
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
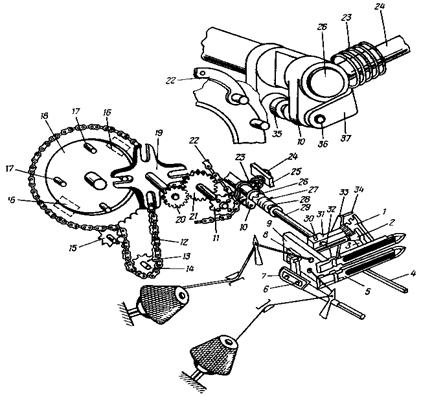
Рис. 42. Двухцветный механизм
Кронштейн 3, конический зубчатый сектор 2 и фиксатор 1 клином закреплены на валике 32. Клин проходит через отверстие и вырез в валике 32. На левом конце валика, который качается в бронзовых втулках, болтом закреплен рычаг 8, на нижнем конце которого находятся ось 6 и тяга 7, управляющая включением соответствующих компенсатора и тормоза уточной нити при смене цвета.
Конический зубчатый сектор 2 постоянно зацеплен с зубьями сектора 31, закрепленного болтом 30 на валике 29. Последний имеет упругое звено, состоящее из двух муфт. Муфта 26 свободно надета на валик и имеет два выступа. Муфта 27, напротив, имеет две выемки и соединена с валиком шлицами, а к муфте 26 прижимается пружиной 28.
В муфте 26 предусмотрены две проушины 10, которые осью 36 соединены с вилкой 37 фиксатора картона. На оси 36 вращается ролик 35, который через вилку 37 фиксатора и надетую на ее палец 24 пружину 23, прижимается к картону 22.
Картон 22, представляющий собой набор пластин разного профиля, соединенных между собой с помощью втулок в одну общую цепь, управляет сменой цветов или видов утка.
Цепь картона получает движение от продольного вала 14 станка, на котором посажена ведущая звездочка 13 цепной передачи. Ведомая звездочка 18 соединена со звездочкой 13 ведущей цепью 12. Для натяжения последней предусмотрена еще одна звездочка 15, сидящая на эксцентрической оси. На боковой плоскости ведомой звездочки 18 имеются четыре ролика 17.
Данная звездочка состоит из двух частей – венца и ступицы, которые соединены между собой двумя накладками 16. Рядом с нею расположен четырехугольный мальтийский крест 19, на одной оси с которым закреплена шестерня 20, входящая в зацепление с шестерней 21. На одной оси с последней болтами укреплена шайба 11, на которую и надевается картон 22.
При вращении продольного вала 14 посредством звездочки 13 и цепи 12 вращение получает звездочка 18. Находящиеся на ней ролики 17, перемещаясь вместе со звездочкой по окружности, входят поочередно в пазы мальтийского креста 19 и периодически поворачивают его. Вращение креста через шестерни 20 и 21 передается картону 22.
При вращении механизма картона по направлению движения часовой стрелки под ролик 35 подаются пластины разной ширины, вследствие чего ролик или остается на месте (если подошла узкая пластина), или отжимается вправо (если подошла широкая пластина). Так как ролик через упругое звено связан проушиной с валиком 29, при перемещении ролика поворачивается и валик, и связанный с ним зубчатый сектор 31. Данный сектор через конический сектор 2 поворачивает фиксатор 1, связанный с кронштейном 3. В результате этого то один, то другой возвратчики утка 5 встают в исходное положение для передачи уточной нити прокладчику утка: при подходе под ролик узкой пластины встает первый (нижний) возвратчик утка, при подходе широкой пластины в исходное положение – второй (верхний) возвратчик утка. Переключение возвратчиков происходит в тот момент, когда ролик 34 фиксатора полностью вышел из паза фиксатора.
Смена цвета происходит при повороте главного вала на угол 55–58° (на широких станках) или 85° (на узких станках). В этот момент мальтийский крест 19 занимает такое положение, при котором два его паза и два ролика 17 находятся на одной прямой линии.
При передаче нити от возвратчика к прокладчику утка ролик 34 находится в пазу фиксатора 1, не давая нити перемещаться по вертикали.
При розыске раза картон вращается в обратном направлении. Если розыск раза производится сразу после переключения возвратчиков утка, упругое звено механизма смены цвета утка разъединяется. Чтобы детали механизма успели занять рабочее положение при пуске станка, последний имеет механизм самоостанова, который срабатывает при положении главного вала 55–60° (на широких станках) или 85–88° (на узких станках).
Четырехцветный механизм. Принцип работы четырехцветного механизма с раздельными компенсаторами аналогичен принципу работы двухцветного механизма. В отличие от двухцветного механизма четырехцветный механизм имеет четыре экрана, четыре возвратчика, по четыре компенсатора и тормоза уточной нити. Кроме того, в этом механизме изменена передача движения от возвратчиков утка к спаренному эксцентрику компенсаторов и тормозов и имеется переключатель с многоцветной работы на одноцветную.
В механизме с раздельными компенсаторами возвратчики утка расположены в четырех продольных пазах кронштейна 10 (рис. 43), который укреплен на коническом зубчатом секторе 1. На секторе закреплен фиксатор 9 с четырьмя пазами, в которые входит ролик 7. Кронштейн 10, зубчатый сектор 1 и фиксатор 9 расположены на валике 2, который качается в бронзовой втулке (подшипнике).
Конический сектор 1 находится в постоянном зацеплении с зубьями сектора 8, который винтом 6 закреплен на валике 5. На секторе в свою очередь закреплен рычаг 4, который пальцем 3 соединен с водилкой 48, имеющей на конце зубья. Валик 37, вращающийся в двух подшипниках, изготовлен как одно целое с двумя шестернями 40 и 31, расположенными на его концах. С шестерней 40 связана через зубья водилка 48. Вторая шестерня 31 соединена с ползуном 32, который имеет вилку 30, входящую в кольцевой паз втулки 25 с кулачками; втулка сидит на шлицах оси валика верхнего отсека боевой коробки. Левым кулачком втулка 25 может действовать на один из роликов 33, 34, 29 или 24, соответственно сидящих на двуплечих рычагах 36, 35, 28 и 23, через тяги и двуплечие рычаги 42, 39, 43 и 27, связанные с тормозными лапками 41, 38, 44 и 26.
Правым кулачком втулка 25 может воздействовать на один из роликов 22, 18, 19 или 15, соответственно сидящих на двуплечих рычагах 21, 20, 17 или 16, которые связаны через тяги 47, 14, 49 или 11 с компенсаторами 45, 12, 46 или 13.
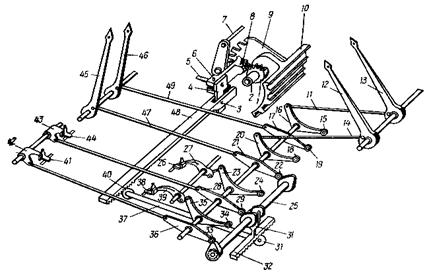
Рис. 43. Четырехцветный механизм
Каждый из возвратчиков утка связан с определенными тормозом утка и компенсатором: первый (нижний) возвратчик связан с тормозной лапкой 41 и компенсатором 45, второй возвратчик – с лапкой 38 и компенсатором 12, третий – с лапкой 44 и компенсатором 46, четвертый – с лапкой 26 и компенсатором 13.
Уточная нить, сматываясь с каждой из четырех бобин, проходит через свой направляющий глазок экрана. Из второго направляющего глазка она попадает под лапку одного из четырех тормозов утка, затем через третий направляющий глазок – в глазок рычага соответствующего компенсатора, а далее – в глазок шайбы. После этого нить зажимается губками зажимов возвратчиков утка.
Один из четырех возвратчиков утка всегда находится в рабочем положении. Он устанавливается на линию пролета прокладчика утка под действием пластин цепи картона, имеющих разную ширину.
Картон цвета. Карты механизма смены цвета отличаются друг от друга шириной и профилем. На станках, оснащенных двухцветным механизмом, используют пластины трех профилей (рис. 44): а-а шириной 13 мм, б-б шириной 17 мм и а-б с двумя размерами, один из которых соответствует ширине пластины а-а, а другой – ширине пластины б-б. На концах каждой пластины имеются отверстия для соединения пластин в одну общую цепь (картон).
На станках, оснащенных четырехцветным механизмом смены цвета утка, применяют пластины девяти профилей: а-а, б-б, а-б, в-в, а-в, б-в, г-г, б-г и в-г. Пластины для станков, оснащенных двух - и четырехцветным механизмом смены цвета утка, невзаимозаменяемы.
Рис. 44. Профили пластин картона прибора смены цвета ткацкого станка типа СТБ: I – для 2-хцветного прибора; II – для 4-хцветного прибора | Набор картона должен соответствовать заданному рап-порту уточных нитей по цвету. В любом случае набор должен начинаться с комбинированной пластины (с учетом направления движения наборной цепи). Так, для манера цвета утка За + 3б + 5а + б чередование пластин в наборной цепи возможно в двух вариантах. |
I вариант – набор картона начинается с комбинированной пластины а–б (рис. 45, а), действующей на ролик: (а-б) + (б-б) + (а-а);
II вариант – набор картона начинается с комбинированной пластины б-а (рис. 45, б): (б-а) + (а-а) + (а-а) + (а-а) + (а-а) + (а-б) + (б-а) + (а-а) + (а-а) + (а-б) + (б-б) + (б-б).
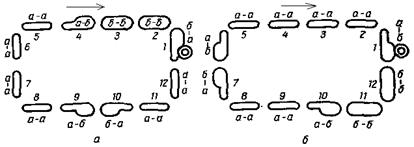
Рис. 45. Схема набора картона
Набор пластин в общий картон осуществляют одинаково при четных и нечетных прокидках утка. Каждой прокидке соответствует расстояние между центрами пластин в картоне. Так, в первом варианте (см. рис. 45, а) между центрами пластин а-б и б-б (между 1 и 2 пластинами) действует участок б, между центрами 4 и 5 пластин – участок а и т. д.
Набор картона для четырехцветного механизма смены цвета утка в принципе аналогичен набору картона для двухцветного механизма, однако, определение числа комбинированных пластин различных профилей, входящих в общую цепь картона, весьма сложно из-за наличия большого количества цветов в раппорте по цвету.
На станках, оснащенных двух - и четырехцветными механизмами смены цвета утка, раппорт цвета может быть от 1/1 до 36/36. Наибольшее количество нитей в раппорте равно 72.
С применением повторителя картона можно выработать ткани с более сложным и увеличенным раппортом по цвету.
Основной деталью повторителя (рис. 46) картона является фиксирующая шайба, которая может быть четырех профилей: с одним выступом, занимающим 1/4 (рис. 46,I) или 1/2 (рис. 46,II) или 3/4 (рис. 46,III) окружности; с двумя выступами, расположенными один против другого (рис. 46,IV).
Чтобы включить повторитель в работу, необходимо одну из указанных шайб установить на ступицу звездочки 1, удалив перед этим с нее столько роликов 2, сколько отверстий 5 на шайбе. В частности, при установке шайбы, изображенной на рис. 46,I, удаляют один ролик 2, а при установке шайбы, показанной на рис. 46,II, – два ролика и т. д.
С использованием повторителя работа механизма смены цвета утка происходит следующим образом.
Вместе со звездочкой 1 (см. рис. 46) вращается и шайба (предположим, I). В том месте, где на звездочке остались ролики 2, они будут входить в лучи 3 мальтийского креста 4 и на 1/4 оборота поворачивать его. Там же, где ролики удалены и вместо них установлена шайба, вращения мальтийского креста не произойдет, так как шайба, войдя в соприкосновение с крестом (между его лучами), будет лишь скользить по его поверхности. Крест, таким образом, выстаивает, а вместе с ним выстаивают картон и весь узел переключения возвратчиков утка. В результате в зев подается уток одного цвета.
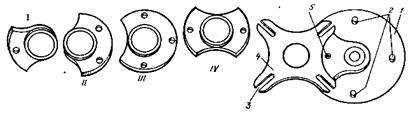
Рис. 46. Повторитель картона
В случае применения шайбы I число одноцветных прокидок увеличивается на одну нить, при установке шайбы II - на две. При использовании шайбы IV получаются две дополнительные прокидки, расположенные через одну, а установка шайбы III ведет к увеличению числа одноцветных прокидок на три нити. Так, если установить картон для чередования цвета утка с манером 1:1, т. е. установить пластины аб и ба, при использовании шайбы I раппорт по цвету составит восемь нитей, а чередование цветов в раппорте будет следующее: абаабабб. Указанное чередование цветов осуществляется следующим образом. Первый ролик, приблизившись к мальтийскому кресту, повернет его на 1/4 оборота, т. е. установит пластину для цвета а. Второй ролик установит пластину для цвета б, третий – снова пластину для цвета а. На месте четвертого ролика находится выступ шайбы, который остановит на 1/4 оборота мальтийский крест и, следовательно, картон; в результате цвет а повторится. Далее при действии первого ролика будет прокладываться уток цвета б, затем цвета а и снова цвета б. Затем выступ шайбы остановит картон для повторения прокидки цвета б.
Подобным образом, используя простые чередования пластин в картоне, можно получить довольно сложные раппорты по цвету; при этом раппорт по цвету увеличивается.
Пример 1. Предположим, раппорт по цвету 4а + 2б + 6а + б + 4а + 3б + 5а + б + 4а + 3б + 5а + 2б = 40. Прежде чем подобрать шайбу нужного профиля, этот раппорт необходимо разложить на составные части, т. е. имеем ааааббаааааабаааабббаааабаааабббааааабб. Поскольку картон в этом случае рассчитан на четное и нечетное число прокидок, можно использовать шайбу I или II.
Для определения исходного картона раппорт по цвету делят на группы (соответствующие раппорту шайбы), по четыре прокидки в каждой. Для шайбы I через каждые три прокидки подчеркнем ту прокидку, которая осуществляется под действием повторителя: аааа — ббаа — аааа — бааа — аббб — аааа — абаа — аабб — бааа — аабб. Если теперь исключить подчеркнутые прокидки, получим манер исходного картона: 3а + 2б + 4а + б + 3а + 2б + 4а + б + 3а + 2б + 4а + б. Как видим, здесь три раза повторяется манер 3а + 2б + 4а + б. Это и будет исходный картон, раппорт которого равен 10 пластинам вместо 40 при работе без фиксирующей шайбы I.
Необходимо учесть, что наибольшее количество нитей в раппорте для шайбы I не должно превышать 96.
Пример 2. Задан раппорт по цвету 4а + 5б + 4а + 7б = 20. Для выбора профиля шайб раскладывают раппорт на составные части, т. е. аааабббббааааббббббб. Поскольку картон рассчитан на четное и нечетное число прокидок, можно использовать шайбу II.
Для определения исходного картона раппорт по цвету делят на группы, по четыре прокидки в каждой. Для шайбы II через каждые две прокидки подчеркнем прокидки, которые должны осуществляться под действием повторителя: аааа — бббб — бааа — аббб — бббб. При исключении подчеркнутых прокидок из манера цвета получим манер исходного картона: 2а + 3б + 2а + 3б. Как видим, два раза повторяется манер 2а + 3б. Это и будет исходный картон, раппорт которого равен 5 пластинам вместо 20.
При выборе шайбы II надо учитывать, что количество нитей в раппорте обязательно должно быть кратно 4, а максимальное количество нитей в раппорте 144. Количество нитей одного цвета в раппорте при использовании шайбы II может быть любым, кроме ряда чисел, составляющих арифметическую прогрессию 2, 6, 10.
Предположим, задан раппорт по цвету 10а + 20б + 10а + 100б = 140. Для выбора профиля шайбы раппорт раскладывают на составные части; при этом, поскольку картон рассчитан только на четное число прокидок, лучше использовать шайбу IV. Для данной шайбы через каждую прокидку подчеркнем прокидки, которые должны осуществляться под действием повторителя. Итак, имеем: ааааааааааббббббббббббббббббббаааааа ааааббббббббббббббббббббббббббббббббббббббббббббббббббббббббббббббббббббббббббббббббббббббббббббббббббб. При исключении подчеркнутых прокидок из манера цвета получается манер исходного картона: 5а + 10б + 5а + 50б = 70. В результате новый раппорт картона состоит из 70 пластин вместо 140.
При выборе шайбы IV нужно также учитывать, что количество нитей одного цвета в раппорте должно быть кратно 2, а наибольшее количество нитей в раппорте – 144.
Пример 3. Задан раппорт по цвету: 8а + 12б + 4а + 8б = 32. Для выбора профиля шайбы раппорт раскладывают на составные части. Так как картон рассчитан только на четное число прокидок, можно использовать шайбы III и IV. Для шайбы III через каждую прокидку подчеркнем три прокидки, которые должны осуществляться под действием повторителя. Имеем: ааааааааббббббббббббаааабббббббб. При исключении подчеркнутых прокидок из манера цвета получаем манер исходного картона: 2а + 3б + а + 2б = 8. Как видно из этой записи, раппорт картона состоит из 8 пластин вместо 32.
 При выборе шайбы III надо учитывать, что количество нитей в раппорте не должно превышать 288.
При выборе шайбы III надо учитывать, что количество нитей в раппорте не должно превышать 288.
Использование повторителя не всегда возможно, так как при разделении заданного раппорта по цвету на части отдельные прокидки могут выпасть или же перед прокидкой, соответствующей работе повторителя, будет находиться прокидка другого цвета.
Контрольные вопросы
1. Назначение многочелночных механизмов и многоцветных приборов.
2. Классификация многочелночных механизмов и многоцветных приборов.
3. Что называется разгоном челноков? Как выполняется последовательность разгона челноков?
4. Что называется раппортом разгона? Как определяется раппорт разгона?
5. Какие механизмы участвуют в работе при смене утка на ткацком станке типа СТБ, каково их назначение?
6. Каково соответствие различных профилей пластин картона?
7. Какие разновидности профилей пластин картона прибора смены цвета утка на ткацких станках типа СТБ?
8. Каковы основные правила набора картона при применении двух– и четырехцветного механизма?
9. Чем ограничивается раппорт цвета по утку?
10. Каково назначение фиксирующей шайбы (повторителя)?
11. Каково назначение различных повторителей картона смены цвета?
12. Ассортиментные возможности различных повторителей.
4. ПРЕДОХРАНИТЕЛЬНЫЕ МЕХАНИЗМЫ
И ПРИСПОСОБЛЕНИЯ
4.1. Лабораторная работа № 15
Изучение работы предохранительных механизмов и
приспособлений, установленных на ткацких станках
Порядок выполнения
1. Изучить назначение, устройство, работу и наладку уточных предохранительных механизмов:
– боковой уточной вилочки на ткацких станках типа АТ и ТВ;
– уточных предохранительных механизмов на ткацких станка типа СТБ и АТПР;
– разоискателей на ткацких станка типа СТБ.
2. Изучить назначение, устройство, работу и наладку основных предохранительных механизмов:
– ламельных основонаблюдателей механического и электрического действия на ткацких станках) типа АТ, ТВ, СТБ и АТПР;
– механизмов предохраняющих основу от массового отрыва (замочный механизм на ткацких станках типа АТ, ТВ).
3. Ознакомиться с различными приспособлениями от вылета челнока из зева на челночных ткацких станках.
4. Выполнить схемы уточных и основных предохранительных механизмов ткацких станков (по указанию руководителя занитяий), указать тип, дать краткое описание устройства и установки. Указать достоинства и недостатки каждого механизма, регулирование параметров.
5. Указать пороки ткани, возникающие из-за разладок предохранительных механизмов.
Основные сведения
Предохранительные механизмы предназначены для предупреждения образования пороков ткани при обрыве одиночных нитей основы и утка, при массовом обрыве основных нитей, а также для предотвращения поломки деталей ткацкого станка при разладках отдельных механизмов. Наряду с этим четкая работа предохранительных механизмов позволяет повысить производительность труда за счет расширения зоны обслуживания ткача и улучшения условий труда.
Предохранительные механизмы подразделяются на уточные, основные и предохранители от вылета челнока или прокладчика из зева (рис. 47).
Уточные предохранители механического действия в виде вилочек, щупов, прутков устанавливаются на большинстве челночных ткацких станков, а также на бесчелночных станках типа СТБ и АТПР. В зависимости от вида перерабатываемого сырья на станке может быть один или два контролера утка, установленных в середине (центральный контролер) или у кромок ткани (боковой уточный контролер).
Рис. 47. Классификация предохранительных механизмов
На современных моделях рапирных ткацких станков широко используются уточные предохранители электрического, электромагнитного, фотоэлектрического и других принципов действия. На ткацких станках MAV-L и Акутис-203(223) с жесткими рапирами установлен электронный контролер, на станках СТР-8(4)-250 уточный электрический контролер с пьезодатчиком, на станках с гибкими рапирами ТР-2 – электромагнитное щупло. Пневматический способ прокладывания утка характеризуется наличием разнообразных контролеров утка: оптикоэлектрическими контролерами недолетов уточной нити, контроля наличия утка в зеве, контроля качества уточной нити и удаления ее дефектного участка.
Разоискатели – предохранительные механизмы, которые предназначены для выработки тканей без нарушения переплетения при обрыве уточной нити. Некоторые из них выполнены как механизмы обратного хода батана, работающие от сигнала уточного контролера. Современные бесчелночные ткацкие станки оснащены автоматическими разоискателями, или механизмами, обеспечивающими останов станка в заданном положении главного вала, что исключает розыск раза.
Предохранительные механизмы, контролирующие наличие основных нитей на всей ширине заправки ткацкого станка, получили название основонаблюдателей. Они могут быть как механического действия, что характерно для большинства челночных станков типа АТ, так и электрического, электромагнитного, фотоэлектрического, как на станках типа СТБ, АТПР, СТР и др. Конструктивно они представлены в виде ламельного или безламельного прибора.
При замине в зеве челнока, прокладчика или рапиры может произойти массовый обрыв основных нитей, который надолго выводит станок из рабочего состояния. Чтобы этого не случилось, устанавливают механизм откидного берда, замочный механизм или комбинированное приспособление. Предохранители от вылета челнока из зева служат для того, чтобы изменить направление движения челнока или малогабаритного прокладчика в зеве, предупредить его выход за пределы батана и исключить травмы на производстве. Подобные приспособления выполнены в виде прутков, планок или гребенок и установлены на вершнике батана. Предохранители от вылета челнока должны обеспечивать безопасное обслуживание станка.
4.1.1. Уточные контролеры
Уточные контролеры на ткацких станках типа СТБ
Уточные контролеры автоматически останавливают станок, если прекращается подача утка в зев, чтобы исключить появление пороков ткани (недосеки, пролеты). На узких ткацких станках типа СТБ устанавливают один левый уточный контролер, на широких – два (у левой и правой кромок второго полотна ткани). Контроль наличия уточной нити 11 (рис. 48) выполняет щуп 9 – легкий металлический пруток, соединенный хомутиком 8 с валиком О2. Щуп получает движение от кулачкового вала О6 через сдвоенные кулачки 20, ролики 21, трехплечий рычаг 12, имеющий ось О5, разъемную тягу, запорный кулачок 7.
При движении тяги 10 вправо запорный кулачок 7, поворачиваясь относительно оси О4 по часовой стрелке, своим нижним выступом б давит на средний зуб г кулачка 6 и поворачивает его вместе с валиком О1 против часовой стрелки, сильнее закручивая пружину 26. От этого уточный щуп 9 отходит от линии расположения уточины, давая возможность пролета прокладчику.
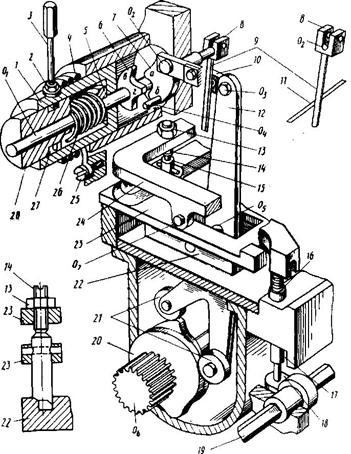
Рис. 48. Левый уточный контролер ткацкого станка типа СТБ
При движении тяги 10 влево запорный кулачок поворачивается против часовой стрелки, его выступ б освобождает средний зуб г и кулачок 6 вместе с валиком О1 поворачивается по часовой стрелке под действием пружины 26. Если щуп 9 при своем отклонении встретит уточину, он остановится и вращение валика О1 и кулачка 6 прекратится, а верхний зуб кулачка 7 свободно пройдет над зубом кулачка 6. Если нити нет, щуп отклонится на больший угол и верхний зуб в кулачка 6 встанет на линию движения верхнего зуба кулачка 7. Последний остановится, прекратив движение тяги 10. Шарнирная ось О3 становится осью вращения трехплечего рычага 12, который продолжает движение от кулачков 20. При этом шарнир О5, закрепленный в ползушке 22, продвинет ее вправо, и выемка-скос, имеющаяся на конце неподвижной крышки 23, поднимет штифт 15, закрепленный гайкой 13. От штифта через болт 14 поднимается левое плечо коромысла 24, а правое плечо опускается относительно оси O7 и давит на толкатель 17, преодолевая сопротивление пружины 16.
Толкатель, действуя вниз, отклоняет серьгу 18, и вал 19 контролера поворачивается – происходит выключение ткацкого станка. Станок останавливается при 280–285° поворота главного вала.
Механизм имеет специальное устройство для пуска станка и возврата всех деталей в исходное для нормальной работы положение. На левом конце валика О1, который выходит за пределы боевой коробки, свободно установлена втулка 28, в которую вставлен конец легкой пружины 26. Другой конец ее вставлен в кольцо 5 валика О1. Валик, втулка, кольцо и пружина 26 находятся в обойме 1, помещенной в боевой коробке. На обойму действует пружина 4, один конец которой прикреплен гайкой 2 стопорного болта 3, а другой – винтом 25 к корпусу боевой коробки.
Стопорный болт 3 ввернут в обойму, и его конец входит в паз 27 втулки 28. При завернутом и законтренном болте 3 втулка и обойма оказываются соединенными вместе. Ослабляя болт и поворачивая втулку относительно обоймы на некоторый угол, можно изменить силу воздействия пружины 26, что особенно важно при переработке различной уточной пряжи при разном ее натяжении.
Чтобы пустить станок после заводки оборвавшейся уточной нити, необходимо надавить пальцем на стопорный болт 3 влево. Тогда обойма 1 своим срезом подействует на заднюю часть нижнего зуба кулачка 6 и повернет его. Верхний зуб кулачка 6 освободит верхний зуб кулачка 7 и под действием пружины 16 все детали уточного контролера встанут на место.
Правый уточный контролер устанавливают на широких ткацких станках типа СТБ. Он служит для контроля уточной нити у приемной коробки.
Устройство и принцип работы правого контролера такие же, как левого. Механизм (рис. 49) расположен над валиком укладчика и получает движение от кулачкового вала О3, кулачковой пары 10 и 9 через рычаг 7, тягу 6, запорный кулачок 5 и вилочный кулачок 4. На конце вала О1 винтом 3 закреплен щуп 2, который проходит в прорези решетки 1.
При отсутствии уточной нити щуп 2 опускается ниже обычного уровня, и запорный кулачок 5, двигаясь влево, входит в зацепление с вилочным кулачком 4 и останавливается; ось О2 через толкатель 8 поворачивает вал контролеров О4 и станок останавливается. Останов станка от правого уточного контролера должен происходить при 325–330° поворота главного вала.
|
|
|
|
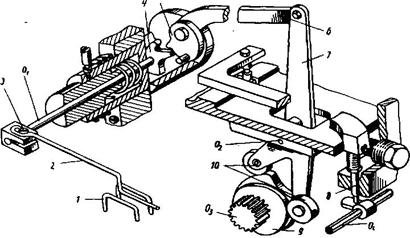
Рис. 49. Правый уточный контролер ткацкого станка типа СТБ
Уточная вилочка и контролер опушки ткани
на ткацких станка типа АТПР
Уточная вилочка, расположенная с правой стороны станка (на входе нити в правую рапиру), представляет собой металлическую петлю 1 (рис. 50,а), поддерживаемую в горизонтальном положении уточной нитью. При отсутствии уточной нити петля под действием собственной массы поворачивается вокруг оси 2. Контакт 3 также поворачивается до соприкосновения со штырем однополюсной вилки 4, замыкая его на корпус станка, что вызывает включение электромагнита останова станка.
Контролер опушки ткани (рис. 50,б) размещен на крышке левой шпарутки и представляет собой металлический щуп 5, который посажен на ось. Правый конец щупа пружиной 6 прижимается к поверхности ткани на расстоянии 2–4 уточин от опушки. При отсутствии утка опушка ткани перемещается влево и конец щупа проходит между нитями основы.
Щуп поворачивается вместе с валиком 7, и короткий конец щупа 5 замыкается на однополюсную вилку 8. Замыкание цепи вызывает срабатывание электромагнита останова станка.
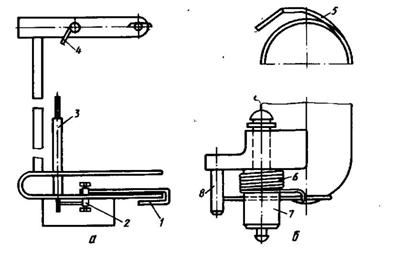
Рис. 50. Уточная вилочка и контролер опушки ткани ткацкого станка типа АТПР
Уточные предохранители на ткацких станках различных конструкций
На рапирных станках СТР-8-250 установлен электрический контролер утка. Уточную нить заправляют в глазок, который выполняет функцию пьезодатчика, т. е. преобразует механические колебания, возникающие при движении уточной нити, в электрический сигнал. С пьезодатчика сигнал подается в цепь усилителя, который работает только в тот момент, когда уточная нить прокладывается в зеве. В остальное время усилитель отключен прерывателем, установленным на главном валу станка. На выходе усилителя имеется реле РСМ-2, контакты которого включены в цепь световой сигнализации об обрыве утка.
Пневматические ткацкие станки П-125А и n-125ZA8 оборудованы уточными оптоэлектронными контролерами, останавливающими станок при обрыве или недолете уточной нити. Контролер состоит из трех основных узлов: датчика наличия уточной нити, датчика положения главного вала станка; электронного блока обработки сигналов датчиков. Чувствительным элементом устройства является датчик, имеющий форму стандартной пластины конфузорного канала пневматических станков n-125ZA8. Внутри датчика расположены светодиод и световод. При выходе нити из щели конфузора нить пересекает фотопоток, в результате на фототранзисторе появляется электрический импульс. Наличие уточной нити в правой части конфузора фиксируется за каждый цикл работы станка. При обрыве или недолете уточины сигнал отсутствует.
Кроме того, устройство имеет блок памяти, время запоминания которого 0, 15, 30, 60 и 120 мин. Если время запоминания равно 0, то станок останавливается при каждом недолете уточной нити, в любом другом случае останов происходит при втором и всех последующих недолетах за выбранный промежуток времени. Задаваясь временем запоминания больше нуля, можно установить оптимальное число остановов станка, чтобы, с одной стороны, не снижалось качество вырабатываемой ткани, а с другой, – не увеличивались потери производительности станка из-за остановов вследствие недолетов утка, практически не вызывающих снижения качества ткани.
Подобные уточные контролеры фиксируют наличие уточной нити в зеве в период ее прибоя к опушке ткани или в период ее прокладывания до начала прибоя.
Повышение скоростных режимов пневматических станков, оснащение их эстафетными соплами с различными средствами автоматики вызывают необходимость не только контроля расположения уточной нити в зеве, но и автоматического удаления дефектных нитей.
Автоматизация удаления дефектной уточной нити из зева значительно повышает производительность станка.
На многозевной ткацкой машине ТММ-360 система контроля утка состоит из уточного контролера, расположенного в зоне формирования ткани, бесконтактного датчика-индикатора, размещенного в приемной коробке, и электрического блока управления. Такая система обеспечивает контроль наличия каждой уточной нити в зонах левой и правой кромок.
Для многозевных ткацких машин фирма «Текстима» разработала устройство, позволяющее контролировать наличие уточной нити непрерывно на всем пути движения микрочелнока в зеве. Это устройство снабжено контролирующим блоком, устанавливаемым в любой зоне по ширине ткани, имеет три и более датчиков с возможностью регистрации сигналов от радиоактивных веществ и формирования управляющего сигнала в электронном преобразователе.
Микрочелнок, несущий катушку с уточной нитью, проходит под блоком с датчиками. На фланец катушки нанесено пятно-метка из радиоактивного вещества. При прокладывании утка в зеве уточная нить сматывается, катушка в микрочелноке вращается и метки радиоактивного вещества в определенной последовательности размещаются в зоне контролируемых датчиков. При обрыве уточной нити положение пятна-метки регистрируется в одном месте, что является сигналом для останова станка.
На тканевязальных машинах Метап, где уточные нити навиты на уточные навои или секционные катушки, расположенные над скалом машины, установлен уточный контролер электрического действия. В случае обрыва уточной нити притягивается реле, которое через контакты включает магнит выключения; в результате происходит останов машины.
4.1.2. Основонаблюдатели
Основонаблюдатели – специальные механизмы, останавливающие ткацкий станок при обрыве одиночной основной нити. Установка этих механизмов предупреждает появление таких пороков ткани, как близна и подплетина, улучшает качество ткани, способствует повышению производительности и увеличению нормы обслуживания ткача.
На станках типа СТБ установлен основонаблюдатель электромагнитного действия. На обоих концах подскальной трубы 2 (рис. 51) имеются кронштейны 5 основонаблюдателя, к которым прикреплены кронштейны 7. Последние выполнены вместе с державками 9, которые можно смещать болтом 6 по вертикали. На державках установлены кронштейны 10 основонаблюдателя, при перемещении которых изменяется положение ламельного прибора по горизонтали.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
