
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
 Рис. 51. Основонаблюдатель ткацкого станка типа СТБ
Рис. 51. Основонаблюдатель ткацкого станка типа СТБ
В гнезда кронштейна 10 вставлены ламельные рейки 4, два опорных 11 и пять разделительных 12 прутков. На ламельные рейки набраны металлические ламели 3 со скошенным вверху отверстием. Ламельная рейка 4 представляет собой стальную оболочку, в нее вставлена токонесущая латунная зубчатая шина 1, изолированная от рейки диэлектриком. К шинам по штеккеру 8 подведен электрический ток напряжением 12 В.
При обрыве основной нити ламель 3 под действием собственной массы падает, замыкает электрическую цепь между шиной и рейкой и включает электромагнит 20. Стержень 18, связанный с его сердечником, опускаясь, сжимает пружину 19 и устанавливает планку 17 против линии действия болта 25, размещенного на рычаге 21. Последний получает движение от кулачка 22, закрепленного на главном валу 23. Кинематическая связь рычага 21 и кулачка 22 осуществляется пружиной 24.
При своем движении вправо болт 25 в том же направлении смещает планку 17, которая шарнирно связана с муфтой 16. Муфта болтом 15, действуя на серьгу 14, повернет вал 13 контролеров, что вызовет останов ткацкого станка. После останова станка электромагнит выключится, и под действием пружины 19 планка 17 займет свое исходное положение.
Безламельные основонаблюдатели
При выработке тканей отдельных видов применение ламельных основонаблюдателей приводит к повышенной обрывности основы. Так, при переработке искусственных нитей применение ламелей, обладающих режущими гранями, неблагоприятно влияет на условия работы станка. Большая плотность основ из искусственных нитей затрудняет работу ламельных приборов. В этом случае приходится устанавливать много реек, так как иначе ламели, плотно прижимаясь друг к другу, не опускаются при обрыве нити. Вследствие этого в шелковом, шерстяном и льняном производствах в отдельных случаях пытались применять безламельные основонаблюдатели. Роль ламелей здесь выполняют металлические галева ремизок.
В безламельных основонаблюдателях механического действия верхний пруток ремизки, на который надеты галева, выполнен в виде реек. Средние рейки в опущенных ремизках совершают возвратно-поступа-тельное перемещение. При нормальной работе галева приподняты в опущенных ремизках и не препятствуют перемещению реек. Если произошел обрыв нити, галево, опускаясь, препятствует перемещению рейки, что приводит к останову станка.
В безламельных основонаблюдателях электромагнитного действия при обрыве нити галево в опущенной ремизке замыкает электрическую цепь, что и приводит к останову станка.
Безламельный основонаблюдатель фотоэлектрического действия представляет собой цилиндрический патрон, движущийся внутри направляющей трубы, которую огибает слой пряжи. На поверхности трубы имеется длинный продольный вырез, через который проходит тонкий световой луч, излучаемый эмитроном во время движения патрона внутри направляющей трубы. Отраженный от поверхности пряжи световой луч воспринимается приемным устройством и преобразуется в электрический сигнал фотоэлектрическим преобразователем, в качестве которого используются фотодиод, фототранзистор, каскадный диод и другие элементы. Электрический сигнал из фотоэлектрического преобразователя входит в сравнивающее устройство, где величина тока сравнивается с заданным значением. При обрыве основной нити величина электрического сигнала отличается от заданной, в этом случае подается команда на управляющее устройство для останова станка. Вместо светового луча возможно применение лазерного излучателя.
Счетчик колебаний светового луча, задающее устройство стандартной величины электрического сигнала и сравнивающее устройство собираются в компактную конструкцию, образуя микроЭВМ.
Ввиду сложности конструкции, громоздкости и трудности наладки безламельные основонаблюдатели не получили широкого применения.
Предохранители от массового обрыва нитей основы
Вследствие различных разладок и дефектов в работе и заправке челночного станка челнок может, не долетев до челночной коробки, остаться в зеве. В этом случае при перемещении батана к опушке ткани челнок может произвести групповой обрыв нитей основы (отрыв), могут также поломаться челнок и отдельные детали станка. Для предупреждения этого на ткацких станках имеются специальные предохранительные механизмы. Они могут быть подразделены на три вида: механизм откидного берда, замочный механизм и комбинированный механизм.
Механизм откидного берда применяли ранее на узких механических станках. Принцип его работы заключался в следующем. Бердо верхним слачком вставляли в паз вершника батана, а нижний слачок берда прижимали к вырезу в брусе батана. Прижим осуществлялся подпружиненной планкой. Более надежно бердо закреплялось при полете челнока через зев дополнительной плоской пружиной, а при прибое специальными упорами. Если челнок застревал в зеве, то прежде чем упоры начнут действовать, основа давила на челнок, а он на бердо. Бердо отклонялось, что приводило к останову станка.
Механизм откидного берда имел ряд недостатков: при замине челнока в зеве часть нитей основы испытывала излишнее напряжение, что особенно недопустимо при переработке искусственных нитей; использование этого механизма затрудняло выработку особенно плотных тканей ввиду ненадежности закрепления берда при прибое уточной нити; при выработке широких тканей механизм работал ненадежно.
При выработке узких и средних по плотности хлопчатобумажных и льняных тканей, а также при больших скоростях механизм откидного берда работал вполне надежно.
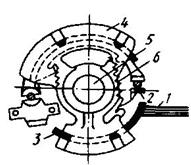
Замочный механизм отличается от механизма откидного берда тем, что бердо в нем неподвижно закрепляется между вершником и брусом батана. На рис. 52 показана схема замочного механизма ткацкого станка АТ-100. Под брусом батана в подшипниках лопастей помещается замочный валик 2, к которому приварены четыре рычага – два упорных пера 1 и две лапки 3, на концах лапок укреплены регулировочные болты 4, прижимающиеся к клапанам 5 челночных коробок. Упорные перья находятся над сухариками 6, расположенными в упорных подушках 7. Замочный валик под действием спиральной пружины, надетой на него, прижимает лапки к клапанам челночных коробок и опускает упорные перья. Подушки 7 расположены на приливах боковых рам станка и нагружены рессорными пружинами 9. Когда челнок попадает в челночную коробку, он отжимает клапан. Это вызывает поворот замочного валика, и упорные перья свободно проходят над сухариками подушек. Если по какой-либо причине челнок застрял в зеве, клапан не будет отжат. Перья при движении батана к опушке ткани упрутся в сухарики подушек, которые сместятся вправо, а нанесенный удар воспримется рессорными пружинами 9. Одновременно тяга 11 включит в работу тормоз главного вала станка, а болт 10 повернет рычаг 8. Последний надавит на пусковую ручку, выведет ее из рабочего положения, и станок остановится.

Рис. 52. Схема замочного механизма станка АТ-100
При недолете челнока в челночную коробку батан должен быть остановлен на таком расстоянии от опушки ткани, чтобы застрявший челнок не вызвал излишнего напряжения нитей основы. Для этого необходима правильная установка отдельных деталей механизма. В процессе работы замочного механизма наибольшему износу подвергается верхняя, воспринимающая удар часть подушки. Поэтому ее делают обычно сменной в виде металлической пластины-сухарика 6, связанного с подушками шплинтами.
Преимущество замочного механизма по сравнению с механизмом откидного берда состоит в том, что при правильной установке механизма в момент замина челнока не происходит деформации основных нитей.
Замочный механизм надежно работает на широких челночных ткацких станках при выработке тканей с большой плотностью по утку.
Чтобы использовать замочный механизм при работе станка на больших скоростях, необходимо уменьшить массу батана, применить пружинные поводки, усилить рамы станка и рессорные пружины.
разработан комбинированный предохранительный механизм, установленный на станках АТК. Принцип работы этого механизма сочетает в себе принцип работы механизма откидного берда и замочного механизма. В комбинированном механизме полностью устранена возможность деформации и отрыва нитей основы в случае замина челнока при работе станка с большой частотой вращения главного вала. Принцип работы этого механизма заключается в следующем. В случае замина челнока в зеве замочное устройство отжимает планку, удерживающую нижний слачок берда. При движении батана в переднее положение сбивается пусковая ручка и станок останавливается. Успешная работа комбинированного механизма при значительной частоте вращения главного вала достигнута благодаря останову батана в переднем положении. Скорость перемещения батана при этом равна нулю, следовательно, останов его не вызывает затруднений. Комбинированный предохранительный механизм может работать на больших скоростях и позволяет вырабатывать ткани с повышенной плотностью по утку. При замине челнока в зеве нити основы не испытывают излишнего напряжения и возможность отрыва полностью устранена.
Автоматические системы контроля ткацкого станка
Для контроля и управления процессом ткачества на современных ткацких станках устанавливаются микропроцессорные системы, задачами которых являются сбор различных данных, в том числе о простоях ткацкого станка с указанием их причин, хранение и обобщение полученной информации, представление ее визуально или с выводом на печать.
Каждый ткацкий станок оснащают по меньшей мере тремя датчиками: два для обнаружения обрывов основы и утка и один для фиксирования простоев. Остановы фиксируются с заданной частотой опроса. Каждая группа станков (примерно 20) оснащается пультом ввода данных о долговременных простоях на определенных станках, таких, как чистка станков, перезаправка основы, ремонт и т. д. В некоторых системах такими пультами с указанием до десяти причин простоев оснащаются все станки. О техническом состоянии станка свидетельствует электрический сигнал.
Ткацкие станки типа СТБ оснащаются системами контроля и управления (СУ СТБ) для управления электродвигателем привода станка и механизмом розыска раза, дифференцированной световой сигнализацией при остановах станка по причинам обрыва основных и уточных нитей, а также механических неисправностей.
СУ СТБ имеет выход на АСУ ТП для информации о простоях станка по причинам обрывов основных и уточных нитей и общих простоев.
Начиная с 1983 г. фирма «Цудакома» (Япония) оснащает пневматические ткацкие станки индивидуальными микропроцессорами, осуществляющими контроль и управление процессом ткачества с одновременным сбором, накоплением и регистрацией основных технологических и технических параметров. На станке ZA203AIL микропроцессор размещен вместе с пультом управления, при этом в операционный блок микропроцессора поступают сигналы от датчиков электронного и механического действия, контролирующих уточную нить при разматывании с бобины, на накопителе, в сопле и в зеве, а также при розыске раза. С помощью аналогичных датчиков контролируются положение главного вала станка, подача нитей основы и навивание ткани на товарный валик.
Из микропроцессора сигналы о работе станка направляются в секционный микропроцессор, обслуживающий группу ткацких станков, в котором формируются сигналы на управление автоматической доставкой полных ткацких навоев или для съема полного рулона с наработанной тканью.
На бесчелночных ткацких станках различных модификаций фирма «Зульцер-Рюти» устанавливает автоматизированные системы накопления и программирования PAS.
Микропроцессоры и электронные мониторы полностью контролируют процесс движения прокладчиков, работу системы смазки кулачков, механизма розыска раза, основного регулятора и зевообразовательного механизма. Информация в виде сигналов поступает от электронных датчиков в блок управления.
Пневматические ткацкие станки РАТ-А, PAT-A-4-R фирмы «Пиканоль» (Бельгия) оснащены автоматическим механизмом розыска раза, останавливающим станок в положении открытого зева при обрыве уточной нити, оптикоэлектронным уточным контролером, механизмом отпуска основы с электронным регулированием качества подаваемой основы. Установленный на станке микропроцессор осуществляет контроль и управление работой механических, электронных и пневматических устройств, последовательностью смены цвета. Станок оснащен автоматической системой ликвидации обрывов уточной нити без останова ткацкого станка.
На рапирных ткацких станках фирмы «Пиканоль» устанавливаются устройства PRA для автоматического устранения единичных обрывов уточных и основных нитей, автоматического розыска раза.
Для обслуживания сложных универсальных ткацких станков фирма «Пиканоль» использует автоматическую систему. Она включает фонд данных, блок обработки данных и специальную программу. Эта система обладает следующими возможностями: оказывает помощь при перезаправках оборудования, подыскивая аналогичные данные из числа заложенных в память; выбирает рациональные параметры заправки при организации выпуска того же ассортимента тканей, но на станках другой конструкции.
Широкое внедрение систем микропроцессорной техники, соединенных с устройствами управления, обеспечивает повышение производительности ткацких станков и улучшение качества выпускаемых тканей.
Контрольные вопросы
1. Как классифицируются предохранительные механизмы?
2. На каких станках целесообразно применять центральную уточную вилочку?
3. Какие основные различия в конструкции левого и правого уточных контролеров СТБ?
4. Почему боковая уточная вилочка применяется на узких станках, а центральная на широких ткацких станках?
5. Какие уточные предохранители применяют на станках типа АТПР?
6. Какие устройства применяют от вылета челнока?
7. Назначение и устройство основонаблюдателей электромагнитного действия.
8. Назначение и устройство безламельных основонаблюдателей.
9. Чем отличаются ламели основонаблюдателей механического и электрического действия?
10. Каковы причины ложных самоостановов ткацких станков?
11. Какие пороки ткани возникают из-за разладок предохранительных механизмов?
12. Назначение автоматизированных систем контроля ткацкого станка.
13. Назначение разоискателей.
14. Назначение и устройство предохранителей от массового обрыва нитей основы.
15. Какая экономическая эффективность применения предохранительных механизмов на ткацких станках?
5. Привод ткацкого станка
Производительность ткацкого станка
5.1. Лабораторная работа № 16
Изучение работы приводов ткацких станков различных конструкций. Производительность ткацкого станка
Порядок выполнения
1. Ознакомиться с приводами ткацких станков различных конструкций и дать краткое их описание. Указать преимущества и недостатки того или иного привода.
2. Изучить устройство и снять схемы приводов ткацких станков типа АТ, СТБ и АТПР. Изучение устройства привода произвести в следующей последовательности: передача движения от двигателя к главному валу станка, пусковой механизм станка, тормоз главного вала.
3. Определить производительность ткацких станков типа АТ, СТБ и АТПР в различных единицах.
Основные сведения
На ткацких станках индивидуальный привод может быть выполнен в двух вариантах: электродвигатель привода останавливают и пускают каждый раз при пуске и останове станка; электродвигатель работает непрерывно, а ткацкий станок останавливают и пускают через фрикционную муфту, которая включается от пусковой рукоятки.
Привод ткацкого станка должен легко пускаться в работу, иметь равномерный ход и быстро останавливаться. Пуск станка и его разгон должны происходить не более чем за половину оборота главного вала станка, так как только в этом случае будет обеспечена нормальная работа боевого механизма – первый пролет челнока. Останов и пуск станка должны происходить в удобном для обслуживания станка положении – в положении заступа.
Привод ткацкого станка состоит из следующих механизмов: передачи, осуществляющей движение от двигателя к главному валу; пускового механизма, производящего включение и выключение главного вала; тормоза, осуществляющего останов главного вала.
Привод станка АТ
Наиболее совершенным способом передачи движения главному валу станка является зубчатая передача или передача клиновидными ремнями от индивидуального электродвигателя. Чтобы избежать поломки зубьев шестерен при пуске или резком останове станка, в передачу вводится фрикционная муфта. На рис. 53 показана схема передачи движения к главному валу ткацкого станка АТ-100-5М. Шестерня z, получающая вращение от сменной шестерни, свободно насажена на тумбу 1 ходовой шестерни z1. С тумбой 1 соединены кольцевидные фрикционные колодки 5 и 3. Между ними помещается диск 4, скрепленный с шестерней z. При включении станка муфта 7 перемещается вправо. При этом упорные собачки 6, скользя по скосу муфты, надежно соединяют колодки с диском 4. В результате этого главный вал 2 приводится во вращение.
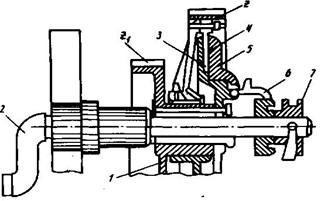
Рис. 53. Схема передачи движения главному валу ткацкого станка АТ-100-5М
Пуск и останов станка производятся пусковой ручкой, при включении пусковой ручки происходит включение фрикциона при постоянно работающих электродвигателях. На станках последних конструкций пусковая ручка заменяется кнопочным устройством.
При останове станка главный вал по инерции может сделать несколько оборотов. Для ускорения его останова на станках устанавливается тормоз. На рис. 54 дана схема колодочного тормоза ткацкого станка АТ-100-5М. При останове станка тормозная тяга 1 перемещается вправо.
Рис. 54. Схема колодочного тормоза ткацкого станка АТ-100-5М | Эксцентрик 2 поворачивается вокруг своей оси и раздвигает тормозные колодки 3. Последние, прижимаясь к внутренней поверхности тормозного маховика 4, останавливают главный вал 5. При пуске станка тяга перемещается влево и происходит растормаживание главного вала, так как пружины 6 отжимают колодки 3 от тормозного маховика 4. |
Привод станка СТБ
Назначение, устройство и работа. Привод предназначен для включения электродвигателя и станка в работу, передачи движения от электродвигателя к механизмам станка, а также для включения и останова станка. На валу электродвигателя установлен четырехручейный шкив для клиноременной передачи. Сменой шкива можно изменять частоту вращения главного вала станка. Требуемая частота обеспечивается изменением количества шайб 3, диаметров конусных 2 и тарельчатых 1 дисков шкива (рис. 55) согласно табл. 7 и 8.
Диапазон частот вращения вала станка при номинальной частоте
вращения ротора электродвигамин-1
Таблица 7
Количество шайб | Частота вращения главного вала, мин-1, при диаметре дисков, мм | |
95 | 110 | |
7 6 5 4 3 2 | 190 200 210 220 230 240 | 250 260 270 280 290 300 |
Диапазон частот вращения вала станка при номинальной частоте вращения ротора электродвигамин-1
Таблица 8
Количество шайб | Частота вращения главного вала, мин-1, при диаметре дисков, мм | |
110 | 130 | |
4 3 2 1 - | 160 170 180 190 200 | 210 220 230 240 250 |
К приводу предъявляют следующие требования: пуск станка должен происходить быстро и плавно, а останов – в самый короткий срок и в заданном положении; скорость станка должна быть равномерной и соответствовать расчетной.
Привод состоит из механизмов включения фрикционной муфты, тормоза (рис. 56) и роликовой блокировки (рис. 57).
Механизм включения (рис. 56,а) служит для включения в работу электродвигателя. Вдоль станка расположена пусковая штанга 1, к которой прикреплены пусковые ручки 2, число их равно 2–4 в зависимости от ширины станка.
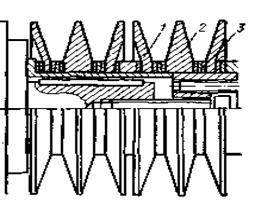
Рис. 55. Приводной регулируемый шкив
С пусковой штангой с правой стороны с помощью шарнирного соединения 3 соединена тяга 4 таким образом, что между осью шарнирного соединения образуется эксцентриситет, равный 10 мм. На тяге закреплена планка 33, упирающаяся в пускатель 32. Нижний конец тяги 4 соединен с рычагом 28, а последний – с двумя пластинами 24 и запорным рычагом 30. На нем закреплена стопорная планка 31, которая своим выступом может входить в соединение со стопорным пальцем 34, закрепленным на конце вала контролеров 5. Шарнир рычага 30 находится под действием пружины 25.
Для включения электродвигателя необходимо одну из пусковых ручек 2 повернуть на себя. Тогда тяга 4 благодаря эксцентриситету между осью вращения пусковой штанги 1 и осью шарнирного соединения 3 поднимется, одновременно с планкой 33 отойдя от пускателя 32. При этом замыкается электрическая цепь и начинает действовать электродвигатель 18, вращая шкив 17 на своем валу и шкивы 10, свободно насаженные на втулку 13 главного вала 8 станка.
При подъеме тяги 4 переместится вверх и рычаг 28, левый конец которого упрется в опорный ролик 29. Другой конец этого рычага, преодолевая сопротивление пружины 25, поднимется вместе с запорным рычагом 30 и поднимет стопорную планку 31. Последняя своим верхним скосом упрется в стопорный палец 34, в связи, с чем произойдет соединение механизма включения со всеми блоками контролеров через вал контролеров 5. При этом произойдет растормаживание станка.
![]()

![]() Рис. 56. Привод ткацкого станка типа СТБ: а – механизм включения муфты; б – механизм тормоза; в – крепление пластин на втулке муфты
Рис. 56. Привод ткацкого станка типа СТБ: а – механизм включения муфты; б – механизм тормоза; в – крепление пластин на втулке муфты
Фрикционная муфта (см. рис. 56,а) служит для передачи движения от двух свободно вращающихся шкивов 10 главному валу 8 станка и позволяет производить пуск и останов станка без останова электродвигателя 18. При этом обеспечиваются следующие преимущества: ускоряется разгон главного вала при пуске станка, вследствие чего необходимая скорость главного вала достигается в течение более короткого периода времени; ускоряется останов станка при выключении, так как в этом случае нет необходимости затормаживать шкивы и ротор электродвигателя. В результате этого становится возможным пуск станка из положения заступа. Фрикционная муфта имеет следующее устройство.
На главном валу 8 с помощью конусной разрезной втулки 14 и шпонки жестко закреплена втулка 13, к которой приклепаны две крестообразно расположенные пластины (крестовины) 12. На концах этих пластин с обеих сторон наклепаны фрикционные накладки 41. (рис. 56, в).
На втулку 13 с обеих сторон свободно надеты два шкива 10. Один шкив поддерживается на наружной части втулки опорной зубчатой шайбой 15, а другой – удерживается на внутренней части втулки 13 упорной шайбой 11. Каждый шкив имеет две канавки для клиновых ремней, через которые шкивы получают движение от сменного шкива 17 на валу электродвигателя 18. На втулке 14 закреплен тормозной барабан 19, который через шпонку соединен с главным валом 8. В шайбу 11 упираются три нажимных пальца 20, проходящие через тумбу тормозного барабана и соединенные с корпусом упорного подшипника 9, свободно сидящего на главном валу. К последнему пальцами 7, проходящими через корпус подшипника 22, прижимается фланец 21. Пальцы связаны с вилкой 6, закрепленной на изогнутом валу 27, свободно качающемся в подшипниках. На конце вала имеется болт 26, соприкасающийся с рычагом 28.
Пуск станка осуществляется следующим образом. При повороте пусковой ручки 2 на себя срабатывает механизм включения и начинают вращаться шкивы 10. При повороте пусковой ручки от себя до ограничительного болта тяга 4 опускается, при этом опускается и левое плечо рычага 28, а правое остается неподвижным благодаря сцеплению планки 31 с пальцем 34. Рычаг 28, перемещаясь вниз, нажимает на головку болта 26, вследствие чего поворачивается вал 27 вместе с вилкой 6. При этом перемещаются пальцы 7 и давят на фланец 21, который в свою очередь перемещает корпус упорного подшипника 9. Под действием этого подшипника пальцы 20 надавят на упорную шайбу 11, которая передвинет шкив 10, насаженный на внутреннюю часть втулки 13. После перемещения шкива 10 пластины 12 с фрикционными накладками 41 будут зажаты между обоими шкивами и под действием силы трения начнут вращаться вместе с ними. В результате этого вращающий момент со шкивов будет передан на втулку 13, а затем через шпонку – на главный вал станка. Главный вал 8 начнет вращаться. Останов станка может быть осуществлен нажатием кнопки «стоп», поворотом пусковой ручки на себя, а также автоматически при срабатывании одного из контрольных устройств в случае обрыва основных или уточных нитей.
При срабатывании одного из контрольных устройств вал контролеров 5 поворачивается на некоторый угол. Вместе с ним поворачивается стопорный палец 34 и разъединяется со стопорной планкой 31. Под действием пружины 25 опускаются запорный рычаг, правое плечо рычага 28 и левое плечо запорных пластин 24, увлекая за собой тормозную ленту, которая затормаживает тормозной барабан 19. При этом выключатель (на рисунке не показан) размыкает электрическую цепь, и электродвигатель выключается из работы. При разъединении пальца 34 со стопорной планкой 31 под действием пружин, помещенных в тумбе втулки 13, шкивы 10 разъединяются и выходят из соединения с фрикционными накладками 41. Передача вращательного движения со шкивов на главный вал прекращается и под действием тормоза станок останавливается. В случае нажатия кнопки «стоп» станок останавливается через электромагнит основонаблюдателя. При останове станка от пусковой ручки (ручку поворачивают на себя) поднимаются тяга 4 и левое плечо рычага 28, в связи с чем освобождается изогнутый вал 27, что дает возможность шкивам под действием пружин разъединиться с фрикционными накладками. Электрическая цепь при этом остается включенной, в связи с чем следующим поворотом ручки от себя станок можно пустить в работу.
Механизм тормоза (см. рис. 56,б) главного вала станка предназначен для его быстрого останова при выключении станка. При этом должна быть точной и согласованной работа тормоза и всех механизмов, связанных с пуском и остановом станка, так как останов станка от любого контролера должен происходить в заданном положении.
Тормозной барабан 19 тормоза (см. рис. 56,а) жестко закреплен на главном валу станка. Барабан охватывается стальной тормозной лентой 39. На поверхность стальной ленты для усиления трения наклепана лента феррадо 40. Один конец тормозной ленты закреплен в зажиме двумя винтами, надетыми на неподвижный палец 23, укрепленный в раме станка. На пальце имеются две пластины 24. В петлю другого конца тормозной ленты вставлен натяжной палец 37 с резьбой для регулировочного болта 38, который в нижней части проходит через шестигранный палец 35, укрепленный в отверстиях пластин 24. Между пальцем 37 и шестигранным пальцем 35 помещена пружина 36. При движении левого конца пластин 24 вверх пружина толкает конец тормозной ленты 39, ускоряя растормаживание станка.
При включении электродвигателя 18 (см. рис. 56,а) в работу через пускатель 32 (когда пусковую ручку поворачивают на себя) тяга 4 и рычаг 28 поднимаются вместе с запорным рычагом 30. При этом поднимается левое плечо пластин 24 вместе с шестигранным пальцем 35, в результате чего тормозная лента ослабляется и главный вал растормаживается.
При останове станка в результате срабатывания одного из контрольных механизмов выходит из зацепления со стопорным пальцем 34 вала контролеров стопорная планка 31. Планка и левое плечо пластин 24 опускаются, а тормозная лента 39 плотно охватывает тормозной барабан 19, обеспечивая надежное торможение главного вала 8.
В процессе работы возникает необходимость повернуть главный вал от руки, для чего надо повернуть на себя одну из пусковых ручек 2 до зацепления стопорного пальца 34 вала контролеров 5 со стопорной планкой 31, затем за маховик повернуть на определенный угол главный вал.
Механизм роликовой блокировки. На ткацком станке типа СТБ главный вал вращается по часовой стрелке (если смотреть со стороны боевой коробки) и не может быть повернут в обратную сторону. Это вызвано тем, что ряд механизмов станка (подъемник прокладчиков утка, боевой механизм и др.) во избежание поломок деталей нельзя перемещать в обратном направлении. Для предотвращения обратного хода указанных механизмов станок имеет роликовую блокировку (рис. 57).
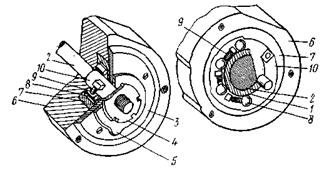
Рис. 57. Механизм роликовой блокировки
На левый конец главного вала 2 станка свободно насажены втулка 1 и кулачок 5, которые закреплены на валу гайкой 4. Кулачок приводит в движение рычаг, действующий на механизм останова станка от основонаблюдателя.
В корпусе 6 запрессовано кольцо 7 со скошенными вырезами 10. В клинообразных выемках между втулкой и кольцом помещены ролики 8. Легкими пружинами 9 эти ролики поджимаются в узкую часть клинообразных выемок. Снаружи ролики закрыты крышкой 3, которая ограничивает их продольное перемещение и предохраняет от загрязнения.
Когда главный вал станка вращается со втулкой 1 по часовой стрелке, ролики 8, прижимаемые легкой пружиной 9, силой трения отталкиваются от втулки в широкую часть паза кольца, не препятствуя тем самым вращению главного вала. Попытка изменить вращение его в обратную сторону приводит к тому, что втулка увлекает ролики в более узкие участки скошенных вырезов кольца, вследствие чего ролики заклинивают втулку.
В результате главный вал застопоривается, и станок мгновенно останавливается.
Привод станка АТПР
Электродвигатель 17 (рис. 58), приводящий в движение ткацкий станок типа АТПР, расположен на внешней нижней части правой рамы станка. Он крепится на специальной плите. С помощью регулировочного болта плиту можно поворачивать на оси, что необходимо при регулировании натяжения клиновидных ремней 15.

Рис. 58. Схема привода ткацкого станка типа АТПР
На валу электродвигателя закреплен шкив 16, имеющий клиновидные канавки. По две аналогичные канавки имеют шкивы 6 и 7 фрикциона, посаженные свободно на втулку 10. Каждый из этих шкивов приводится в движение двумя ремнями 15 и может в незначительных пределах перемещаться вдоль втулки. Во внутреннюю часть шкивов запрессованы кольца 12 и 13, изготовленные из текстолита. Благодаря им предупреждается выработка шкивов и облегчаются ремонтные операции.
Втулка 10 жестко крепится на главном валу 1 с помощью шпонки и разрезной втулки 8, изготовленной с правым и левым конусами. Внутренние конусы имеют втулка 10 и тормозной шкив станка, в котором сделаны резьбовые отверстия для шпилек 9. Стягивание тормозного шкива и втулки 10 шпильками приводит к тому, что эти детали сближаются и внутренними конусными поверхностями сжимают конусные части втулки 8, тем самым обеспечивая надежное соединение с валом станка втулки 10 и тормозного шкива.
Втулка 10 передает крутящий момент валу станка, который она получает от шкивов 6 и 7. Рабочие поверхности шкивов могут контактировать с фрикционными накладками, закрепленными на крестовине 14. Пластины приклепаны к венчику втулки 10 под прямым углом друг относительно друга, что исключает перекос шкивов во время работы станка.
Пружины 18 помещены в трех пазах втулки 10. Они действуют на упорную шайбу 19, контактирующую с пальцами 20. Противоположные концы пальцев касаются нажимной шайбы 4, с левой стороны которой расположен шариковый подшипник 3. Последний находится внутри упорного диска 5. Диск может свободно перемещаться вдоль вала и на внешней части имеет пальцы 2, свободно проходящие через отверстия рамы станка.
В контакте с пальцами находится вилка 24. Она закреплена на валу, представляющем собой угловой рычаг 22. Вал вращается в подшипниках 23 и на своем изогнутом конце имеет регулировочный болт 21, с помощью которого получает движение от пускового механизма.
В процессе включения фрикционного механизма перемещение шкивов 6 и 7 вправо необходимо ограничить. Это осуществляется упорной шайбой 11, которая крепится на втулке 10 шпильками 9. При этом рабочая поверхность шайбы находится в контакте с кольцом 12 шкива 7.
Работа привода и фрикционной передачи происходит следующим образом. При включении электродвигателя шкивы 6 и 7 получают вращательное движение от шкива 16 с помощью клиновидных ремней 15. Для передачи движения валу станка необходимо, чтобы между рабочими поверхностями шкивов были зажаты фрикционные накладки крестовины 14. Это осуществляется с помощью пускового механизма через регулировочный болт 21. При этом горизонтальное плечо рычага 22 поворачивается по часовой стрелке, перемещая в том же направлении вилку 24. Вилка давит на пальцы 2, упорный диск 5, сдвигая их вправо. Подшипник 3 действует на нажимную шайбу 4, а та – на пальцы 20. Перемещение последних приведет к движению упорной шайбы 19, которая, действуя на шкив 6, сместит его в сторону шкива 7. Одновременно шкив 6 войдет в соприкосновение с фрикционными накладками крестовины 14, и при дальнейшем своем движении вправо накладки будут зажаты между поверхностями обоих шкивов. За счет сил трения накладки передадут вращательное движение шкивов крестовинам, а те через втулку 10 – главному валу станка. При выключении фрикционная шайба 19 под действием пружин 18 сместится влево, и шкивы освободят крестовину 14. Тормозной механизм остановит станок.
Неравномерность вращения главного вала
При анализе работы отдельных механизмов ткацкого станка в большинстве случаев принимают, что главный вал вращается с постоянной скоростью. Фактически в течение каждого оборота главного вала угловая скорость его изменяется, т. е. главный вал вращается неравномерно. Значительная неравномерность вращения главного вала ткацкого станка, или неравномерность его хода, приводит к увеличению расхода электроэнергии, ускоряет износ деталей и нарушает нормальную работу отдельных механизмов. Наибольшее влияние на неравномерность хода ткацкого станка оказывает работа батанного и боевого механизмов.
Неравномерность вращения главного вала, %,
![]() ,
,
где ωmax – максимальнаz угловая скорость главного вала, рад; ωmin – минимальная угловая скорость главного вала, рад; ωср – средняя скорость (угловая) главного вала, рад.
Максимальное и минимальное значения угловой скорости определяют по фактическим кривым изменения угловой скорости вращения главного вала станка.
Как показали исследования, в зависимости от конструкции ткацкого станка, наличия на нем тех или иных механизмов, неравномерность хода станка значительно колеблется. Основной причиной таких колебаний неравномерности вращения главного вала станка является периодическая работа отдельных механизмов станка в течение одного оборота главного вала. Перемещающиеся при этом значительные массы имеют переменные по величине и направлению ускорения.
На челночных ткацких станках наибольшее влияние на неравномерность вращения главного вала оказывают батанный и боевой механизмы. Если принять полную неравномерность за 100 %, доля участия батанного механизма в создании этой неравномерности достигает 40–55 %, а боевого – 15–25 %. Батан, обладая значительной массой, перемещается с переменной скоростью. При увеличении скорости перемещения батана он накапливает кинетическую энергию за счет главного вала и его маховиков. Это, в свою очередь, замедляет движение главного вала и уменьшает его угловую скорость. Наоборот, когда скорость перемещения батана уменьшается, силы инерции батана разгоняют главный вал – увеличивают его угловую скорость. Чем меньше масса батанного механизма, тем меньше и неравномерность, сообщаемая им главному валу. Боевой механизм, осуществляющий разгон челнока за сравнительно небольшой угол поворота главного вала, затрачивает на это значительную энергию. При этом вращение главного вала замедляется – уменьшается угловая скорость его вращения.
Работа других механизмов ткацкого станка оказывает значительно меньшее влияние на неравномерность вращения главного вала. С повышением частоты вращения главного вала неравномерность хода станка несколько снижается.
Исследования показывают, что неравномерность вращения главного вала бесчелночных станков меньше, чем челночных. Это объясняется тем, что на бесчелночных станках меньше перемещающиеся массы и частота вращения главного вала значительно больше, чем на челночных.
Производительность ткацкого станка
Производительность ткацкого станка обычно определяется по следующим формулам:
– в уточинах в час
![]() ,
,
– в метроуточинах в час
![]() ,
,
– в метрах в час
![]() ,
,
– в квадратных метрах в час
![]() ,
,
где n – частота вращения главного вала ткацкого станка, мин1; В3 – ширина заправки ткани по берду, м; η – коэффициент полезного времени; Ру – плотность ткани по утку, нитей на 10 см; Вс – ширина суровой ткани, м.
Значительное влияние на производительность ткацкого станка оказывает обрывность основных и уточных нитей. Обрывность нитей в ткачестве может служить одним из важных показателей уровня технологии и организации производства. Высокая обрывность нитей ухудшает качество выпускаемых тканей и снижает производительность труда. Значительная часть рабочего времени ткача затрачивается на ликвидацию обрывов и на устранение последствий этих обрывов.
В результате расчетов, проведенных в ЦНИХБИ, было установлено, что при снижении в 2–3 раза обрывности нитей в ткачестве производительность оборудования повышается на 5–6 %, а производительность труда на 60–80 %.
Причины, порождающие обрывы нитей, многочисленны. Анализируя причины обрывности, их можно разделить на несколько групп:
– причины, связанные с колебаниями показателей качества нитей основы и утка;
– причины, связанные с погрешностями в работе оборудования;
– причины, связанные с небрежной работой или низкой квалификацией рабочих, обслуживающих машины;
– причины, обусловленные принятым технологическим режимом;
– причины, связанные с влиянием окружающей среды.
Если в производственном процессе отсутствуют систематические причины и действуют только случайные, то технологический процесс устойчив. Однако устранить случайные причины зачастую нельзя.
Контрольные вопросы
1. Основной принцип работы механизмов пуска и останова ткацких станков типа АТ, АТПР, СТБ.
2. Какие требования предъявляются к приводу ткацкого станка?
3. Причины возникновения неравномерности вращения главного вала ткацкого станка.
4. Расскажите о назначении и принципе действия механизма роликовой блокировки.
5. Какие механизмы оказывают наибольшее влияние на неравномерность вращения главного вала?
6. Какими методами определяют неравномерность вращения главного вала?
7. По каким формулам определяют производительность ткацкого станка?
8. В каких случаях целесообразно использовать различные формулы для расчета производительности ткацкого станка?
9. Какую роль играет обрывность нитей в ткачестве?
10. Причины возникновения обрывности нитей на ткацком станке и пути ее снижения.
СПИСОК ИСПОЛЬЗОВАННОЙ И
РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
1. Теория процессов, технология и оборудование ткацкого производства / C. Д. Николаев [и др.]. – М.: Легпромбытиздат, 1995. – 256 с.
2. Гордеев, / , . – М.: Легкая и пищевая промышленность, 1984. – 488 с.
3. Алешин, практикум по ткачеству / , . – М.: Легкая индустрия, 1979. – 312 с.
4. Талавашек, О. Бесчелночные ткацкие станки / О. Талавашек. – М.: Легпромбытиздат, 1985. – 335 с.
5. Букаева, . Справочник / . – М.: Легпромбытиздат, 1987. – 576 с.
6. Оников, , оборудование и рентабельность ткацкого производства. Практическое пособие-справочник / . – М.: Текстильная промышленность, 2003 . – 318 с.
7. Методы и средства исследования технологических процессов в ткачестве / [и др.]. – М.: МГТУ им. , 2003. – 336 с.
8. Лужецкий, ткацкий станок П-105 в хлопкоткачестве / , , К. М Ширяева. – М.: Легкая индустрия, 1966. – 108 с.
9. Аленова, ткацкие станки СТБ / . – М.: Легпромбытиздат, 1985. – 288 с.
10. Букаев, и обслуживание ткацких станков АТПР / , . – М.: Легкая индустрия, 1979. – 270 с.
11. Технология ткачества. В 2 ч. / Розанов, Ф. М. [и др.]. – М.: Легкая индустрия, 1967. – 341 с.
12. Агапова, / , , . – М.: Легкая индустрия, 1975. – 488 с.
13. Локтюшова, ткацких фабрик / , . – М.: Легпромбытиздат, 1987. – 264 с.
14. Назарова, классификация изделий и оборудования текстильной промышленности: учеб. пособие / , . – Волгоград: ВолгГТУ, 2003. – 115 с.
СОДЕРЖАНИЕ
Введение………………………..……………..……………………. | 3 |
1. Введение уточной нити в зев…….……………………………… | 6 |
1.1. Способы введения уточной нити в зев………..……...…… | 6 |
1.2. Преимущества и недостатки различных способов прокладывания утка……............................................................................... | 7 |
1.3. Классификация механизмов введения уточной нити в зев.... | 9 |
1.4. Лабораторная работа № 12. Введение уточной нити в зев на ткацких станках различных конструкций………………….…. | 10 |
1.4.1. Прокладывание утка на челночных ткацких станках…. | 10 |
1.4.2. Ткацкие станки с бесчелночным способом прокладывания уточной нити в зев……………………………….………….. | 20 |
1.4.3. Прокладывание утка на многозевных ткацких машинах… | 52 |
2. Прибой утка к опушке ткани……………………………………. | 55 |
2.1. Лабораторная работа № 13. Сравнительный анализ кинематических диаграмм движения батанных механизмов ткацких станков различных конструкций………………….……………… | 55 |
2.1.1. Прибой утка на многозевных ткацких машинах……. | 62 |
2.2. Взаимодействие основных и уточных нитей при фронтальном прибое………………………….…………………………. | 63 |
2.3. Расчет параметров процесса прибоя…………..……………. | 68 |
3. Питание ткацких станков утком. Многочелночные механизмы и многоуточные приборы…………...……..……………………….. | 71 |
3.1. Классификация многочелночных механизмов и многоцветных приборов…………………..…………………………........ | 71 |
3.2. Разгон челноков……………..…………………………….... | 72 |
3.3. Лабораторная работа № 14. Набор картона многоуточного механизма для изготовления ткани по заданному раппорту цвета утка…………………………………………………………..... | 76 |
4. Предохранительные механизмы и приспособления……..……. | 86 |
4.1. Лабораторная работа № 15. Изучение работы предохранительных механизмов и приспособлений, установленных на ткацких станках…………………………..………………………… | 86 |
4.1.1. Уточные контролеры. Уточные контролеры на ткацких станках типа СТБ……………………………………………… | 88 |
4.1.2. Основонаблюдатели………………………..…………. | 94 |
5. Привод ткацкого станка. Производительность ткацкого станка… | 101 |
5.1. Лабораторная работа № 16. Изучение работы приводов ткацких станков различных конструкций. Производительность ткацкого станка…………………………………….…….…….…… | 101 |
6. Список использованной и рекомендуемой литературы………. | 114 |
Учебное издание
 |
Сергей Юрьевич Бойко
Лабораторный практикум по технологии ткачества. Часть II
Учебное пособие
Редактор
Компьютерная верстка
Темплан 2010 г., поз. № 4К.
Подписано в печать г. Формат 60×84 1/16.
Бумага листовая. Печать офсетная.
Усл. печ. л. 7,25. Усл. авт. л. 7,06.
Тираж 100 экз. Заказ №
Волгоградский государственный технический университет
г. Волгоград, пр. Ленина, 28, корп. 1.
Отпечатано в КТИ
, каб. 4.5

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
