
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
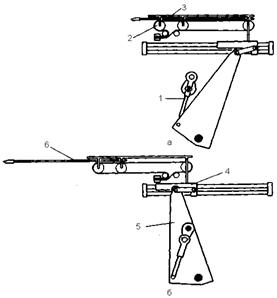
Сила боя, создаваемая торсионным валом, зависит от степени его закручивания. Угол закручивания торсионного вала, который может изменяться от 27 до 32°, определяет скорость прокладчика утка и зависит от ширины заправки станка по берду и линейной плотности нити утка. Для изменения угла закручивания торсионного вала необходимо произвести следующее. Главный вал устанавливают повернутым на узких станках на 85°, на широких – на 50°, после чего совмещают нулевые отметки заводной муфты и шкалы. Ослабив болт 11, путем ввинчивания регулировочного болта 12, устанавливают торсионный вал на угол закручивания 30° (излишняя заводка может привести к выходу из строя как торсионного вала, так и других деталей станка) при угле поворота главного вала на широких станках – 110°, на узких – 150°. После этого пускают станок в работу и касаются пальцем тормоза щупа механизма контроля времени прилета прокладчика утка в приемную коробку. Ощущение сильных ударов указывает на то, что прокладчик утка влетает в приемную коробку с опозданием. Запоздание прокладчика утка может быть устранено путем увеличения угла закручивания торсионного вала, а при максимальном угле закручивания и правильной наладке всех механизмов, влияющих на прокладывание уточной нити, – путем снижения частоты вращения главного вала станка. Если на щупе приемной коробки не ощущается никаких ударов, значит, прокладчик утка влетел в приемную коробку слишком рано. В этом случае нужно угол закручивания уменьшать до тех пор, пока палец будет отчетливо ощущать отдельные легкие удары. Добившись этого, необходимо угол закручивания увеличить на 1°.
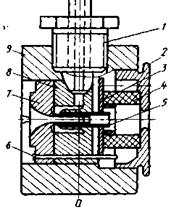
Начало боя, которое должно составлять 105° на широких станках и 140° – на узких (с допустимым отклонением +3 и – 2°), устанавливают, изменяя положение боевого эксцентрика (кулачка) на поперечном валу, для чего удаляют все прокладчики утка и освобождают торсионный вал. Затем главный вал устанавливают в положение 90 и 125° соответственно для станков с углом боя 105 и 140° и открывают боевую крышку с левой стороны боевой коробки. Через открытое окно боевой коробки ослабляют болты, крепящие боевой кулачок 1 к трехпазовому эксцентрику, и поворачивают кулачок в необходимом направлении. При повороте его по направлению вращения наступит более раннее начало боя, а при повороте против направления вращения – более позднее начало боя. Затем закрепляют боевой кулачок, заводят торсионный вал и проверяют начало боя по корректорной шкале, осторожно поворачивая главный вал станка с помощью ручного маховика и осуществляя пробный бой. После этого устанавливают на место боковую крышку с левой стороны боевой коробки.
Пневматический способ прокладывания уточной нити
Широкое распространение получили пневматические ткацкие станки, выпуск которых налажен многими ведущими зарубежными фирмами. Отличительной особенностью ткацких станков этого типа является высокая производительность. Увеличение производительности достигнуто не только за счет увеличения числа прокидок, но и за счет увеличения рабочей ширины ткацкого станка. Поэтому увеличение их производительности не повлекло за собой такого же увеличение съема продукции с единицы производственной площади, что является немаловажным фактором.
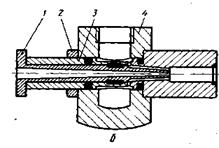
Общая схема заправки и введения утка в зев показана на рис. 16. Уточная нить, сматываясь с бобины 1, проходит тормозной устройство 2 и с помощью подающего ролика 3 отмеривается для одной прокидки устройством 4 ротационного типа, после чего заправляется в сопло 6. Струя воздуха, выходящая из сопла, переносит уточную нить в канале конфузора 8 на другую сторону основы. После прокидки уточная нить отрезается ножницами 7 и ее конец фиксируется зажимом 5 от вытягивания из сопла 6. Для надежности прокладки уточной нити конец ее с правой стороны отсасывается в канал 9.
Работа механизма отмеривания уточной нити является наиболее ответственной операцией в процессе прокладывания утка в зев. Механизм отмеривания должен подавать нить необходимой длины на одну уточную прокидку. Продолжительность периода отмеривания нити влияет на ее натяжение при сматывании с бобины.

Рис. 16. Схема введения уточной нити в зев на пневматическом ткацком станке
На пневматическом ткацком станке при свободной подаче нити в воздушном потоке ее перемещение происходит в сложных динамических условиях.
На условия прокладывания нити в воздушном потоке влияют следующие факторы: сопротивление движению нити; вид пряжи и род волокна; инерционные свойства нити; аэродинамические параметры воздушного потока и др.
Рис. 17. Графики изменения скорости воздуха и нити | На рис. 17 представлен график изменения скоростей движения воздуха и отрезка нити по мере их удаления от сопла. На участке сильного разгона АВ относительная скорость имеет небольшую величину. На участке слабого разгона ВС скорость медленно растет до тех пор, пока не станет равной скорости движения воздуха. В точке С скорость имеет максимальное значение. |
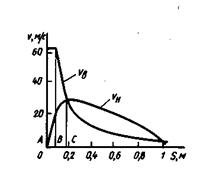
Далее нить движется по инерции, теряя скорость движения от сопротивления воздуха. Для увеличения ширины заправки пневматических ткацких станков целесообразно устанавливать промежуточные устройства поддува, а в конце конфузора – устройства подсоса воздуха.
Наиболее отвественным элементом пневмосистемы станка является форсунка. Поток, формирующийся в форсунке пневматического ткацкого станка, имеет сложную структуру, от которой зависит не только скорость на оси струи, но и характер взаимодействия нити и потока, выражающийся, прежде всего в форме и интенсивности колебаний нити.
Гибкая текстильная нить, внесенная в турбулентный воздушный поток, всегда совершает колебания, которые имеют в основном случайный характер. Сила, приложенная к нити при продольном обтекании ее воздушным потоком, существенно зависит от формы и интенсивности этих колебаний. Современные модификации форсунок пневмосистемы отличаются главным образом способом дросселирования: на станках используют форсунки «решеткой» (рис. 18,а) и с кольцевой щелью (рис. 18,б). Сжатый воздух через штуцер поступает в проточную камеру 1 форсунки 2, откуда через дроссель проходит в камеру смешения 3. В процессе дросселирования давление в активном потоке падает и в начале камеры смешения давление всегда ниже атмосферного, что необходимо для создания перепада давлений в уточной трубке 4.
Важными показателями качества форсунки являются ее расходная характеристика и дальнобойность, на которую влияют условия истечения воздуха. Доказано, что высокая эжекция снижает дальнобойность форсунки, поэтому необходимо чтобы эжекция форсунки была минимальной, а турбулентность ее воздушного потока – наименьшей.
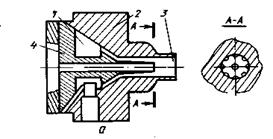
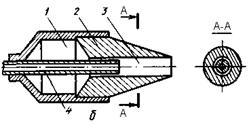 Рис. 18. Схемы форсунок
Рис. 18. Схемы форсунок
Натяжение утка на пневматическом ткацком станке
Натяжение уточной нити можно определить при помощи уравнения Дарси для жидкостного трения в трубках с турбулентным потоком воздуха. Отношение движущейся силы F, действующей на элемент уточной нити, к длине элемента L нити равно:
![]() ,
,
где ρ – плотность воздуха, г/мм3; d – диаметр уточной нити, мм; v – разность скоростей движения воздуха и нити в данной точке, м/с; f – коэффициент трения.
Обозначим πf/2 через k, тогда
![]()
![]() .
.
Установлено, что нить расположена вдоль оси воздушного потока, а изменение скорости движения воздуха на расстоянии L от участка постоянной скорости идет по экспоненте:
![]() ,
,
где С – постоянная, зависящая от вида волокна.
Сила, действующая на нить в стационарной свободной струе,
![]() ,
,
где F1 – сила, действующая на расстоянии L от сопла; F2 – сила, действующая на нить на участке постоянной скорости, длина которого l примерно равна 8-ми диаметрам нити.
Тогда
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Натяжение уточной нити по ширине заправки ткацкого станка неодинаково. Следовательно, строение ткани по ее ширине также будет неодинаково. Для устранения этого необходимо по ширине заправки устанавливать системы дополнительного подсоса воздуха.
Гидравлический способ прокладывания уточной нити
На рис. 19 показана принципиальная схема прокладывания утка на гидравлическом ткацком станке. Уточная нить 15 с бобины поступает в ограничитель баллона 14, а оттуда в игольчатый натяжной прибор магнитного действия 13, нитепроводник 1 и попадает под действие водила 10, на пути которого устанавливается еще дополнительный нитенатяжитель. Водило 10 получает возвратно-поступательное движение и периодически направляет нить под прижимной ролик 9, после чего она через нитепроводники 7 и 8 поступает в отмеривающий барабан 2. Далее нить проходит ушко диска 6 и поступает под придерживающую петлю 3, опирающуюся на ребристую площадку 5, и в отверстие форсунки 4. Петля 3, получая принудительное движение, отпускает нить в момент перемещения ее в зев и зажимает, когда происходит отмеривание в барабане, тем самым не давая нити выпасть из отверстия форсунки. Вода из трубопровода очищается фильтром 12, а затем насосом 11 по трубопроводу, который на рисунке не показан, подается к форсунке 4.
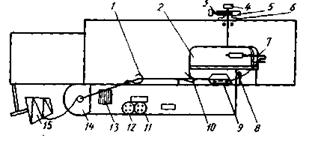
Рис. 19. Схема прокладывания утка на гидравлическом ткацком станке
Важным элементом в гидравлической системе прокладывания утка являются форсунки. На рис. 20,а изображена схема форсунки, применяемой на станках PN (бывшая Чехословакия). Она состоит из корпуса 9, к которому присоединен штуцер 1, и втулки 8, соединенной винтами 6 с соплом 7.
|
|
Рис. 20. Форсунки гидравлического ткацкого станка |
Перекрывающий клапан 5 прижат с помощью фланца 3 и резинового кольца 4 к наружной конической поверхности сопла. Давление может регулироваться винтовой крышкой 2.
На станках фирмы «Ниссан Мотор» используют форсунки, которые не имеют движущихся звеньев, так называемые открытые форсунки (рис. 20,б). Внутреннее сопло 1 ввинчивается в корпус 3, который соединен с помощью гайки 2 с корпусом 4. Достоинством форсунок такого типа является простота устройства, их недостатки – сильно увеличенный расход воды и растекание воды в периоды между прокидками.
Процесс прокладывания нити на гидравлических ткацких станках можно разделить на три периода: движение жидкости под действием поршня, включая впрыскивание в форсунку; формирование струи, выходящей из сопла; движение свободной струи. Свободная струя жидкости разделяется на три зоны: сплошная, расщепленная, капельная. Наиболее подходящей для прокладывания нити является сплошная струя, менее пригодна расщепленная. Попытки теоретического определения закона сопротивления, создаваемого сформированной струей, до сих пор были безуспешны.
Для объяснения сущности прокладывания утка введем понятия «фронт струи» и «фронт нити». Вначале фронт струи обгоняет фронт нити на 30–60 мм, но к концу он замедляет движение и уточная нить, имеющая определенный запас кинетической энергии, догоняет фронт струи. На расстоянии 15 см от среза сопла водяная струя начинает расщепляться, на расстоянии 52 см фронт нити отстает от фронта струи на 6 см, струя воды переходит в капельную зону, т. е. состоит из отдельных капель, а на расстоянии 153 см фронт нити приближается к фронту струи на 4 см. На расстоянии 170 см и выше в зависимости от условий прокладывания нити уточная нить затормаживается. Жидкость выходит из зева полностью диспергированной.
При использовании воды в качестве рабочей жидкости для перемещения уточной нити требуется выполнение следующих условий:
– металлические детали (бердо, шпарутки, галева ремизок и др.), контактирующие с влажной основой и тканью, а также все детали в ткацкой секции станка должны иметь антикоррозионное покрытие;
– влажная ткань должна быть отжата и перед навивкой на товарный валик хотя бы частично высушена;
– станок должен иметь укрытие для уменьшения разбрызгивания воды и водосборник для стекающей воды.
В тканях из синтетических волокон, которые вырабатываются на гидравлических ткацких станках, после отжима или отсасывания остается еще около 30 % воды; эту воду за короткий промежуток времени нельзя удалить механически, поэтому требуется досушка ткани.
Вода для гидравлического ткацкого станка должна быть соответствующим образом подготовлена и не должна содержать добавок, способных образовывать осадок. От железа и магния воду очищают механическим путем, от кальция и силиция – путем осаждения, механические загрязнения устраняются при помощи фильтрации. Вода должна быть безвредной в биологическом и гигиеническом отношениях. Расход воды на один станок составляет от 20 до 40 л в час в зависимости от ширины станка. Трубопроводы изготовляют из пластмассы, стекла, меди, латуни или оцинкованной латуни.
Рапирный способ прокладывания уточной нити
В последние годы повышенное внимание в ткачестве привлекают рапирные ткацкие станки. Классификацию рапирных ткацких станков можно провести по четырем признакам: виду рапир, их числу, размещению механизма прокладывания уточной нити и способу введения уточной нити в зев.
Ткацкие станки могут быть с жесткими, гибкими и телескопическими рапирами. Жесткие рапиры представляют собой тонкостенные трубы диаметром от 10 до 15 мм или реже пустотелые стержни прямоугольного сечения. При использовании жестких рапир в зеве нет направляющих, а головки рапир скользят по нитям основы. Недостатком станков с жесткими рапирами является увеличение производственной площади, занимаемой станками. Телескопические рапиры состоят из набора жестких штанг, которые входят одна в другую. По мере необходимости при прокладывании утка штанги выходят наружу и обеспечивают прокладывание утка на необходимую ширину. Гибкие рапиры имеют ленты прямоугольного сечения, изготовленные из пружинной стали или пластика специального назначения, для их движения необходимо устанавливать направляющие в зеве. Поскольку при выходе из зева ленты гибких рапир навиваются на колесо или укладываются полукругом, производственные площади сокращаются.
Ткацкие рапирные станки могут иметь одну или две рапиры. При использовании одной рапиры, если уточная нить прокладывается в одну сторону, формируется одно полотно; если уток прокладывается двумя противоположными концами рапиры, получают два полотна. Если в первом зеве, допустим слева, происходит прокладывание нити, то в правом зеве в это время происходит прибой утка, и процессы тканеобразования при этом смещены на 180°. Ткацкие станки с двумя рапирами можно также разделить на две группы: с введением утка в зев с одной стороны, т. е. левая рапира прокладывает нить до середины, правая ее принимает; с введением утка в зев с обеих сторон (обе рапиры служат для передачи и приема нити).
По размещению механизма прокладывания нити рапирные станки делятся на станки с механизмом, жестко закрепленным на раме станка, и с механизмом, совершающим качательное движение вместе с батаном. Для станков первого вида необходим выстой в заднем положении в течение всего времени прокладывания нити, как на станках с малогабаритными прокладчиками.
По способу введения уточной нити в зев различают систему Dewas – в зев втягивается прямая нить, передача нити происходит за конец и систему Gabler – уточная нить вводится в зев петлей, которая потом для большинства конструкций ткацких станков распрямляется.
Прокладывание гибкими рапирами
Особенности прокладывания утка гибкими рапирами рассмотрим на примере станка фирмы «Нуово Пиньоне» (Италия). Система захватов на гибких лентах смонтирована на батане. В последних моделях станков предусмотрена намотка обеих лент на соответствующие упорные зубчатые колеса под углом 180°. Это способствует улучшению работы зубчатой передачи и дает возможность использовать новые материалы, которые облегчают массу несущих деталей, уменьшают инерционные усилия и позволяют сократить габариты станка.
Привод рапир включает эпициклоидальные зубчатые колеса с осью, совпадающей с осью колебания батана, что позволяет резко сократить инерцию конструктивных элементов станка, сведя до минимума неуравновешанные в работе силы в пользу стабильности машины. Экспериментальные исследования показали, что при частоте вращения главного вала ткацкого станка 450 мин-1 максимальная скорость движения рапиры составляет более 28 м/с (рис. 21). Такая значительная скорость потребовала применения специальных конструкционных материалов и легких сплавов: алюминия, углеродных волокон и др.
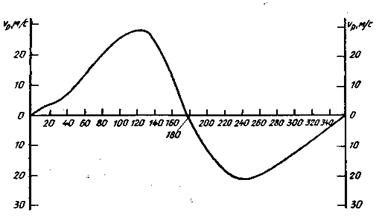
Рис. 21. График изменения скорости рапиры
Станок ТР 500 оснащен последними новинками электроники. При помощи электронного управления имеется возможность синхронизировать и автоматизировать функции всего станка. Станок оснащен восьмицветным уточным прибором, у которого чередование цвета произвольное, а смена цвета осуществляется с помощью перфоленты.
На станках установлен уточный тормоз стационарного действия. Степень торможения нити регулируется и устанавливается в зависимости от линейной плотности перерабатываемых нитей.
В случае синусоидального закона движения рапир кинематические уравнения будут иметь следующий вид:
![]() ,
,
![]() ,
,
![]() ,
,
где L – максимальное перемещение рапиры, см; φ – угол поворота главного вала, град.
Плавное изменение кинематических характеристик позволяет вырабатывать на станке самый разнообразный ассортимент из нитей различного волокнистого состава и различной линейной плотности.
Производительность станков составляет 1000 метроуточин в минуту. Для сравнения отметим, что отечественные рапирные ткацкие станки СТР с гибкими рапирами имеют производительность не более 450 метроуточин в минуту.
Прокладывание жесткими рапирами
Рассмотрим подробнее этот способ прокладывания утка на станке фирмы SACM (Франция). Передача нити от одной рапиры к другой происходит за конец в середине полотна.
Привод рапир на этом станке осуществляется так называемым механизмом погоняльного типа, который установлен на батане. Он имеет одно звено, которое напоминает погонялку обычного челночного ткацкого станка. Механизм погоняльного типа обычно получает движение от главного вала.
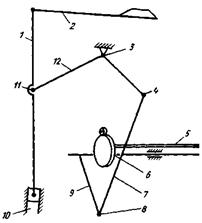
На рис. 22 представлена схема механизма привода жестких рапир станка MAV фирмы SACM. Погонялка 1, закрепленная на батане, верхним концом шарнирно соединена с жесткой рапирой 2, нижний ее конец находится в пазу направляющей 10, которая также укреплена на батане. Двуплечий рычаг 12, имеющий ось вращения в точке 3, шарнирно соединен с погонялкой в точке 11. При вращении двуплечего рычага 12 верхний конец погонялки вместе с рапирой движется почти по прямой линии. Движение рычага 12 осуществляется от главного вала 5 через кулачок 6, толкатель 9 и тягу 7, которая соответствующими кинематическими парами 4 и 8 соединена с рычагом и толкателем.
Рис. 22. Схема привода жестких рапир ткацкого станка MAV | Механизм привода рапир размещен в двух плоскостях. В одной плоскости расположен батан, рапира, рычаг 12 и погонялка, а в перпендикулярной – кулачок с толкателем. Жесткие рапиры представляют собой, как правило, цилиндрические трубки со сменными захватами, которые можно быстро заменить. При прокладывании утка нить в зеве не раскручивается, натяжение ее практически остается без изменения, а конец нити надежно удерживается до момента закрепления утка нитями основы. |
Правая рапира захватывает конец нити, который сматывается с бобины, прокладывает ее до середины и передает левой рапире, захват которой входит в правую. При обратном движении захват левой рапиры удерживает нить, полученную от правой рапиры, и прокладывает ее дальше до края полотна. При выходе из зева захват встречает упор и отпускает конец нити за кромкой.
Жесткие рапиры движутся в зеве без направляющих. При относительно небольшом ходе батана (117 мм) и небольшой высоте зева (65 мм) создаются довольно благоприятные условия для процесса формирования ткани на станке.
Рапира начинает свое движение при угле поворота главного вала станка 60°, захватывает нить при 75° и входит в зев при 80°. Передача нити от одной рапиры другой происходит примерно при 190°, выход рапир из зева – при 300°. Максимальная скорость рапир на станке 12 м/с. Скорость движения рапиры и уточной нити в ней изменяется плавно. На станке устанавливают шестицветный уточный прибор.
Фирма «Заурер» (Франция) первой в мире, в 1979 г. начала выпускать двухфазные ткацкие станки с введением утка жесткой рапирой. Преимуществом данной конструкции станка является возможность изготовления одновременно двух полотен тканей, можно и совершенно различных. Подача основы, отвод ткани и зевообразование для каждой стороны станка осуществляются независимо друг от друга.
Введение уточной нити, как уже отмечалось, происходит при помощи жесткой рапиры, изготовленной с использованием графитовых волокон. Масса одной рапиры всего 125 г. Рапира, приводимая в движение с помощью шестерни, установленной в середине станка, вводит уточные нити попеременно в левый и правый зев. Рапира имеет направляющую по всей траектории своего движения.
Прокладывание утка на станке Заурер 500 осуществляется следующим образом. Уточная нить 5 сматывается с бобины 1 и через питающую воронку и тормоз попадает к непрерывно вращающимся транспортным роликам 2 (рис. 23,а). Пневматический накопитель уточной нити 3 принимает уточную нить и накапливает ее в форме петли. Тормоз 4 предотвращает опережение уточной нити в фазе торможения рапиры и обеспечивает регулируемое необходимое натяжение уточной нити. Рапира забирает поданную возвратчиком утка 6 уточную нить (рис. 23,б) и протягивает ее с небольшим натяжением из накопителя уточной нити, а при рабочем ходе и через зев.
При окончании введения уточной нити (рис. 23,в) нажимной ролик отводится от транспортного ролика и подача уточной нити заканчивается. К этому времени исчерпан также запас уточной нити в накопителе, а скорость рапиры соответствует окружной скорости транспортных роликов. Для оставшегося хода рапиры недостающая уточная нить (около 45 мм) сматывается непосредственно с бобины крестовой намотки.

Рис. 23. Прокладывание утка на ткацком станке Заурер 500
При достижении левой мертвой точки перемещения рапиры (рис. 23,г) открытый съемный захват 7 забирает конец уточной нити. При этом зажим рапиры механически открывается и очищается потоком отсасываемого воздуха. Затем рапира перемещается назад, захватывает уточную нить на правой стороне и вводит ее в правый зев (рис. 23,д). Как только рапира покидает левый зев (рис. 23,е), происходит прибой уточной нити к опушке ткани бердом 8.
Съемный захват уточной нити 7 перемещается синхронно с бердом и проталкивает уточную нить после срабатывания нитенаблюдателя в зажим кромки 9. После этого уточная нить обрезается ножницами 10 между зажимом кромки и съемным захватом. Закладная кромка получается на станке за счет действия на нить иглы.
В правое полотно ткани уточная нить вводится таким же способом, но со смещением по фазе на 180°.
Благодаря синусоидальному движению рапиры ускорение, несмотря на высокую производительность станка (1036–1184 метроуточин в минуту), находится в диапазоне 1100–1400 м/с2. Соответственно скорость рапиры составляет 37–42 м/с.
Прокладывание утка на двухфазном ткацком станке имеет следующие особенности:
– снижена скорость сматывания уточной нити с питающих паковок вдвое по сравнению с однофазными ткацкими станками, имеющими такую же ширину;
– сматывание уточной нити происходит непрерывно благодаря пневматическому накопителю;
– движение рапиры происходит по синусоиде, плавно;
– мала удельная нагрузка на уточную нить;
– прокладывание утка происходит при большой скорости.
Прокладывание телескопическими рапирами
На рапирных станках широко используются телескопические рапиры. Их применение позволяет уменьшить площадь, занимаемую станком. Ткацкие рапирные станки с телескопическими рапирами выпускаются фирмой «Заурер». Передача нити на станке может осуществляться как за конец, так и петлей.
При передаче нити за конец введение утка происходит с правой стороны с бобин крестовой намотки. Уточная нить схватывается зажимом и вводится до середины зева, где ее принимает левая рапира и прокладывает до кромки ткани. Эта система хорошо подходит для выработки тканей из фасонной пряжи (букле, фламме и др.), из пряжи высокой крутки (креп, вуаль), а также из пряжи с малой разрывной нагрузкой.
При введении нити петлей ее питание происходит также с правой стороны машины. Нить подается правым захватом, который прокладывает ее до середины зева в форме петли. Эту систему хорошо использовать для выработки тканей из гладких и прочных нитей.
Привод телескопических рапир показан на рис. 24. Телескопические рапиры составлены из двух рапир (внешней и внутренней), которые соединены эластичной лентой. Рапиры перемещаются в зеве без направляющих элементов. При использовании телескопических рапир приходится несколько увеличить размеры зева. Перед началом прокладывания утка внутренняя рапира размещается во внешней (рис. 24,а), затем внутренняя рапира с помощью привода выдвигается и прокладывает нить до середины зева (рис. 24,6).
Рис. 24. Привод телескопических рапир | 1 – шатунно-кривошипный механизм; 2 – приводной механизм рапир; 3 – внешняя рапира; 4 – приводные салазки рапир; 5 – приводной меч; 6 – внутренняя рапира. |
Пневморапирный способ прокладывания уточной нити
Схема прокладывания. На рис. 25 дана схема прокладывания утка на пневморапирном ткацком станке АТПР. С бобины 1 нить 2 через систему направляющих глазков 3 и тормозное устройство (вытяжной прибор) 4 поступает в отмеривающее устройство, состоящее из конусного шкива 6 и прижимного ролика 5. Из отмеривающего устройства уточная нить подается с постоянной скоростью в механизм компенсатора 7, который за каждый цикл работы станка сначала накапливает некоторую длину нити в виде петли, а затем освобождает ее, и нить поступает в правую рапиру (нагнетающую) 9 и вместе с ней вводится в зев.
С левой стороны станка навстречу правой рапире перемещается левая (отсасывающая) рапира, в канале которой уточная нить прокладывается в левой половине зева.
Скорость поступления нити в правую рапиру определяется закономерностью перемещения глазка 8 компенсатора и равна сумме скоростей отмеривания нити и подачи нити компенсатора.
В зависимости от ширины вырабатываемой ткани и вида проборки нитей основы в бердо длина уточной нити, подаваемая отмеривающим механизмом, должна быть различной. Необходимая длина уточной нити достигается установкой прижимного ролика 5 на соответствующий диаметр конусного шкива 6, одновременно устанавливается и величина размаха компенсатора.
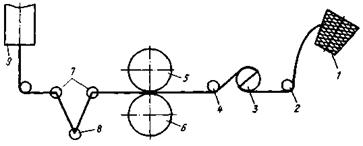
Рис. 25. Схема прокладывания утка на ткацком станке типа АТПР.
Привод рапир осуществляется при помощи планетарного механизма. Рапиры представляют собой полые трубки, к которым посредством отверстий в шпинделе, водиле и рычаге планетарного механизма подводится от компрессора сжатый воздух. Давление в рапирах можно регулировать с помощью ниппелей.
Пневмосистема станка обеспечивает постоянную подачу воздуха в нагнетающую рапиру и отсос воздуха из всасывающей рапиры. Скорость движения воздуха в рапирах 50–70 м/с. Силу тяги, создаваемую воздушной струей, можно определить по формуле :
![]() ,
,
где сх – коэффициент сопротивления пряжи; ρ – плотность воздуха, г/м3; d – диаметр нити, м; l – длина участка нити, находящегося в рапире, м; v – скорость воздушного потока относительно участка нити в рапире, м/с.
Процесс прокладывания уточной нити на пневморапирном ткацком станке можно разбить на четыре этапа:
– прокладывание уточной нити правой рапирой;
– передача нити от правой рапиры (нагнетающей) к левой (всасывающей);
– прокладывание уточной нити левой рапирой;
– вытягивание нити компенсатором для обеспечения необходимого натяжения для формирования ткани.
При прокладывании утка правая рапира перемещается в зеве с выходящим из нее участком нити длиной около 35 мм.
Величина этого участка несколько меньше ядра струи и потому его не нужно при дальнейшем движении убирать внутрь рапиры.
Наиболее ответственным этапом является процесс передачи нити от нагнетающей рапиры к всасывающей, после которого нить во всасывающей рапире должна двигаться с максимальной скоростью, чтобы процесс прокладывания утка в левой части зева осуществлялся как бы в замкнутом цилиндрическом пространстве, и левая рапира только освобождала участок нити при своем движении.
Экспериментальные исследования показали, что для правильной передачи уточной нити из правой рапиры в левую при работе ткацкого станка АТПР должны выполняться следующие условия:
– в момент встречи рапиры должны быть соосны – нарушение соосности на 0,5 мм уменьшает вероятность передачи нити на 3 %, а нарушение соосности рапир на 3 мм – на 13 %;
– воздух, вышедший в единицу времени из правой рапиры, должен полностью войти в левую рапиру;
– площадь поперечного сечения струи воздуха, выходящей из правой рапиры в момент подхода конца уточной нити к левой рапире, должна быть меньше площади поперечного сечения левой рапиры.
Скорость движения нити, м/с, через зев можно определить по формуле
 ,
,
где Vр – скорость движения рапиры; Vн. р. – скорость движения нити относительно движения рапиры.
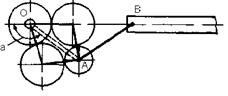
На рис. 26 представлена схема привода рапир. Перемещение, скорость и ускорение рапир зависит от величин О А и АВ, которые равны между собой, и угла поворота главного вала. Перемещение Sp, скорость Vр и ускорение рапиры ар определяют по формулам:
![]() ,
,
![]() ,
,
![]() ,
,
где R – радиус поводка планетарного механизма привода рапир, мм; α – угол поворота главного вала, град; ω – угловая скорость главного вала.
Рис. 26. Схема привода рапир |
где Vн. о – скорость движения рапиры; Vн. к. – скорость движения нити относительно движения рапиры. |
Частота вращения конусного шкива отмеривающего механизма
![]() ,
,
где i – передаточное отношение между главным валом и валом шкива отмеривающего механизма; n – частота вращения главного вала, мин-1.
Скорость отмеривания нити
![]() ,
,
где Rш – радиус шкива в точке касания нажимного валика, мм.

Рис. 27. Графики перемещения (а), скорости (б) и ускорения (в) нити
На рис. 27 представлены графики перемещения, скорости и ускорения нити относительно компенсатора (кривая 1), нити относительно отмеривающего механизма (кривая 2), рапиры (кривая 3), нити относительно рапиры (кривая 4), Анализ графиков показывает, что для правильной передачи нити из одной рапиры в другую необходимо, чтобы правая и левая рапиры близко подошли друг к другу. Если расстояние между рапирами будет велико, то при действии турбулентных потоков воздуха нить может изгибаться, колебаться, закручиваться, что будет приводить к недолетам утка.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
