
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
2.1.1. Прибой утка на многозевных ткацких машинах
На некоторых многозевных машинах применяют тканеформирующие механизмы, которые обеспечивают одновременно выполнение двух технологических операций процесса образования ткани: перемещение челноков, в результате чего в зеве основы прокладывается уточная нить; подвод проложенных уточных нитей к опушке ткани и их точечный прибой.
Рис. 38. Тканеформирующий диск многозевной машины | На рис. 38 представлен тканеформирующий диск, осущест-вляющий точечный прибой на многозевной машине. На валу 1 набраны тканеформирующие диски 2 таким образом, что их выступы I, II и III образуют спиральную поверхность с ша-гом, равным расстоянию между микрочелноками. Выступы I дисков приводят в движение микрочелноки и обеспечивают подвод проложенной уточной нити к опушке. |

Выступами II уточная нить начинает перемещаться в зоне формирования ткани в условиях взаимодействия основных и уточных нитей. Окончательно прибиваются уточные нити и формируется элемент ткани выступами III при максимально раскрытом зеве.
Уточные нити в каждой зоне прибиваются последовательно выступами дисков. Так как последние смещены на некоторый угол один относительно другого, с опушкой ткани соприкасается выступ только одного диска. Величину смещения одного диска относительно другого можно рассчитать по формуле
 ,
,
где r – радиус выступа дисков, мин; nT – число тканеформирующих дисков.
![]() ,
,
где I – шаг винта, мм; P0 – плотность ткани по основе, нитей на 1 см; n – число нитей, пробранных между тканеформирующими дисками.
Разность радиусов выступов III и I и их смещений Δl равна размеру зоны формирования тканей различных плотностей. В процессе взаимодействия профилированных дисков с тканью нормаль N (см. рис. 38), восстановленная к профилю дисков, составляет с направлением ткани угол φ, поэтому особое значение приобретает обеспечение равновесия опушки ткани при выработке тканей различной структуры.
2.2. Взаимодействие основных и уточных нитей
при фронтальном прибое
В процессе прибоя уточной нити к опушке ткани возникает сила прибоя, которая зависит от строения вырабатываемой ткани и реологических свойств нитей основы и утка. В результате активного силового взаимодействия основные и уточные нити испытывают большие технологические нагрузки, которые для большинства вырабатываемых тканей и для большинства современных ткацких станков являются максимальными за время оборота главного вала станка, что хорошо видно из осциллограммы натяжения основных нитей, представленной на рис. 39,а.
При прибое утка на ткацких станках можно выделить четыре основных периода:
1) от омента встречи берда с прибиваемой уточной нитью до момента начала силового взаимодействия уточины с нитями основы;
2) от начала силового взаимодействия нитей двух систем до момента встречи берда с опушкой ткани;
3) движение опушки ткани под действием берда;
4) обратное движение берда от опушки ткани и выталкивание прибитой уточины в сторону зева.
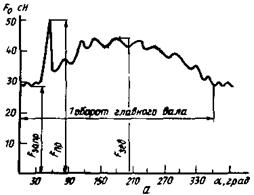
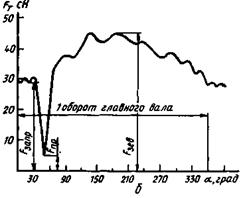
Рис. 39. Осциллограммы натяжения нитей основы и ткани
В течение первого периода перемещение прибиваемой уточной нити, движущейся к опушке ткани бердом, идет относительно свободно по нижней плоскости еще незакрытого зева. Начало второго периода обычно совпадает с моментом заступа. В этот момент времени, во-первых, происходит фиксация длины прибиваемой уточины и, во-вторых, начинается воздействие на уточину более натянутых основных нитей. В результате силового точечного давления прибиваемая уточина начинает изгибаться, принимая волнообразную форму. При этом в первый момент времени изгиб уточины на небольшой угол происходит относительно свободно, так как длина проложенной в зев уточной нити превышает ширину опушки ткани в среднем на 0,5–1 %, но после выбора этого небольшого участка свободной длины, т. е. после достижения определенного угла изгиба прибиваемой уточины, начинается обратное явление – силовое действие прибиваемой уточины на нити основы и изгиб последних.
В результате такого силового взаимодействия, сопровождающегося большими деформациями изгиба, смятия и растяжения двух систем нитей, а также в результате одновременного перемещения уточины к опушке ткани, связанного с фрикционным взаимодействием нитей основы и утка, прибиваемая уточина и основные нити принимают волнообразную форму, образуя новый элемент ткани. Однако движение берда при этом не заканчивается. В третьем периоде бердо движется вместе с опушкой в сторону грудницы, натяжение ткани резко падает, что хорошо видно из осциллограммы, представленной на рис. 39,б.
Натяжение основы в течение второго и третьего периодов прибоя уравновешивается силой прибоя и натяжением ткани, поэтому во время третьего периода прибоя перемещение ткани к груднице под действием берда происходит на величину прибойной полоски. Деформация основных нитей и величина прибойной полоски при прибое находятся в прямо пропорциональной зависимости от силы прибоя и обратно пропорциональной зависимости от жесткости основы и ткани. Четвертый период прибоя характеризуется обратным ходом прибитой уточины под действием упругих сил со стороны перекрещенных нитей основы.
Сопротивление движению прибиваемой уточной нити в первый и второй периоды прибоя и сопротивление движению ткани в третий период преодолевается внешней активной силой, называемой силой прибоя. Сила прибоя действует на прибиваемую уточину со стороны прибивающего органа – берда. Эта сила, изменяясь в процессе прибоя от нуля до максимальной величины, зависит от строения вырабатываемой ткани, реологических свойств нитей основы и утка, а также первоначального натяжения нитей двух систем.
Перемещение опушки ткани в третий период прибоя называется прибойной полоской. Это перемещение опушки ткани осуществляется вместе с бердом и под его воздействием.
Величина прибойной полоски зависит от параметров строения ткани и от параметров заправки и выработки ткани на станке, для различных тканей она изменяется в широких пределах. Величина прибойной полоски изменяется обратно пропорционально натяжению основы, т. е. чем больше натяжение основы, тем меньше прибойная полоска, и наоборот. При недостаточном натяжении основы возникает достаточно большая прибойная полоска. Кроме того, прибойная полоска может служить видимым ориентиром правильности протекания процесса ткачества. Изменение силы прибоя и величины прибойной полоски имеет сложную функциональную зависимость от параметров строения ткани и технологических параметров ее выработки.
Сила прибоя, действующая на формируемый элемент ткани в процессе прибоя, намного превышает силы инерции самих нитей. Пренебрегая силами инерции нитей и используя принцип Даламбера, получаем возможность описывать движение нитей равенствами, формально совпадающими с уравнениями равновесия. Однако в отличие от истинного равновесия, когда нить не меняет своей конфигурации, в данном случае нить будет двигаться, но при этом действующие на нить силы уравновешиваются. Поэтому в дальнейшем будем говорить о равновесии, понимая под этим как равновесное положение, так и движение в указанном выше смысле.
Рассмотрим взаимодействие нитей основы и утка от момента начала движения уточины к опушке ткани под действием внешней активной силы до момента прибоя уточины, при котором достигается минимальное расстояние между прибиваемой и неподвижной прибитой уточинами, и силовое взаимодействие нитей в послеприбойный период, т. е. в момент снятия внешней активной силы. На рис. 40 представлена схема действия сил на основу и уток при фронтальном прибое. Считаем, что нити гибкие и растяжимые согласно закону Гука. На рис. 40 даны следующие обозначения:
F0 и F`о – натяжение основы с внешней стороны от прибиваемой уточины и на отрезке между прибиваемой и прибитой уточинами, сН/нить:
Fy – натяжение прибиваемой нити утка, сН/нить;
в – расстояние между центрами прибиваемой и прибитой уточин, мм;
а – расстояние между осями соседних основных нитей, мм;
ψ и θ – углы наклона нити основы к горизонтальной плоскости соответственно с внешней стороны от прибиваемой уточины между прибиваемой и прибитой нитями утка, град;
β – угол наклона прибиваемой нити утка к горизонтальной плоскости, град.

Рис. 40. Схема действия сил на основу и уток при фронтальном прибое
Рассмотрим равновесие системы, состоящей из элементов нитей основы и утка, находящихся в соприкосновении. Сумма проекций действующих сил на оси X и Z будет равна:
![]() ;
;
 .
.
Третье уравнение получаем, связав натяжение основы с внешней стороны от прибиваемой уточины и между прибиваемой и ранее прибитой уточинами.
![]() ,
,
где f – коэффициент трения основных и уточных нитей.
Решая совместно приведенные уравнения, получим
![]() ;
;
![]() .
.
Сила трения, действующая при скольжении утка по основе,
![]()
![]() .
.
Анализ полученных зависимостей позволяет сделать вывод о том, что сила прибоя, натяжение основы и натяжение утка взаимообусловлены и влияют друг на друга.
После прибоя, т. е. после снятия внешней активной силы (силы прибоя проложенной уточной нити к опушке ткани), уравнения равновесия примут вид
![]() ;
;
![]() .
.
Так как сила трения изменила направление,
![]() .
.
Следовательно,
![]() ;
;
![]() ;
;
![]() .
.
Анализ полученных зависимостей позволяет установить:
1) непрерывно уменьшающееся в процессе прибоя расстояние между прибитой и прибиваемой уточинами достигает своего минимального значения в конце прибоя, после отхода берда уточина выталкивается обратно;
2) от момента начала прибоя до момента, когда Fy = F0, наблюдается более или менее плавное изменение основных сил, действующих в формируемом элементе ткани; начиная с этого момента резко увеличиваются F0 и Р и за короткий промежуток времени они достигают экстремальных значений;
3) натяжение основной нити F`0 внутри формируемого элемента ткани непрерывно падает, причем наиболее резкое падение наблюдается в конце прибоя;
4) натяжение прибиваемой уточины Fy в процессе фронтального прибоя резко возрастает; отход же берда от опушки ткани способствует уменьшению силы Fy;
5) сила прибоя в начальной стадии возрастает плавно, в конечной стадии увеличивается резко и достигает своего максимального значения при минимальном расстоянии между уточинами;
6) сила трения Ттр между прибиваемой уточиной и основной нитью увеличивается более плавно, чем сила прибоя, причем вначале сила прибоя затрачивается на преодоление силы трения, развиваемой на контакте. В конечной же стадии прибоя большая часть силы прибоя затрачивается на изгиб нитей;
7) угол изгиба уточины β изменяется примерно по такому же закону, что и натяжение утка.
В табл. 5 приведены данные о продолжительности процесса прибоя на ткацких станках типа СТБ различной заправочной ширины.
Таблица 5
Заправочная ширина станка по берду, см | Частота вращения главного вала, мин -1 | Продолжительность прибоя, с |
189 | 400 | 0,00417 |
216 | 350 | 0,00476 |
250 | 340 | 0,00490 |
330 | 330 | 0,00505 |
389 | 325 | 0,00513 |
469 | 260 | 0,00641 |
545 | 190 | 0,00877 |
Малая продолжительность прибоя и большие динамические нагрузки, возникающие в нитях, усложняют процесс регулирования, поэтому к прибою предъявляются повышенные требования. От правильного протекания этого процесса во многом зависят уровень обрывности нитей, качество выпускаемой ткани и рациональное ее строение.
2.3. Расчет параметров процесса прибоя
Основными параметрами процесса прибоя уточины к опушке ткани являются сила прибоя и величина прибойной полоски. Опыт работы ткацких станков показал, что величина прибойной полоски и сила прибоя определяются заправочным натяжением нитей основы, причем с увеличением заправочного натяжения основы сила прибоя возрастает, а величина прибойной полоски уменьшается.
Установим связь между силой прибоя и величиной прибойной полоски. Как известно, опушка ткани находится в момент прибоя в равновесии за счет силы прибоя, натяжения основы и ткани:
![]() ,
,
где α – половина угла раскрытия зева при прибое, град.
Так как угол α мал, cos α ≈ 1.
Натяжение основы в момент прибоя
![]() ,
,
где F – натяжение основы до прибоя, сН; λ – величина прибойной полоски, мм; Δ0 – дополнительная деформация основы в момент прибоя от процесса зевообразования, мм; С0 – коэффициент жесткости основы в заправке ткацкого станка, сН/мм.
Натяжение ткани в момент прибоя
![]() ,
,
где F´ – натяжение ткани до прибоя (F/ = F), сН; CТ – коэффициент жесткости ткани в заправке ткацкого станка, сН/мм; ΔТ – дополнительная деформация ткани в момент прибоя от процесса зевообразования, мм.
На основании этого сила прибоя
![]() .
.
Если принять, что ∆0С0 = ∆Т СТ, то Р = (С0 + СТ)λ.
Если выявить влияние на жесткость основы и ткани натяжения нитей основы, то оказывается, что увеличение натяжения нитей основы обязательно приводит к изменению жесткости основы и ткани. Величину прибойной полоски можно определить по формуле
![]() .
.
В результате экспериментальных исследований получил следующее выражение для расчета натяжения основы у опушки ткани в момент прибоя при выработке хлопчатобумажных тканей полотняного переплетения:

где Т0 – линейная плотность основы, текс; 3П – коэффициент поверхностного заполнения ткани; К1 – коэффициент, учитывающий влияние поверхностной плотности ткани; К2 – коэффициент, учитывающий отношение заполнения ткани по основе к заполнению ткани по утку; К3 – коэффициент, учитывающий отношение линейной плотности основы к линейной плотности утка; К4 – коэффициент, учитывающий разнонатянутость нитей зева; К5 – коэффициент, учитывающий влияние заступа.
При расчете натяжения основы при прибое представляет интерес учет релаксационных свойств нитей основы. Натяжение основы при прибое
![]() ,
,
где F – натяжение основы до прибоя, сН; ΔFnp – приращение натяжения основы в процессе прибоя, сН.
Приращение натяжения основы в процессе прибоя можно рассчитать, используя наследственную теорию вязкоупругости Больцмана-Вольтерра:
![]() ;
; ![]() ;
; ![]() ,
,
где σ – напряжение основы до прибоя, Па; Δσ – приращение напряжения основы в процессе прибоя, Па; S – площадь поперечного сечения нити, м2; ε – деформация основы в процессе прибоя; Е – модуль упругости нити, Па; T(t – τ) – функция влияния.
В качестве функции влияния целесообразно выбирать функцию, которая хорошо описывает процесс, продолжительность которого близка к нулю, когда при постоянной деформации скорость распространения (релаксации) напряжения будет стремиться к минус бесконечности. Такие функции называют слабосингулярными.
Контрольные вопросы
1. Что называют прибоем утка?
2. Что называют зоной формирования ткани?
3. Какие различают способы прибоя?
4. Преимущества и недостатки различных способов прибоя уточной нити к опушке ткани.
5. Перечислите основные периоды фронтального прибоя утка. Дайте характеристику каждому из этих периодов.
6. Какие существуют механизмы, осуществляющие прибой уточной нити к опушке ткани?
7. Какие требования предъявляют к батанным механизмам?
8. Что называют прибойной полоской, силой прибоя?
9. Классификация кривошипно-шатунных батанных механизмов в зависимости от соотношения радиуса кривошипа и длины поводка.
10. Какие кривошипно-шатунные батанные механизмы называются аксиальными, а какие дизаксиальными?
11. Как изменить силу прибоя и величину прибойной полоски на ткацких станках различных конструкций?
12. Какие функции выполняют батанные механизмы различных ткацких станков?
13. Причина возникновения прибойной полоски на ткацком станке.
14. Как отличается натяжение утка при прокладывании в зеве и при формировании элемента ткани?
15. Что представляет собой взаимосвязь между натяжением основы и натяжением утка?
16. От каких технологических параметров, заправки ткацкого станка зависит строение вырабатываемой ткани?
17. Почему одна и та же заправка ткани на различных ткацких станках дает различие параметров строения вырабатываемых тканей?
18. От чего зависит разрушение нитей на ткацком станке?
19. Особенности прибоя на многозевной машине.
20. Какие преимущества батанного механизма ткацких станков типа СТБ по сравнению с батанным механизмом челночного ткацкого станка?
3. ПИТАНИЕ ТКАЦКИХ СТАНКОВ УТКОМ.
МНОГОЧЕЛНОЧНЫЕ МЕХАНИЗМЫ И МНОГОУТОЧНЫЕ ПРИБОРЫ
Для выработки некоторых тканей применяют уточную пряжу различных цвета, линейной плотности, крутки, волокнистого состава и др. Так, в хлопчатобумажном, шерстяном и шелковом производствах часто вырабатывают ткани из утка различного цвета (шотландка, шелковые клетчатые полотна, шерстяные костюмные ткани и др.). При выработке многослойных тканей (пикейные одеяла, драпы, пледы и др.) в хлопчатобумажном и шерстяном производствах часто используют уточную пряжу различной линейной плотности. В шелковом производстве вырабатывают различные виды крепов, для которых применяют пряжу различной крутки.
Для выработки этих тканей на челночных ткацких станках используют не один челнок, а несколько, причем в каждом челноке помещается уточная пряжа определенного вида. Для размещения нескольких челноков на ткацком станке и подачи их в определенной последовательности на уровень склиза батана применяют многочелночные механизмы.
На бесчелночных ткацких станках для выработки ткани из различной уточной пряжи используются многоцветные механизмы. Они позволяют в определенной последовательности подавать уток определенного цвета, линейной плотности, крутки и различного волокнистого состава, который затем прокладывается в зев.
3.1. Классификация многочелночных механизмов
и многоцветных приборов
Существует большое количество различных конструкций многочелночных механизмов и многоцветных приборов. Для изучения их целесообразно сгруппировать по определенным признакам и дать классификацию.
Задача многочелночных механизмов и многоцветных приборов – обеспечить прокладывание утка строго последовательно в соответствии с заданным манером цвета или рисунка.
Для размещения челноков на станке и подачи их в определенной последовательности на уровень склиза батана применяют многочелночные механизмы. Челноки с пряжей различного вида размещаются в челночнице по вертикали один над другим или по окружности челночницы-барабана. На ткацких станках типа СТБ уточная пряжа различных видов размещается сбоку ткацкого станка на специальных держателях уточных паковок – бобин. Смена вида вводимого в зев утка осуществляется специальным устройством, называемым многоуточным прибором. Управление порядком чередования смены утка, в соответствии с заданным раппортом цвета ткани по утку, осуществляется с помощью картона.
На челночных ткацких станках применяются многочелночные механизмы различных конструкций. По некоторым характерным признакам их можно разделить на следующие группы:
1. В зависимости от расположения челночниц – на односторонние и двухсторонние.
В односторонних механизмах имеется одна челночница, на противоположной стороне батана расположена обычная челночная коробка; в двусторонних механизмах имеются две челночницы, расположенные на каждой стороне батана.
2. В зависимости от максимального числа используемых челноков – двух-, трех-, пяти - и семичелночные.
3. В зависимости от характера движения челночницы и расположения в ней челноков – на механизмы с поступательным и вращательным движением челночницы. В первом случае челночница перемещается поступательно вверх или вниз, подавая на уровень склиза батана нужную челночную коробку, во втором случае челночница вращается, подавая к склизу необходимый челнок.
4. По величине пути перемещений челночницы – на механизмы с последовательной и произвольной сменой челночных коробок. В механизмах с последовательной сменой челночных коробок челночница перемещается на высоту одной коробки, устанавливая на уровень склиза соседнюю с ней коробку В механизмах с произвольной сменой челночных коробок челночница может перемещаться на несколько коробок, устанавливая на уровень склиза батана любую из коробок челночницы.
Многочелночные механизмы различных групп имеют неодинаковые возможности чередования челноков с различным утком. Так, при использовании односторонних многочелночных механизмов можно воспроизвести раппорт цвета только с четным числом прокидок. Наибольшие возможности чередования челноков с различным утком имеют двусторонние механизмы с произвольной сменой коробок. Наибольшее применение имеют односторонние четырехчелночные и двусторонние семичелночные механизмы с произвольной сменой челночных коробок. На ткацких станках типа СТБ устанавливаются многоуточные приборы на два, четыре и т. д. утка различного вида.
3.2. Разгон челноков
Разгон челноков – это графическое изображение размещения челноков в челночных коробках и порядка смены коробок для получения заданного уточного раппорта цвета (уточного манера).
Согласно рисунку ткани цветной раппорт по утку может иметь различное число уточных прокидок каждого цвета: четное, нечетное и смешанное. Например, цветной раппорт по утку состоит из 12 прокидок утка красного цвета, 18 прокидок утка коричневого цвета, 6 прокидок утка черного цвета, 20 прокидок утка зеленого цвета. Все цвета (челноки) имеют четное число прокидок. Или цветной раппорт по утку состоит из 11 прокидок утка красного цвета, 15 прокидок утка коричневого цвета, 7 прокидок утка зеленого цвета, 17 прокидок утка черного цвета. Все цвета (челноки) имеют нечетное число прокидок. И третий пример, цветной раппорт по утку состоит из 12 прокидок утка красного цвета,. 15 прокидок утка коричневого цвета, 6 прокидок утка зеленого цвета, 17 прокидок утка черного цвета. Цвета (челноки) имеют четное и нечетное число прокидок (в этом случае принято называть раппорт со смешанным числом прокидок).
Следует также различать понятия «полный раппорт» и «сокращенный раппорт». Полный раппорт включает полное число уточных прокидок каждого цвета. В сокращенном раппорте четное число прокидок заменяется числом 2 – первым четным числом, нечетное число прокидок – числом 1 – первым нечетным числом. Например (табл. 6):
Таблица 6
Полный раппорт | Сокращенный раппорт |
8 прокидок красного цвета | 2 прокидки красного цвета |
17 прокидок зеленого цвета | 1 прокидки зеленого цвета |
12 прокидок черного цвета | 2 прокидки черного цвета |
9 прокидок коричневого цвета | 1 прокидки коричневого цвета |
Разгон челноков выполняется по сокращенному раппорту цвета. В дальнейшем для сокращения записей и удобства графического оформления разгона челноков уточную пряжу различного вида будем обозначать буквами.
Разгон челноков для цветного раппорта по утку с четным числом прокидок не представляет затруднений. В этом случае каждый челнок перед сменой коробок возвращается в челночницу (в свою челночную коробку). Возможность выполнения цветного раппорта с нечетным или смешанным числом прокидок утка зависит от числа свободных коробок после размещения челноков в челночницах двустороннего многочелночного прибора с произвольной сменой коробок.
В общем виде зависимость между числом челноков и общим числом челночных коробок можно выразить равенством
п = К – т,
где п – число челноков с утком различного вида; К – общее число коробок в челночницах; т – число свободных челночных коробок.
В зависимости от числа свободных коробок (т) рассмотрим три случая разгона челноков.
1. Если после размещения челноков в челночных коробках остались три свободные челночные коробки – две в одной челночнице и одна – в противоположной, т. е. п = К – 3, то в этом случае возможен разгон челноков для любого цветного раппорта с четным, нечетным или смешанным числом прокидок каждого цвета.
2. Если после размещения челноков остались две свободные челночные коробки – по одной в каждой челночнице, т. е. п = К – 2, то разгон челноков возможен в следующих случаях:
а) челноки каждого цвета имеют четное или нечетное число прокидок (например, 2а, 2б, 2в, 2г, 2д, 2е – все челноки имеют четное число прокидок; 1а, 1б, 1в, 1г, 1д, 1e – все челноки имеют нечетное число прокидок);
б) четное число челноков с четным и нечетным числом прокидок располагается последовательно или попарно (например, 2а, 2б, 2в, 2г, 1д, 1е или 2а, 2б, 1в, 1г, 2д, 2е);
в) один челнок имеет четное число прокидок, а число челноков с нечетным числом прокидок также нечетное (например, 2а, 1б, 1в, 1г, 1д, 1е).
3. Если после размещения челноков осталась одна свободная коробка, т. е. п = К – 1, то разгон челноков возможен лишь для цветных раппортов с нечетным числом прокидок каждого цвета; число цветов также нечетное (например, 1а, 1б, 1в).
При размещении челноков в челночницах необходимо соблюдать следующие правила:
– размещать челноки последовательно в левую и правую челночницы, начиная с верхних (первых) коробок;
– челноки с четным и нечетным числом прокидок в смешанном раппорте цвета размещают равномерно в обе челночницы;
– размещение челноков должно исключать большие перемещения челночниц (на три и четыре челночные коробки).
Раппортом разгона называется число уточных прокидок, после которого челноки и челночные коробки занимают первоначальное положение и при этом выработан один или несколько раппортов цвета.
При разгоне челноков желательно заранее определить раппорт разгона. Это предупреждает возможные ошибки и ускоряет выполнение разгона. Раппорт разгона зависит от раппорта цвета, общего числа коробок и числа свободных коробок. Для различных раппортов цвета Rц раппорт разгона R определяют по следующим соотношениям.
1. Для цветного уточного раппорта с четным числом прокидок каждого цвета: R = Rц.
2. Для цветного уточного раппорта с нечетным числом прокидок каждого цвета при:
m = 1 |
|
m = 2 |
|
m = 3 |
|
или в общем виде:  .
.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
