
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
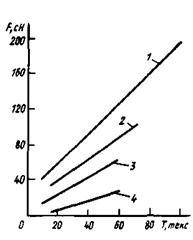
Рис. 28. Графики скорости нити на ткацком станке типа АТПР | На рис. 28 приведены графики скорости движения нити на ткацком станке АТПР в зависимости от угла поворо-та главного вала: расчетной (кривая 1) и фактической (кривая 2). Фактическая ско-рость движения нити после 180° поворота главного вала уменьшается более резко, так как действует компенсатор, вытягивающий излишек нити из зева. |

На рис. 29 даны сечения правой и левой рапир ткацкого станка типа АТПР. Всасывающий поток воздуха в левой рапире создается за счет эжекции. У входа в левую рапиру создается поток (струя) воздуха, который имеет существенную разницу со струей воздуха у нагнетательного отверстия. У этого отверстия струя постепенно теряет свои динамические параметры и распространяется далеко от выхода из него. Таким образом поток воздуха, выходящий из рапиры, продолжает взаимодействовать с уточной нитью и оказывает влияние на воздушный поток у всасывающего отверстия.
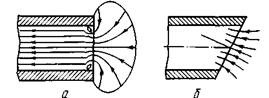
Рис. 29. Сечение правой (а) и левой (б) рапир ткацкого станка типа АТПР
Основной порок тканей на пневморапирных ткацких станках – недолеты утка, поэтому большое внимание следует уделять конструкциям рапир.
Недолеты вызываются следующими причинами: неправильная передача нити из правой рапиры в левую, засоренность левой рапиры, плохой отсос в рапире, засоренность правой рапиры, разладки компенсаторов, ножниц, отмеривающего механизма. Недолеты утка возникают вследствие недостаточной величины кинетической энергии уточины, незначительного натяжения и неустойчивого движения ее в процессе прокладывания.
В процессе ткачества снижаются прочностные показатели утка, так как воздушный поток раскручивает нить и уменьшает связность между волокнами.
На станках АТПР используют рапиры следующих конструкций:
1. Серийные.
2. Правая рапира имеет зауженный уточный канал, минимальный размер канала 3,3 мм, во время прокладывания утка левой рапирой увеличивается скорость движения воздуха (разработана в ЦНИХВИ).
3. Левая рапира имеет скос, который параллелен скосу правой рапиры (используется на Тверском хлопчатобумажном комбинате).
4. Правая рапира выполнена с волнообразным внутренним каналом, благодаря чему стабилизируется поток возуха.
5. Левая рапира имеет струйный эжектор с внешней трубкой без уменьшения диаметра, на конце которого имеется втулка с конусообразным входным отверстием.
6. Рапиры с винтовой нарезкой по всей длине внутренней трубки.
7. Рапиры со сменными наконечниками.
8. Рапира принимающая, в которой тройник перенесен к входному отверстию, а поток воздуха во внутреннюю часть рапиры поступает у ее начала. Воздух проходит между трубками рапиры в направлении, противоположном прокладыванию утка (используется на Московской хлопчатобумажной фабрике «Даниловская мануфактура»).
9. Рапиры, в которых имеются внутренняя и внешняя трубки, соосно (коаксиально) расположенные друг относительно друга. Во внутренней трубке по всей длине и периметру имеются отверстия под острым углом к оси прокладывания нити, благодаря чему по всей длине и по всему периметру имеется постоянный дополнительный подсос воздуха. Это способствует параллелизации нити в трубке, дает возможность создать натяжение (разработана на кафедре ткачества Московской государственной текстильной академии им. ).
10. Рапиры, в которых осуществляется дополнительное скручивание нитей за счет использования механизма ложной крутки разработаны на кафедрах ткачества Московской государственной текстильной академии им. и Ивановской государственной текстильной академии им. .
Натяжение утка на пневморапирном ткацком станке
При прокладывании утка на пневморапирном ткацком станке уточная нить находится в равновесии. Уравнение равновесия сил, действующих на уточную нить, имеет вид:
![]() ,
,
где Fв – сила тяги воздуха внутри рапиры, Н; Fн – натяжение утка, Н; Fр – реактивная сила, Н.
![]() ,
,
где m – масса нити от отмеривающего механизма до конца проложенной нити, кг; а – ускорение движения нити, м/с2.
![]() ,
,
где Ту – линейная плотность утка, текс; l – длина нити от отмеривающего механизма до конца проложенной нити, м; q – ускорение свободного падения, q = 9.81 м/с2.
Знак «плюс» берется при реактивной силе на участке от 800 до 2600.
Длина прокладывания нити может быть определена по формуле
![]() .
.
Ускорение нити при прокладывании
![]() .
.
Тогда
![]() ,
,
где lmin – длина постоянного участка нити до правой кромки от отмеривающего механизма, м; lo – длина нити в трубке рапиры, м; К1, К2, К3 – коэффициенты, зависящие от размера плеч компенсатора, причем
![]() ;
; ![]() ;
; ![]() ,
,
где L – длина компенсатора, м; r – радиус кривошипа компенсатора, м; λ – расстояние от оси качения компенсатора до точки соединения его с поводком, м; р – длина поводка компенсатора, м; ω – угловая скорость вращения главного вала ткацкого станка, рад.
Сила тяги воздушного потока, если конец нити закреплен, рассчитывается по формуле
![]()
если конец нити движется внутри рапиры
![]()
где Сm – эмпирический коэффициент; ρ – плотность воздуха, г/м3; l – длина нити, подвергаемая деформированию, м; vв – скорость воздуха, м/с; vн – скорость нити, м/с.
Скорость движения нити
![]() ,
,
где Rш – радиус шкива отмеривающего механизма, м; ω – угловая скорость главного вала, рад.
Тогда
![]() .
.
Натяжение нити в рапире равно
 .
.
На рис. 30,а представлены кривые изменения уточной нити в правой рапире: теоретическая (кривая 1) и фактичная (кривая 2). На рис. 30,б показаны кривые изменения натяжения уточной нити в левой рапире: теоретическая (кривая 1) и фактическая (кривая 2).
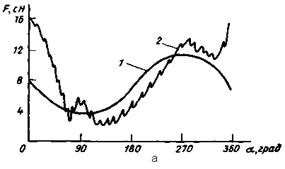
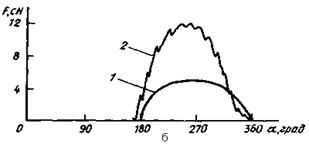
Рис. 30. Кривые натяжения уточной нити на ткацком станке типа АТПР
Анализ натяжения уточной нити на ткацких станках различных конструкций показывает (рис. 31), что максимальное натяжение нить имеет на челночном ткацком станке, чуть меньшее натяжение – на ткацком станке типа СТБ и пневматическом, а минимальное – на пневморапирном. Натяжение же основы на бесчелночных ткацких станках в 1,3–1,6 раза больше, чем на челночных. Следовательно, соотношение натяжений утка и основы на ткацких станках различных конструкций разное и при одних и тех же заправках на различных станках получаются ткани различного строения, а это надо учитывать при выборе оборудования.
Рис. 31. Натяжение утка на различных ткацких станках: 1 – челночном; 2 – бесчелночном (типа СТБ); 3 – пневматическом; 4 – пневморапирном | Натяжение утка на пнев-морапирном ткацком станке небольшое. На станке АТПР установлен натяжной прибор, но он практически не используется. При увеличении натяжения наблюдаются недолеты утка, которые являются основным недостатком пневморапирного тка-чества, а без натяжения утка, как известно, выработать высококачественные ткани нельзя. |
1.4.3. Прокладывание утка на многозевных ткацких машинах
В настоящее время три фирмы в мире изготавливают многозевные ткацкие машины: фирма «Нуово Пиньоне» (Италия), которая выпускает машину TCP; объединение «Стройимпорт» (бывшая Чехословакия), которое выпускает машину Контис, и объединение «Климовсктекмаш» (Россия), совместно с фирмой «Текстима» выпускающее машину ТММ.
Производительность этих машин достигла 2000 метроуточин в минуту.
На многозевных ткацких машинах ткань формируется за счет прокладывания в волнообразных зевах сразу нескольких уточин. На рис. 32 представлена схема прокладывания утка на многозевной ткацкой машине. В каждом зеве 1 (рис. 32,а) движется челнок 2 с утком. Многозевные машины отличаются от обычных ткацких станков тем, что в зеве одновременно находится несколько микрочелноков на определенном расстоянии друг от друга. Прибой осуществляется прибойными вращающимися пластинами 3 (рис. 32,б), набранными на вал 4. Вращающиеся пластины подводят уточные нити 5 к опушке ткани имеющимися в них направляющими канавками.
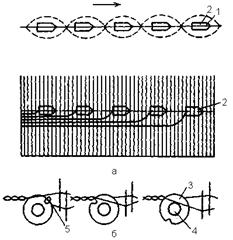
Рис. 32. Схема прокладывания утка на многозевной машине
В табл. 3 даны показатели работы многозевных машин ТММ-360.
Таблица 3
Параметры работы | Плановые показатели | Фактические показатели |
Частота вращения главного вала, мин-1 Производительность, метроуточин в минуту Обрывность по основе, обрывов на 1000 прокидок Обрывность по утку, обрывов на 1000 прокидок | 500 1800 0,18 0,05 | 519,4 1843 0,085 0,043 |
Использование многозевных ткацких машин позволило повысить производительность оборудования и труда, снизить расход энергии, улучшить условия переработки пряжи, уменьшить нагрузки на уточные нити, обеспечить непрерывность питания станка утком, повысить удобства в обслуживании, снизить уровень шумa на 20 % по сравнению с классическими ткацкими станками, довести долю тканей 1-го сорта до 97 %.
Контрольные вопросы
1. Какие существуют способы прокладывания утка?
2. Устройство и работа боевого механизма челночных и бесчелночных ткацких станков.
3. Какие факторы в наибольшей степени определяют скорость прокладывания утка на ткацких станках различных конструкций?
4. Какими условиями определяется установка начала боя, каким образом регулируется?
5. Какие факторы определяют необходимую силу боя?
6. Какие требования предъявляются к челноку, прокладчику?
7. Каким образом регулируют силу боя на челночных и бесчелночных ткацких станках?
8. Какое влияние на силу боя оказывает частота вращения главного вала станка, вес челнока?
9. Как влияет способ прокладывания утка на качество ткани?
10. Какие основные периоды прокладывания утка на станках типа СТБ?
11. Какие основные этапы прокладывания утка на ткацких станках типа АТПР?
12. Какие условия должны быть соблюдены для правильной передачи нити утка из правой рапиры в левую?
13. Какие конструкции рапир используют на ткацких станках типа АТПР?
14. Преимущества и недостатки различных способов прокладывания утка.
15. Каким образом регулируется длина отмериваемой уточины на станке АТПР?
16. По каким признакам классифицируются рапирные ткацкие станки?
17. Назначение компенсатора утка.
18. Как изменить натяжение утка на станках с различными способами прокладывания?
19. Как обеспечивается разная продолжительность пролета прокладчика на узких и широких станках?
20. Какие пороки ткани возникают из-за разладок механизмов прокладывания?
21. По каким причинам может произойти вылет челнока и прокладчика из зева?
22. Как изменить натяжения утка на ткацких станках с различными способами прокладывания утка?
23. Особенности формирования ткани на многозевных ткацких машинах.
2. ПРИБОЙ УТКА К ОПУШКЕ ТКАНИ
2.1. Лабораторная работа № 13
Сравнительный анализ кинематических диаграмм движения
батанных механизмов ткацких станков различных конструкций
Порядок выполнения работы
1. Изучить устройство и работу батанных механизмов:
– кривошипно-шатунного на ткацких станках типа АТ, ТВ;
– кулачкового на ткацких станках типа СТБ, АТПР и др.
2. Методом графического дифференцирования построить графики перемещения, скорости и ускорения батанного механизма (берда) ткацкого станка (по указанию руководителя занятий).
3. Определить абсолютные значения скорости и ускорения батанных механизмов в различных положениях.
4. Из анализа графиков дать оценку движения батанного механизма (берда) с точки зрения удовлетворения технологическим требованиям.
Приборы, оборудование: ткацкие станки различных типов, линейка, калькулятор.
Методические рекомендации.
При выполнении данной лабораторной работы необходимо воспользоваться рекомендациями, изложенными в лабораторной работе № 8.
За начало отсчета (нулевое положение) принимается начало движения батана из заднего положения в переднее. Построение графика пути проводить за период движения батана. При построении графика S = S(t) рекомендуется использовать масштаб: М 1:1.
Основные сведения
Под прибоем следует понимать процесс формирования нового элемента ткани в результате перемещения к опушке ткани проложенной в зев уточины, силового и фрикционного взаимодействия этой уточины с нитями основы и придания нитям основы и утка волнообразной формы. Линию перехода основных нитей в ткань называют опушкой ткани.
Формирование ткани не заканчивается на прибивании одной уточной нити, так как прибитая уточина после прибоя может отойти в сторону зева на определенное расстояние, зависящее от ряда факторов, в том числе от натяжения основных нитей и угла раскрытия зева при прибое, который определяется величиной заступа и высотой зева. Такая возможность остается вероятной до тех пор, пока взаимное положение основных и уточных нитей не стабилизируется. Этот момент и определяет зону формирования ткани.
Зоной формирования ткани называется участок постепенно образующейся ткани, в котором уточные и основные нити сохраняют способность перемещаться друг относительно друга и изменять свое положение.
Следует отметить, что кроме относительных перемещений уточин и изменения изгиба обеих систем нитей в зоне формирования ткани, на ткань действуют растягивающие усилия как в продольном, так и в поперечном направлении; поэтому равновесное состояние ткань получает после снятия со станка и релаксации. Однако решающим фактором, определяющим строение формируемой ткани, является взаимодействие нитей основы и утка в процессе прибоя.
Различают три способа прибоя уточной нити к опушке ткани – фронтальный, секционный, точечный.
Фронтальный способ прибоя применяется на большинстве конструкций ткацких станков, где уток прокладывается периодически и периодически прибивается к опушке ткани. В качестве прибивающего органа используется бердо. Кроме того, фронтальный прибой может быть вибрационным и ротационным.
Секционный способ прибоя применяется на секционных ткацких станках, где ткань формируется не по всей ширине, а по отдельным секциям.
Точечный способ прибоя применяется в основном на многозевных и круглоткацких машинах.
Механизмы, осуществляющие фронтальный прибой
Прибой утка на ткацких станках осуществляют батанные механизмы. Кроме прибоя, на ряде станков батанные механизмы служат направляющей для прокладывания утка, а на челночных ткацких станках еще удерживают челноки в челночных коробках и прибое, а также распределяют с помощью берда основные нити по ширине ткани, определяя этим заданные ее ширину и плотность по основе. Батанные механизмы ткацких станков типа СТБ, АТПР и др. выполняют те же функции, что и механизм челночного станка, но отличаются конструктивно.
К батанному механизму предъявляются следующие требования:
– размах качания батана должен быть умеренным во избежание сильного трения между основой и бердом и уменьшения расшатывающего действия большой массы батана;
– прибой уточины должен сопровождаться плавным движением, а не ударом; масса батана должна быть умеренной, но достаточной для выполнения всех технологических и технических функций механизма;
– механизм должен иметь достаточную прочность, простую конструкцию, быть удобным для обслуживания и безопасным для рабочих.
По типу привода в движение батанные механизмы разделяются:
– кривошипные;
– кулачковые.
Батанный механизм ткацких станков типа СТБ и АПТР
На ткацких станках типа СТБ и АТПР используются кулачковые батанные механизмы. Циклограмма механизмов имеет три периода:
– движение батана из заднего положения в переднее;
– движение батана из переднего положения в заднее;
– выстой батана в заднем положении.
Для узких ткацких станков СТБ движение батана в переднее и заднее положения проходит в течение 70° оборота главного вала. На широких станках батан движется из заднего положения в переднее на 50о, а из переднего положения в заднее на 55° оборота главного вала.
Законы движения батана приближаются к синусоидальным, поэтому уравнения движения имеют следующий вид:
![]() ,
,
![]() ,
,
![]() ,
,
где В – максимальный путь точек берда, лежащих на уровне основы, мм; п – частота вращения главного вала, мин-1; φ – угол поворота главного вала за время перемещения батана из одного крайнего положения в другое, град; t – текущее время, с; α – угол поворота главного вала, град.
На пневморапирных ткацких станках типа АТПР батан совершает движение из одного крайнего положения в другое за 60° оборота главного вала.
Особенностью работы батанных механизмов ткацких станков типа СТБ и АТПР является наличие выстоя батана, необходимого для прокладывания утка. В табл. 4 даны периоды движения батана станков типа АТПР и СТБ с различной шириной заправки.
Таблица 4
Периоды движения | Тип ткацкого станка | ||
АТПР | СТБ-180 | СТБ-250, СТБ-330 | |
Движение вперед | 300 – 360 | 0 – 70 | 0 – 50 |
Движение назад | 0 – 60 | 70 – 140 | 50 – 105 |
Прибой утка | 0 | 70 | 50 |
Выстой батана | 60 – 300 | 140 – 360 | 105 – 360 |
Схема батанного механизма ткацкого станка типа СТБ приведена на рис. 33. Брус батана 1 имеет продольный паз для крепления берда 2. К брусу прикреплена гребенчатая направляющая 3 для прокладчика 4, состоящая из отдельных пластин. Брус батана закреплен на лопастях 5, а лопасти на батанном валу 6.
Батанный механизм получает движение со сдвоенных кулачков 7, закрепленных на главном валу 8. Движение от кулачков передается посредством роликов 9, помещенных на двуплечих рычагах 10, которые
Рис. 33. Батанный механизм станка типа СТБ | жестко закреплены на батанном валу 6. Кулачки с механизмом передачи движения батанному валу помещаются в коробке 11 и работают в масляной ванне. Ход батана на ткацких станках типа СТБ составляет 78,5 мм. |
На рис. 34 даны графики перемещения S, скорости v и ускорения а батана ткацкого станка типа СТБ за один оборот главного вала.
Рис. 34. Графики перемещения, скорости и ускорения батана ткацкого станка типа СТБ | Кулачки батанного механизма имеют такой профиль, что во время движе-ния прокладчика через зев батан имеет выступ в зад-нем положении. Батанный механизм ткацкого станка типа СТБ значительно лег-че батана челночного стан-ка, так как не имеет челночных коробок и механизма, предупреждающего отрыв основных нитей при зажиме челнока. |
По сравнению с батанным механизмом челночного ткацкого станка батанный механизм ткацких станков СТБ имеет ряд преимуществ:
– сила инерции батана обеспечивает прибой при выработке тканей с достаточно высоким наполнением ткани волокнистым материалом;
– меньшие размеры и масса звеньев, компактная конструкция;
– центр тяжести механизма размещен около оси качания батана;
– центр удара приближен к опушке ткани.
К недостаткам батанного механизма ткацких станков типа СТБ относится продолжительный выстой батана в заднем положении, что приводит к высоким скоростям и ускорениям батана, ограничивающим скорость главного вала.
Аналогичным батанным механизмом оснащены пневморапирные ткацкие станки типа АТПР.
Батанный механизм пневматического ткацкого станка
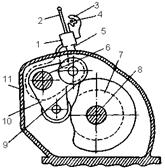
На рис. 35 представлена схема батанного механизма пневматического ткацкого станка. Уточная нить 1 прибивается бердом 2, соединяющим верхние части лопастей батанного механизма. По конструкции правая и левая лопасти батана несколько отличаются друг от друга. Правая лопасть имеет ось вращения на консольном пальце, укрепленном в кронштейне рамы станка. Левая лопасть 3 представляет собой изогнутый рычаг, конец которого шарнирно установлен на валу 6 привода станка. Пластина, соединяющая лопасти батана и выполняющая роль бруса батана, на данном станке отсутствует. Для прокладывания утка в верхней части батана имеется специальное приспособление 14 с открытым каналом, предназначенным для выхода уточной нити в зев.
Рис. 35. Батанный механизм пневматического ткацкого станка | При установке батанного механизма необходимо следить, чтобы струя воздуха из сопла была направлена точно по центру канала, в противном случае уточная нить не может быть правильно проложена. Батанный механизм получает движение от пазового кулачка 5, жестко скрепленного с шестерней z1 = 140 зуб. Шестерня получает вращательное движение от электродвигателя 8 через клиноременную передачу 9, фрикционную муфту 7 и шестерню z2 = 6 зуб., закрепленную на приводном валу 6. |
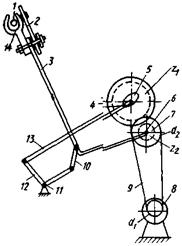
В паз кулачка 5 входит ролик 4, связанней с тягой 13, второй конец которой шарнирно соединен с угловым рычагом 12. Последний закреплен на подбатанном валу 11, который представляет собой полую трубу. При вращении пазового кулачка подбатанный вал получает качательное движение. Второе плечо рычага 12 через тягу 10 передает качательное движение лопасти 3 батана.
Кулачок батанного механизма имеет такой профиль, что в период прокладывания уточной нити батанный механизм имеет выстой, равный 1/4 оборота главного вала станка.
Батанный механизм челночных ткацких станков
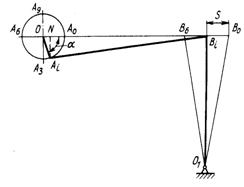
Батанный механизм челночного ткацкого станка АТ-100-5М представляет собой кривошипно-шатунный четырехзвенный механизм, звеньями которого являются: кривошип, поводок, лопасть батана и рама станка, определяющая постоянство расстояния между осями вращения кривошипа и лопасти батана. Кинематическая схема механизма дана на рис. 36.
Рис. 36. Кинематическая схема батанного механизма челночного станка | В зависимости от положения оси вращения кривошипа батанные механиз-мы разделяются на аксиальные и дезаксиальные. В аксиальном батанном механизме хорда В0В6, соединяющая крайние положения пальца лопасти, пересекает ось вращения кривошипа. В дезаксиальных батанных механизмах ось вращения кривошипа смещена в сторону от хорды В0В6 вверх или вниз. |
Определим закон движения аксиального батанного механизма. При этом принимаем, что палец лопасти батана перемещается не по дуге, а по прямой, так как лопасть батана имеет большую длину и небольшой угол качания.
Перемещение пальца лопасти батана
![]() ,
,
где r – радиус кривошипа, мм; l – длина поводка, мм; α – угол поворота кривошипа от переднего нулевого положения, град.
Движение батанного механизма можно исследовать аналитическим и графическим методами.
При аналитическом методе исследования выявляется зависимость перемещения, скорости и ускорения оси пальца лопасти батана или любой другой точки от угла поворота кривошипа. В аксиальном батанном механизме, если движение оси пальца лопасти батана принять прямолинейным, эта зависимость выражается следующими уравнениями:
– уравнение перемещения:  ;
;
– уравнение скорости:  ;
;
– уравнение ускорения:  .
.
В дезаксиальном батанном механизме скорость и ускорение оси пальца лопасти батана определяются по следующим уравнениям:
– уравнение скорости: ![]() ;
;
– уравнение ускорения:![]() ;
;
где b – величина дезаксиала, см; ω – угловая скорость кривошипа, рад/с.
Задаваясь величиной угла поворота а кривошипа, можно построить графики перемещения, скорости и ускорения пальца лопасти батана.
При графическом методе исследования движения батана для построения графика перемещения используют метод засечек, а графики скорости и ускорения строят методом графического дифференцирования.
Анализ формул показывает, что характер движения батана зависит от соотношения радиуса кривошипа r и длины поводка l. По этим показателям батанные механизмы подразделяют на три группы:
r/1 > 1/3 – механизмы с коротким поводком;
r/l = 1/3... 1/6 – механизмы с нормальным поводком;
r/1 < 1/6 – механизмы с длинным поводком.
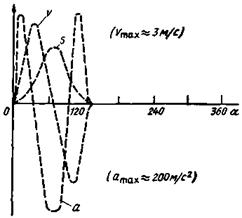
Чем больше отношение r/l, тем выше скорость и ускорение пальца лопасти батана, симметричность движения нарушается, а плавность снижается. На рис. 37 представлены графики перемещения, скорости и ускорения пальца лопасти батана аксиального механизма с нормальным (сплошные линии) и коротким (пунктирные линии) поводками за один оборот главного вала станка. Обычно батанные механизмы с короткими поводками применяют на широких ткацких станках.
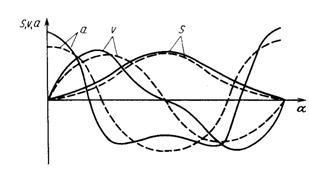
Рис. 37. Графики перемещения, скорости и ускорения пальца лопасти
батана челночного станка
Для выработки плотных тканей (ковров, технических тканей, тяжелых сукон и др.) одного прибоя батана для прибивания уточной нити бывает недостаточно. На ткацких станках для выработки таких тканей применяют батаны с двойным прибоем.
Для изготовления махровых тканей используют также батанный механизм специальной конструкции. Петли определенной высоты на поверхности махровых тканей образуются следующим образом. Две или три уточные нити, последовательно введенные в зев, при прибое не доводятся до опушки ткани за счет осуществления так называемого мягкого прибоя. После введения в зев третьей или четвертой уточины вся группа уточных нитей подводится вплотную к опушке ткани – происходит жесткий прибой. Прибиваемые уточные нити скользят относительно сильно натянутых нитей грунтовой основы, а в это время подается ворсовая основа, натяжение которой сравнительно невелико: поэтому в момент осуществления жесткого прибоя из ворсовой основы образуются петли. Эти петли закрепляются жестким прибоем нескольких уточин. Высота петель определяется расстоянием по основе между двумя соседними положениями жесткого прибоя. Для выработки махровых тканей требуется периодическое изменение положения берда в момент прибоя.
Периодичность мягкого и жесткого прибоев на ткацком станке можно изменять в зависимости от используемого переплетения ткани. Эта периодичность определяется профилем кулачка.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
