего монохлорамина или до азота. Остаточное содержание в рассоле около 5 мг/дм3 активного хлора обеспечивает концентрацию аммиака не выше 1 мг/дм3, что исключает образование нежелательной примеси трихлорида азота.
В случае содержания повышенного количества силиката (более 20 мг/дм3) в рассоле, который направляют на диафрагменный электролиз, рекомендуется [241] добавлять стехиометрическое количество растворимого соединения магния для осаждения силиката магния. С другой стороны, учитывая малую растворимость силиката магния, предложено [242] для удаления ионов кальция и магния из раствора хлорида натрия добавлять растворимый в воде силикат щелочного металла до рН-8—9, а затем раствор доводят до рН-10 или выше для осаждения ионов кальция и магния.
При высоком содержании магния в сыром рассоле используют известь с хорошо развитой поверхностью в сочетании с безводным сульфатом кальция [243]. Разработан [244] двухстадийный метод очистки такого рассола с получением на первой, стадии гидроксида магния в качестве побочного продукта, а на конечной стадии ведут осаждение оставшегося количества соединений кальция и магния при благоприятном их соотношении. Для очистки рассола с повышенным содержанием магния (СаО : MgO = 0,5 : 5,0) рекомендуется [245] также метод флотации под давлением: в рассол, нагретый до 50 °С, вводят необходимое количество реагентов (NaOH, Na2CO3) и смешивают в отношении примерно 3 : 1 с рассолом, насыщенным воздухом под давлением 2—3-Ю5 Па. Смесь подвергают флотации в специальном аппарате в течение 15 мин, осветленный рассол фильтруют на насадочных фильтрах, а флотационную пену на вакуум-фильтрах.
Для получения осаждающего реагента (взамен товарной кальцинированной соды) проводят карбонизацию раствора электрощелоков дымовыми газами или другими отходящими газами, содержащими углекислоту [246]. При этом оставляют небольшой избыток свободной щелочи для осаждения магния и железа.
В патенте [247] предлагается использовать бикарбонат натрия для очистки рассола от ионов кальция, готовят NaHCOs карбонизацией электрощелоков дымовыми газами. При добавлении в обратный рассол бикарбонат образует с NaOH кальцинированную соду, необходимую для осаждения ионов кальция. Если природный рассол содержит бикарбонаты, соли аммония, а также органические вещества, предложено [248] его обрабатывать горячими инертными газами (воздухом, метаном). Содержащиеся в рассоле примеси НСО3- и NH4+ переходят в СО2 и NH3, удаляясь вместе с горячими газами, одновременно уносятся органические вещества.
Изучено [249] влияние на скорость осаждения солей кальция и магния добавления коагулянтов, в частности: хлорида железа, алюмината натрия, 8-гидроксихинолина, полисахаридов, глицерина, этилового спирта, полиакриламида, смешанного акрилового полимера и др. Оптимальная концентрация полиакриламида составляет 10~2 % (масс.), соли акриловой кислоты— 5-10~40/0 (масс). Остаточное содержание примесей кальция и магния в рассоле снижается также на 30—40% в сравнении с операциями без добавления коагулянта. Предложено [250] проводить экстракцию кальция, магния и железа с помощью органических растворителей (диэтилгексилфосфор-ной кислоты и трибутилфосфата).
На заводах западногерманской фирмы «Хюльс» [246] применяют комбинированную систему использования рассола для трех методов электролиза (диафрагменного, ртутного и мембранного): часть насыщенного рассола поступает на диафраг-менный электролиз; выделяющуюся при выпаривании электрощелоков поваренную соль, отмытую от сульфатов, направляют для донасыщения анолита ртутных электролизеров, вследствие чего исключается очистка рассола от сульфатов с помощью хлорида бария. Поскольку обратной соли цеха выпарки недостаточно для донасыщения анолита, из другой части сырого рассола получают дополнительные количества выварочной соли, которую используют для донасыщения как анолита, так и разбавленного рассола мембранных электролизеров.
Описан [251] метод, сочетающий растворение соли и очистку рассола для диафрагменного электролиза. Колонну диаметром 1000 мм и высотой 6500 мм заполняют исходной солью, а также солью, выделенной при выпарке щелоков. Из небольшой части обратной соли готовят слабый рассол (250— 260 г/дм3 NaCl) и подают снизу в верх колонны. Этот восходящий поток (1/10 часть от общего количества рассола) вымывает примеси кальция и магния, содержащиеся в исходной соли. По мере насыщения этого рассола солями кальция и магния его подвергают химической очистке и осветлению. Остальные 9/10 частей подают в обратном направлении через верх колонны для растворения частично отмытой соли. Осветленный промывной рассол соединяют с основным концентрированным потоком рассола и подают вместе с реагентами (Na2CO3, NaOH) на фильтрацию в две последовательно работающие колонны, заполненные контактными материалами (известняком, песком, магнезиальным клинкером). Очистку и осветление ведут при температуре 50—60 °С.
Возможна очистка рассола ионообменными смолами, хотя промышленное их применение для диафрагменного или ртутного электролиза весьма ограничено. Для этого предложено использовать слабокислый катионит в Na-форме, представляющий: собой сополимер акрилата или метакрилата с дивинилбензо-лом [252]. Рассол пропускают через слой смолы или слой твердого сорбента, на котором адсорбированы различные хелатооб-разующие соединения [253]. Регенерацию катионита проводят 5—10%-ной хлороводородной кислотой, а затем с помощью 1 — 10%-ного раствора NaOH переводят в натриевую форму.
В качестве осветлителей рассола на зарубежных заводах: преимущественно используют отстойники типа Дорра или видоизмененные конструкции. Предложен [254] аппарат для непрерывной очистки рассола, в коническую часть которого подается обратный рассол и раствор хлорида кальция в количестве, достаточном для образования CaSO4, а в кольцевое устройство с отверстиями подают сырой рассол и реагенты (NaOH и Na2CO3). По данным [255], из осветлителей выходит рассол с содержанием 20—30 г/м3 твердых частиц, а спускаемый шлам содержит 5—10% (масс.) твердых частиц. Заслуживает внимания опыт сброса шлама в рассольные скважины, при этом твердые вещества осаждаются на дне и остаются там, даже если скважина продолжает эксплуатироваться. Возвращение шлама, в рассольные скважины практикуется на ряде предприятий Европы и США [255, 256].
Фильтрование является непременной операцией процесса очистки рассола, ее осуществляют на фильтрах различной конструкции [257, 258]. В работе [259] приведена характеристика пластинчатых фильтров, используемых на заводах Японии. Фильтры имеют покрытие из активированного угля, работают в автоматическом режиме. На хлорной установке [260] горячий рассол фильтруют через слой песка толщиной 250—300 мм, который находится на пористой керамической тарелке. В последние годы керамические тарелки, часто разрушающиеся, заменены пористыми тарелками из полиэтилена, а для склеивания отдельных пластин используют поливинилхлоридный или эпоксидный клей. В патентах [261—264] описаны конструкции фильтр-прессов с намывными вспомогательными слоями. Рассмотрены условия регенерации фильтров: осадок на фильтре обрабатывают хлороводородной кислотой, при этом растворяются карбонаты и гидроксиды кальция, магния и железа, а нерастворимое вспомогательное вещество, после промывки водой, возвращают для последующего использования. Имеются сообщения, что очистка рассола фильтрованием через намывной слой вспомогательного вещества находит применение на промышленных установках хлорных производств, в частности на предприятиях фирмы «Де Нора» (Италия).
На отечественных хлорных заводах длительное время преобладала периодическая очистка рассола. Получаемый в растворителях сырой рассол собирали в промежуточных емкостях. Это позволяло создавать требуемый запас рассола, усреднять его состав и предварительно отделять грубые взвешенные частицы. Из промежуточных емкостей сырой рассол подавали в баки-реакторы для осаждения растворимых примесей кальция, магния и железа. В эти же реакторы подавали обратный. рассол, содержащий 2,0—2,5 г/дм3 NaOH, и содовый раствор. Дозировку реактивов производили на основании результатов анализа рассола в каждом баке. Осаждение примесей и нейтрализацию рассола хлороводородной кислотой осуществляли в одном баке, тщательное перемешивание достигалось барботированием воздуха. В зависимости от состава рассола (количества и соотношения Са2+ и Mg2+) полное его осветление занимало от 6 до 18 ч. В одном баке последовательно проводили примерно 15—20 операций. При этом объем образующегося шлама вначале не увеличивался, так как происходило увеличение размера частиц шлама и уплотнение осадка. Когда же начиналось старение осадка, сопровождающееся увеличением объема шлама, баки подвергали очистке. Фильтрацию осветленного рассола проводили на рамных фильтрах с фильтрующим полотном (бельтинг, покрытый сверху палаточной тканью), в ртутном электролизе использовали преимущественно насадочные песочные фильтры.
Периодический метод очистки рассола требует установления большого количества баков для осаждения примесей и осветления рассола, а также для хранения запасов сырого, обратного и очищенного рассолов. При периодическом методе значительны затраты рабочей силы, процесс очистки трудно автоматизировать. Особенно неэкономичен этот метод очистки для мощных цехов электролиза. Если принять, что степень использования объема баков-реакторов составляет 65%, баков-хранилищ рассола— 80%, продолжительность цикла очистки (наполнение бака, обработка рассола реактивами, отстаивание и перекачивание очищенного рассола)—24 ч, запас сырого и обратного рассолов — на 12 ч, запас очищенного рассола — на 24 ч и расход рассола на 1 т хлора— 10,5 м3, то для цеха производительностью 500 т хлора в сутки потребуются баки общей емкостью примерно 18 тыс. м3, что для современного хлорного завода совершенно неприемлемо.
Непрерывная очистка рассола начала широко внедряться в цехах диафрагменного электролиза в 50-е годы. В отличие от практики зарубежных предприятий, использующих для этой цели гравитационные отстойники, в основу конструирования новых аппаратов непрерывного действия был принят принцип отделения осадков путем фильтрации через взвешенный слой ранее образовавшихся частиц. К тому времени аппараты со взвешенным шламовым фильтром нашли широкое применение на водоочистных станциях СССР, изучалась также возможность использования данного метода для очистки рассола в производстве кальцинированной соды.
Применительно к производству хлора и каустической соды был разработан аппарат ОВР-ПШ [265] с вращающимся устройством для распределения рассола и с поддонным шламоуплотнителем. В ходе дальнейших разработок удалось отказаться от механического распределения сырого и обратного рассолов, а также образовавшегося шлама по всему сечению аппарата за счет резкого увеличения восходящего потока рассола и создания режима кипящего слоя осадка. Предложенный способ [266] и аппарат типа ОКС-1 [267] обеспечивают производительность 350—400 м3/ч по очищенному рассолу.
Для интенсификации процесса очистки рассола и стабилизации работы аппарата был предложен [268] в качестве флокулянта полиакриламид. Флокулирующее действие полиакриламида усиливается, если его подвергнуть частичному гидролизу растворами едкого натра или кальцинированной соды [269— 271]. В качестве коагулянтов или флокулянтов рекомендованы также активные хлортриазиновые и прямые азокрасители [272], силикат натрия [273], причем перед добавлением силиката в рассол вводят сернокислое закисное железо.
Внедрение непрерывной очистки рассола сопровождалось также освоением процесса карбонизации обратного рассола с целью высвобождения кальцинированной соды, расходуемой в качестве реагента-осадителя.
При нормальной работе осветлителей непрерывного действия можно в течение длительного времени получать рассол высокой прозрачности, дальнейшее фильтрование которого не требуется. Однако некоторые отклонения от нормального режима периодически вызывают снижение качества рассола, что требует сохранения в технологической схеме аппаратуры для окончательного фильтрования рассола. На отечественных заводах используют преимущественно фильтры насадочного типа, в качестве насадки в них применяют песок, мрамор, антрацит.
Наряду с внедрением осветлителей со взвешенным шламовым фильтром советскими исследователями разработан [274] способ разделения образующейся в результате добавления реагентов-осадителей суспензии с помощью барабанного вакуум-фильтра с намывным слоем вещества. В качестве вспомогательного фильтровального вещества (ВФВ) могут быть использованы мелкодисперсные порошки (диатомит, перлит, древесная мука), волокнистые материалы (асбест, целлюлоза), а также-осадки (СаСО3, СаSO4*nH2O), выделяемые путем направленной кристаллизации из неочищенного рассола. Технологическая: схема очистки рассола по этому способу включает в себя реактор-кристаллизатор и барабанный вакуум-фильтр. Пропускная способность кристаллизатора в 3—4 раза выше, чем у осветлителя при равных объемах аппаратуры, а у вакуум-фильтра; с намывным слоем в 4—5 раз выше, чем у рамного фильтра при равных площадях поверхности фильтрации. В частности, удельная производительность вакуум-фильтра с намывным слоем перлита колеблется, в зависимости от разных условий, от 3,5 до 7,0 м3/м2*ч, а прозрачность отфильтрованного рассола превышает 2500 мм по методу «креста».
Для улучшения условий кристаллизации осадка перед подачей суспензии на барабанный вакуум-фильтр растворы Na2CO3. и NaOH подают в две стадии [275]. На первую стадию подают 60—80% раствора NaOH и весь раствор соды, на вторую 20—40% щелочи. Процесс ведут при 50—80 °С и перемешивании с числом Re от 105 до 107.
Осветление суспензий, образующихся при очистке рассола ускоряется в случае магнитной обработки растворов. Скорость осаждения осадка увеличивается в 2,5 раза, скорость фильтрации— в 4 раза [276].
Предложен [277] новый метод очистки насыщенных растворов NaCl, предусматривающий замену Nа2СО3 и NaOH другими реагентами-осадителями, а именно девятиводным метасилика-том натрия, который образуется в больших количествах при комплексной переработке глиноземсодержащих пород с высоким содержанием кремния.
Взаимодействие ионов кальция и магния с метасиликатом, протекает по схеме:
тCa2+ + nMg2++ (m + n)SiO32-+H2O = mCaO*nMgO*(m+n)SiO2*Н2О. (10.1)
Рассол подогревают до 90°С, добавляют стехиометрическое количество гидрометасиликата натрия, перемешивают, и полученную суспензию фильтруют на барабанном вакуум-фильтре. Однако следует учесть, что при добавлении реагента образуется студенистый осадок, занимающий практически весь объем очищенного рассола. Кроме того, полнота очистки от ионов кальция и магния может быть достигнута только при недопустимо высоком для процесса электролиза остаточном содержании силиката натрия в очищенном рассоле.
10.2. ВЛИЯНИЕ СОСТАВА РАССОЛА НА ПРОЦЕСС ДИАФРАГМЕННОГО ЭЛЕКТРОЛИЗА
Специфические особенности электрохимического процесса получения хлора и каустической соды выдвигают ряд существенных требований к очищенному рассолу.
Заметное влияние на основные показатели электролиза (расход электроэнергии, выход по току, износ анодов) оказывает концентрация хлорида натрия в рассоле. Прежде всего необходимо учитывать изменение электропроводности растворов в зависимости от их концентрации. С увеличением концентрации хлорида натрия электропроводность раствора возрастает сначала линейно, а начиная с концентрации 20% (масс.) NaCl — несколько медленнее. В растворах хлорида натрия, близких к насыщению, с уменьшением концентрации NaCl на каждые Юг/дм3 электропроводность понижается примерно на 0,5%.
Электропроводность растворов зависит от температуры. В растворах, содержащих 260 г/дм3 NaCl (средняя концентрация в анолите диафрагменных электролизеров), электропроводность при изменении температуры от 30 до 100 °С возрастает примерно в 2,5 раза. Кроме уменьшения напряжения на электролизерах при возрастании электропроводности, с увеличением концентрации электролита понижаются также теоретический потенциал выделения хлора на аноде и перенапряжения хлора.
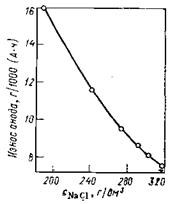
Рис. 10-2. Зависимость износа графитовых анодов от концентрации хлорида натрия в анолите при 80"С
Очень существенное влияние оказывает концентрация NaCl на анодный процесс, изменяя выход хлора по току [278]. С понижением концентрации NaCl увеличивается возможность разряда на аноде гидроксильных ионов воды. Это является следствием не только увеличения относительного содержания ионов гидроксила в растворе, но и следствием освобождения молекул воды, входящих в гидратную оболочку ионов С1~ и Na+. Большая часть кислорода, выделяющегося на аноде, расходуется на окисление графитовых анодов, что приводит к их износу (рис. 10-2). Особенно резко влияет на этот процесс понижение концентрации NaCl в питающем рассоле и, следовательно, в анодном пространстве. Опыты, проведенные в промышленных электролизерах, показали, что при снижении концентрации NaCl
в анодном пространстве примерно на 50 г/дм3 расход анодов увеличивается вдвое.
Влияние концентрации хлоридов на процесс электролиза обусловливает необходимость получения рассола с концентрацией NaCl, близкой к насыщению, поэтому концентрация хлорида натрия должна быть не ниже 305—310 г/дм3. Однако можно работать и при более высоких концентрациях (в пределах 310—315 г/дм3), поддерживая в растворителях соли температуру 40—50 °С.
Дальнейшее увеличение концентрации NaCl может быть достигнуто донасыщением рассола после его очистки. С этой: целью на некоторых американских заводах (в частности, фирмы «Хукер») в технологическую схему приготовления и очистки рассола включают донасыщение очищенного рассола обратной солью при 70—85 °С. Концентрация NaCl в получаемом, рассоле составляет 320—325 г/дм3, во избежание кристаллизации соли в рассолопроводах рассол подогревают до 98—99 °С и подают на электролиз. Существуют также различные способы донасыщения твердой солью анолита, в котором концентрация NaCl составляет 250—270 г/дм3.
Из примесей, содержащихся в сыром рассоле, существенное влияние на электролиз оказывают соли кальция и магния. Они попадают в рассол из поваренной соли и из промышленной воды, применяемой для растворения. Абсолютное содержание и соотношение солей кальция и магния зависят как от источника поваренной соли, так и от жесткости местной промышленной воды. К регламентированным примесям, рассола относятся также ионы сульфата и нерастворимые взвешенные примеси. Иногда рассол содержит небольшие количества соединений железа, алюминия, калия, брома, иода, силикатов, хлоратов и других неорганических растворимых примесей. Кроме того, сырой рассол может быть загрязнен взвешенными нерастворимыми частицами глины и мелкого песка, поступающими в рассол с поваренной солью и водой. Соль, получаемая в качестве отхода калийной промышленности, а также каменная соль некоторых месторождений загрязнена органическими примесями.
Присутствие всех этих примесей отрицательно сказывается) в процессе электролиза, поэтому они должны быть удалены из рассола. По действию на процесс диафрагменного электролиза примеси могут быть условно разделены на следующие виды:
примеси ионов SO42-, ClO3-, ОН-, СО32-, ухудшающие анодный процесс, в результате чего снижается выход по хлору и усиливается износ анодов;
примеси ионов водорода (подкисленный рассол), растворимые соли кальция и магния, ухудшающие катодный процесс и снижающие выход щелочи по току;

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 |
