
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ЛАБОРАТОРНЫЙ ПРАКТИКУМ
по технологии ткачества
Часть II

ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
КАМЫШИНСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ (ФИЛИАЛ)
ГОУ ВПО «ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
ЛАБОРАТОРНЫЙ ПРАКТИКУМ
по технологии ткачества
Часть II
Учебное пособие
Волгоград
![]() 2010
2010
УДК 677.024(075.8)
Б 77
Рецензенты: -Камышин»; генеральный директор КХБК»
Бойко, практикум по технологии ткачества: учеб. пособие. В 2 ч. / ; ВолгГТУ, – Волгоград, 2010.
ISBN 0093-5
Ч. 2: Лабораторный практикум по технологии ткачества: учеб. пособие / . – 116 с.
ISBN 0592-3
Состоит из двух частей. Вторая часть содержит методические указания по проведению лабораторных работ по технологии ткачества по разделам: введение уточной нити в зев; прибой утка к опушке ткани и формирование нового элемента ткани; питание ткацкого станка утком и многочелночные механизмы; предохранительные механизмы и приспособления; привод ткацкого станка и его производительность. Предлагается необходимая справочная информация, технологические и кинематические схемы оборудования, узлов и механизмов ткацких станков. По каждой теме занятий приведены контрольные вопросы. Дается общий список использованной литературы.
Предназначено для студентов специальностей ВПО 260704.65 и СПО 260704.51 «Технология текстильных изделий».
Ил. 58. Табл. 8. Библиогр.: 14 назв.
Печатается по решению редакционно-издательского совета
Волгоградского государственного технического университета
ISBN 0592-3 (ч. 2) Ó Волгоградский
ISBN 0093-5 государственный
технический
 университет, 2010
университет, 2010
ВВЕДЕНИЕ
Легкая промышленность России обладает мощным потенциалом, который можно эффективно использовать для динамичного экономического и социального развития страны. В последнее время ситуацию в отрасли усугубил мировой финансовый кризис. В условиях кризиса даже те предприятия, которые за последние годы добились положительных результатов в инновационном развитии, уделяя значительное внимание модернизации производства, вынуждены сокращать объемы производства и отказываться от долгосрочных вложений.
Реализация одобренного Правительством Российской Федерации "Плана мероприятий по развитию легкой промышленности на 2006–2008 годы" оказала положительное влияние на результаты работы легкой и текстильной промышленности.
Представленный Минпромторгом России проект плана мероприятий по развитию отрасли на 2009–2011 годы, разработан с учетом Поручений Президента Российской Федерации по итогам заседания Президиума Государственного Совета и является, по существу, первым этапом плана мероприятий по реализации разработанной стратегии развития легкой промышленности на период до 2020 года. План отражает основные направления развития отрасли на период до 2011 года, содержит необходимый инструментарий для достижения показателей, предусмотренных в программе развития экономики России на этот период.
Ключевые задачи, стоящие перед отраслью в настоящее время – это ускоренная и качественная модернизация отрасли и поддерживающих ее инфраструктур на основе инновационного развития с использованием кластерных подходов, широкого применения лучших мировых и отечественных достижений в области техники и технологии текстильного, швейного, мехового и кожевенно-обувного производства, в том числе нанотехнологий и нанопродуктов; преодоление технологической отсталости российского производства, повышение производительности и улучшение условий труда, обеспечение существенного роста заработной платы; доведение объемов отечественной продукции отрасли в объемах до не менее 50 % емкости российского товарного рынка; а также целенаправленная работа по повышению прозрачности ввоза товаров отрасли на российскую территорию, борьба с контрабандой и контрафактом, продуманная таможенно-тарифная политика.
Одно из направлений стратегии развития отрасли, разработанной Минэкономразвития РФ, должно происходить с учетом региональных Программ, концепций и кластеров развития текстильной и легкой промышленности.
По итогам заседания Президиума Государственного Совета Российской Федерации от 20 июня 2008 года «О мерах поддержки легкой промышленности» проект организации текстильного кластера на базе Камышинского хлопчатобумажного комбината вошел в пятерку пилотных и был рекомендован Правительством РФ к финансированию из средств Федерального инвестиционного фонда и Государственной корпорации «Внешэкономбанк».
Общая стоимость проекта – 10 млрд. рублей, а срок окупаемости проекта – 5–7 лет. Реализация проекта позволит дополнительно создать порядка 4 тысяч рабочих мест, существенно улучшить условия труда, внедрить новейшие технологии и системы контроля качества выпускаемой продукции. Кроме того, предполагается создание новых производств: смесовой сорочечной ткани; махровых тканей и изделий; технических тканей, обладающих специальными защитными свойствами; кольцевой кардной и гребенной ткацкой и трикотажной пряжи и других.
В лабораторные работы данного издания включается материал по изучению основных вопросов технологического процесса образования ткани и конструкции современных ткацких станков.
Построение лабораторных работ имеет некоторые особенности, которые состоят в том, что изучение процесса ткачества и конструкции ткацких станков проводится по отдельным механизмам одного и того же назначения, но установленным на различных ткацких станках. Поэтому перед изучением того или иного механизма на станке предварительно целесообразно ознакомиться с его технической характеристикой и областью применения с учетом специфических особенностей в зависимости от назначения ткацкого станка.
Приступая к выполнению лабораторных работ по ткачеству, необходимо четко уяснить понятие – образование и формирование ткани на ткацком станке, их сущность и различие.
Организация проведения лабораторных занятий
Перед лабораторными занятиями студенты должны:
1) повторить теоретический материал по конспекту лекций;
2) подробно ознакомиться с методическими указаниями к лабораторной работе;
3) ознакомиться с оборудованием и средствами исследования, необходимыми для определения различных параметров;
4) ознакомиться с техническими характеристиками и назначением оборудования, используемого в лабораторной работе;
5) ознакомиться с инструкциями по технике безопасности.
Результаты измерений, исследований и расчетов служат основным материалом при составлении отчета по лабораторным работам.
Основные правила техники безопасности
В избежание случаев травматизма при выполнении лабораторных работ студенты обязаны хорошо знать и соблюдать следующие правила
техники безопасности:
1) изучать механизмы машин и измерять параметры нужно при остановленном и обесточенном оборудовании;
2) пуск машин возможен лишь с разрешения руководителя занятий или учебного мастера;
3) перед проведением лабораторных занятий необходимо пройти инструктаж с подписью в журнале по технике безопасности;
4) в лаборатория кафедры студенты должны работать в халатах и косынках.
1. Введение уточной нити в зев
В процессе образования ткани на ткацком станке для переплетения нитей основы с утком необходимо в образовавшийся из нитей основы зев проложить уточную нить, а затем эту нить переместить в заранее определенном положении по отношению к предыдущей уточной нити. Следовательно необходимо совершить две технологические операции: прокладывание уточной нити в зев и перемещение ее вдоль основы.
1.1. Способы введения уточной нити в зев
Процесс введения уточной нити в зев и механизмы, осуществляющие его, подвергались наибольшему совершенствованию. На основе многих научно-исследовательских и конструкторских работ ткацкие станки были оснащены принципиально новыми механизмами для введения уточной нити в зев, что позволило значительно увеличить скоростные режимы ткацких станков, повысить производительность оборудования и труда в ткачестве.
Способы введения утка в зев делятся на челночный и бесчелночные.
При челночном способе уток прокладывается в зев челноком. Челнок в зеве совершает свободный полет, в процессе которого уточная нить сматывается с паковки, размещенной в челноке. Запас уточной нити на паковке может быть значительной длины или равен длине нити на одну уточную прокидку, как, например, на многозевных ткацких машинах.
Бесчелночные способы включают в себя несколько способов:
– прокладывание утка прокладчиком, не несущим уточной паковки. Прокладчик утка захватывает конец уточной нити, помещенной вне зева на неподвижной паковке, и протаскивает ее через зев;
– прокладывание уточной нити с помощью гибких, жестких и. телескопических рапир, имеющих захваты, с неподвижной паковки, расположенной вне зева. Ввод в зев уточной нити осуществляется петлей или за конец;
– пневматический способ, который заключается в следующем: уточная нить, предварительно отмеренная с неподвижной паковки, вдувается в зев сжатым воздухом;
– гидравлический способ – уточная нить, предварительно отмеренная с неподвижной паковки, прокладывается струей воды;
– пневморапирный способ – уточная нить с неподвижной паковки сматывается принудительно с постоянной скоростью, подается в правую рапиру. С левой стороны станка навстречу правой рапире выдвигается левая. По каналам рапиры нить продвигается сжатым воздухом. Пневморапирный способ является комбинацией рапирного и пневматического способов.
В зависимости от способа введения утка в зев уток прокладывается в виде бесконечной нити или в виде отдельных отрезков, длина которых несколько больше ширины ткани. Прокладывание утка отдельными отрезками влияет на условия формирования ткани по ее ширине и на вид и строение кромок ткани.
Уточная нить может вводиться в зев периодически или непрерывно в процессе работы ткацкого станка. При периодическом процессе введение уточной нити в зев осуществляется в течение определенного периода цикла работы станка, обычно равного 90–150° оборота главного вала. При непрерывном процессе уточная нить вводится в зев в течение всего цикла работы, например на круглых ткацких машинах.
1.2. Преимущества и недостатки различных способов
прокладывания утка
Челночный способ. Основными преимуществами челночного способа прокладывания утка являются хороший внешний вид и высокое качество тканей.
Челночный способ прокладывания утка имеет ряд существенных недостатков, основными из которых являются:
1. Незначительная длина нити на уточной паковке. Это требует дополнительного штата вспомогательных рабочих – заряжальщиц.
2. Небольшая скорость прокладывания утка (12–18 м/с).
3. Периодичность введения уточной нити в зев.
4. Неустойчивость движения челнока при его свободном полете в зеве.
5. Значительный расход энергии на разгон челнока и необходимость гашения остаточной энергии челнока.
Прокладывание утка малогабаритным прокладчиком. Этот способ имеет следующие преимущества:
1.. Малые масса до 40 г и размеры до 90 × 14 × 6 мм микропрокладчика.
2. Устойчивость движения прокладчика на всем пути его перемещения.
3. Снижены затраты энергии на прокидку прокладчика.
4. Практически неограниченный запас уточной пряжи на станке (за рубежом используются бобины массой до 5 кг).
5. Скорость движения прокладчика достигает 23–25 м/с и не зависит от частоты вращения главного вала.
К недостаткам этого способа следует отнести следующие:
1. Прерывность введения уточной нити в зев.
2. Сложность конструкции отдельных механизмов увеличивает стоимость станка.
3. Повышенный расход утка за счет концов, заправляемых в кромку ткани.
Рапирный способ. Этот способ имеет следующие преимущества:
1. Меньшая стоимость станка по сравнению с ткацкими станками с малогабаритными прокладчиками.
2. Меньший уровень шума и вибрации по сравнению с челночным и микрочелночным способами прокладывания.
3. Практически неограниченный запас утка.
4. Возможность использования утка различного вида (до 8 видов).
К недостаткам этого способа следует отнести небольшую производительность ткацкого станка.
Пневматический способ. Этот способ имеет следующие преимущества:
1. Отсутствие челнока или какого-либо иного прокладчика утка, имеющего возвратно-поступательное движение.
2. Практически неограниченный запас утка.
3. Снижение шума в ткацких цехах.
4. Скорость перемещения нити в зеве может быть до 50 м/с.
Однако пневматический способ имеет и существенные недостатки:
1. Применение сжатого воздуха требует размещения в ткацких цехах коммуникаций для подачи сжатого воздуха к станкам, а также установок для подготовки и очистки воздуха.
2. Из-за неустойчивости движения уточной нити в конфузоре возможны недолеты нити до противоположного края.
3. За счет концов утка, находящихся за пределами кромки ткани, увеличен расход уточной пряжи.
4. Сохраняется периодичность введения утка в зев.
5. Наблюдается повышенная запыленность воздуха в ткацком цехе.
Гидравлический способ. Гирдравлический способ имеет те же преимущества и недостатки, что и пневматический, но обеспечивает большую надежность прокладывания уточной нити. К дополнительным недостаткам этих станков можно отнести более ограниченную область их применения: вследствие применения воды уток, основа и ткань имеют высокую влажность, поэтому эти станки применяют для изготовления тканей из синтетических нитей.
Пневморапирный способ. Пневморапирный способ прокладывания утка имеет следующие преимущества:
1. Большая устойчивость движения уточной нити в канале рапиры по сравнению с пневматическим способом прокладывания утка.
2.. Применение для перемещения нити сжатого воздуха, подаваемого компрессором, установленным на станке, более низкого давления по сравнению с пневматическим способом. Такое решение позволяет исключить установку коммуникаций для подачи воздуха к станкам.
3. Практически неограниченный запас утка на станке.
4. Скорость прокладывания утка до 18–20 м/с при частоте вращения главного вала 400 мин-1.
К недостаткам этого способа можно отнести:
1. Прокладывание утка осуществляется двумя рапирами, возвратно-поступательное движение которых создает тяжелые динамические условия.
2. Сохраняется прерывный способ прокладывания утка.
3. Повышенный расход утка за счет использования закладной кромки.
4. Возможны недолеты утка, что снижает качество вырабатываемых тканей.
1.3. Классификация механизмов введения уточной нити в зев
В зависимости от способа введения (прокладывания) уточной нити в зев механизмы ввода утка можно подразделить на следующие группы (рис. 1).

Рис. 1. Схема деления механизмов введения уточной нити в зев.
Механизмы первой группы – боевые механизмы – применяются на челночных ткацких станках и станках с малым челноком – прокладчиком утка. Боевые механизмы в определенный момент цикла работы станка сообщают челноку необходимую скорость и направление для движения через зев.
Наибольшее распространение получили кулачковые боевые механизмы среднего боя. Этими механизмами оснащено большинство автоматических челночных ткацких станков. Станки с малым челноком, не несущим уточной паковки (станки типа СТБ), оснащены кулачковым боевым механизмом оригинальной конструкции. Механизмы второй группы – механизмы для движения уточной нити – применяются на бесчелночных станках. Ниже приведено краткое описание устройства, работы и наладки механизмов введения уточной нити в зев основных типов.
1.4. Лабораторная работа № 12
Введение уточной нити в зев на ткацких станках
различных конструкций
Порядок выполнения работы
1. Ознакомиться (под руководством преподавателя) с различными способами введения уточной нити в зев на ткацких станках, имеющихся в лаборатории института.
Указать преимущества, недостатки, область применения и перспективность каждого способа, а также на ассортиментные возможности станков, работающих на различных принципах введения утка в зев.
2. Изучить устройство и работу следующих механизмов введения уточной нити в зев:
а) боевых механизмов на ткацких станках типа AT, СТБ и т. д.;
б) механизмов отмеривания и введения утка в зев на пневматическом и гидравлическом станках;
в) механизмов подачи и введения утка на пневморапирном станке.
Указать способы регулирования параметров процесса введения утка в зев (начала боя, силы боя, длины отмериваемой уточной нити).
3. Получить цикловые (круговые) диаграммы работы боевых механизмов на станках типа AT и механизмов введения уточной нити на пневморапирном станке. На диаграммах отметить начало и конец перемещения погонялки на станке типа AT и перемещения рапир и компенсатора на пневморапирном станке.
4. Расчетным путем определить среднюю скорость движения челнока, прокладчика и рапир в зеве. Необходимые к расчету данные получить непосредственным замером их на станке.
5. Получить кривую изменения натяжения уточной нити при введении ее в зев. Для записи кривой натяжения использовать тот или иной тип преобразователей (датчиков), имеющихся в ткацкой лаборатории института. Описать характер изменения натяжения уточной нити, определить величину натяжения в различные периоды введения утка.
Приборы и оборудование: ткацкие станки с различными способами прокладывания, прибор для записи натяжения уточной нити при введении ее в зев, линейки с миллиметровыми делениями.
Основные сведения
1.4.1. Прокладывание утка на челночных ткацких станках
Скорость перемещения уточной нити в зеве зависит от ширины станка – длины пути движения прокладчика утка и времени, отводимого на процесс прокладывания утка в цикле работы станка. Так как каждый способ введения утка в зев имеет предельные значения скорости, то при увеличении заправочной ширины станка необходимо увеличивать время прокладывания уточной нити в зеве за счет снижения частоты вращения главного вала. Новые способы введения уточной нити в зев позволили значительно повысить скорость работы станка и его производительность по сравнению с челночными станками той же заправочной ширины.
На челночных ткацких станках и станках с прокладчиками утка других типов определяют скорость движения челнока или прокладчика утка в зеве, а на пневматических, гидравлических и пневморапирных станках – скорость прокладывания уточной нити. Скорость прокладывания уточной нити в зеве можно определить как расчетным, так и опытным путем.
Несмотря на бурное внедрение бесчелночных ткацких станков, в мире используется еще большое количество челночных ткацких станков. Это объясняется невысокой ценой на эти станки, возможностью вырабатывать на них самый разнообразный ассортимент и получать высококачественные ткани. Ткани, изготовленные на челночных ткацких станках, имеют прочные кромки, хороший внешний вид. В процессе работы ткацкого станка челнок совершает сложное движение: относительное поступательное вдоль батана и переносное качательное вместе с батаном. Траектория движения какой-либо точки челнока представляет собой кривую линию на цилиндрической поверхности. На рис. 2 представлен график изменения относительной скорости челнока.
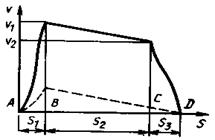
Рис. 2. Изменение относительной скорости челнока
В точке А челнок неподвижен в челночной коробке (VA = 0), в точке В челнок отрывается от гонка (VB = Vmax) и до точки С происходит начало торможения челнока (Vc< VB), точка D соответствует концу торможения челнока (Vd = 0).
Устройство челнока. Конструкция и размеры челнока зависят от вида перерабатываемой нити, формы уточной паковки, конструкции ткацкого станка, обусловливающей способ смены уточной паковки, и характера перемещения челнока в зеве.
К челноку предъявляют следующие требования:
– прочность его должна быть достаточной, так как он работает в сложных динамических условиях;
– размеры должны быть такими, чтобы в челноке размещалось максимально возможное количество утка, так как это повышает производительность труда и оборудования и сокращает отходы;
– в челноке должно быть приспособление, создающее определенное натяжение уточной нити в процессе прокладывания;
– поверхность челнока должна быть хорошо обработана, в противном случае повысится обрывность основных и уточных нитей в процессе ткачества.
Общее натяжение уточной нити при выходе из прорези челнока складывается из натяжения, образующегося от баллонирования нити при сматывании с початка, натяжения от трения нити о вклеенный мех или щетину, детали и стенки прорези челнока.
Условия прокладывания. Считают, что силы сопротивления при движении челнока постоянны, а движение челнока в зеве равнозамедленное. Если бы скорость челнока была необходима только для преодоления сил сопротивления при свободном движении, то ее можно было бы значительно уменьшить. В этом случае изменение скорости можно было бы осуществить так, как показано на рис. 2 пунктирной линией, т. е. с меньшими затратами энергии на движение челнока. Однако в действительности наибольшая скорость челнока определяется не силами сопротивления его движения, а возможной продолжительностью движения в зеве, которое определяется частотой вращения главного вала, условиями движения батана, процессом зевообразования и действием других механизмов.
В связи с переносным движением батана челнок можно направлять в зев только тогда, когда силы инерции прижимают его к берду. Среднюю скорость свободного движения челнока через зев можно определить по формуле
![]() ,
,
где S – длина пути свободного движения челнока в зеве, м; t – время движения челнока в зеве, с.
 ,
,  ,
,
где а – угол поворота главного вала, соответствующий времени движения челнока в зеве, град; п – частота вращения главного вала, мин-1; LБ – ширина проборки нити в бердо, м; lЧ – длина челнока, м.
В то же время
![]() ,
,
где v1 – скорость челнока в начале свободного движения через зев, м/с; v2 – скорость челнока в конце свободного движения через зев, м/с.
![]() ,
,
где а – абсолютная величина ускорения челнока, м/с2.
Кроме того,
![]() .
.
Решая совместно два последних уравнения, получим
![]() .
.
При экспериментальном исследовании движения челнока на ткацком станке АТ-100, работающем с частотой вращения главного вала 200 об/мин, с помощью скоростной киносъемки были получены следующие данные (табл. 1):
Таблица 1
Периоды прокладывания | град | с |
Период разгона челнока в челночной коробке | 47 | 0,038 |
Период свободного полета челнока | 124 | 0,102 |
Период торможения челнока в челночной коробке | 25 | 0,02 |
Период покоя челнока в челночной коробке | 164 | 0,135 |
Из приведенных данных видно, что челнок перемещается на ткацком станке со значительной скоростью, а продолжительность его перемещения очень мала (0,102 с), что при значительной массе челнока создает весьма напряженные условия работы механизма сообщающего движение челноку (боевого механизма).
Натяжение уточной нити на челночном ткацком станке
Натяжение уточной нити, проложенной в зев, является таким же важным параметром формирования ткани, как и натяжение основы. При челночном способе прокладывания уточной нити в зев ее натяжение удается регулировать лишь в незначительных пределах. На ткацких станках новых конструкций, особенно на станках типа СТБ, а также на мно-гозевных ткацких машинах натяжение нити утка, проложенной в зев, можно изменять в широких пределах.
Очень важно обеспечить постоянство натяжения уточной нити за период срабатывания уточной паковки. При челночном способе прокладывания утка невозможно удовлетворить это требование, так как натяжение уточной нити на выходе из челнока зависит от положения точки сматывания нити по длине шпули. Исследования показали, что натяжение уточной нити по мере ее сматывания со шпули возрастает. Так, при сматывании со шпули уточной пряжи линейной плотности 71,4 текс со скоростью 13,1 м/с натяжение нити возрастает в три раза при смещении точки сматывания по длине шпули с 25 до 130 мм, а при сматывании пряжи линейной плотности 15,4 текс с той же скоростью натяжение нити возрастает в 2,8 раза при смещении точки сматывания на ту же величину. С изменением скорости сматывания нити натяжение ее также будет изменяться.
При изучении колебаний натяжения уточной нити следует выделить две его величины: натяжение уточной нити на выходе из челнока при его перемещении в зеве и натяжение уточной нити в момент ее зажима нитями основы. Первая величина характеризует условия сматывания уточной нити с паковки и напряжения, возникающие в ней при прокладывании ее в зев, вторая величина – условия формирования ткани и фазу ее строения.
Для определения величины и характера колебания натяжения уточной нити используют различные приборы:
– приборы для определения натяжения уточной нити на выходе из челнока и при неподвижном челноке;
– приборы для определения натяжения нити, проложенной в зеве.
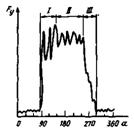
На рис. 3 представлена кривая изменения натяжения утка за один оборот главного вала. На этой кривой можно выделить характерные периоды: разгон челнока (I); свободный полет челнока в зеве (II); торможение челнока (III). Остальное время челнок находится в челночной коробке.
Натяжение уточной нити может оказать влияние на правильность полета челнока в зеве. При выработке тканей из толстых нитей и особенно при мгновенном закреплении такой нити, из-за наличия дефектов на ней, натяжение утка значительно возрастает, и челнок может отклониться от нормальной траектории полета и даже вылететь из зева. Если натяжение нити утка больше временного сопротивления нити разрыву, она оборвется. Натяжение тонких нитей утка сравнительно невелико, поэтому оно и не оказывает существенного влияния на полет челнока.
На рис. 4 представлены схемы действия сил натяжения уточной нити и тяжести челнока.
Рис. 3. Кривая изменения натяжения уточной нити |
Рис. 4. Схемы действия сил натяжения уточной нити и тяжести челнока |
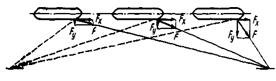
Силу F можно разложить на две составляющие:
Fx = Fcosa, Fy = Fsma.
Сила Fx вызывает дополнительное сопротивление движению в зеве, сила Fy может отклонять передний или задний конец челнока.
Движение челнока в зеве является очень сложным и в самом принципе его движения заложены возможности отклонения от линии полета. Правильность разгона челнока при этом имеет большое значение. Челнок разгоняется от действия гонка. Он должен входить в зев с максимальной скоростью, которая определяется в зависимости от величины пути и сопротивления его движению. При условии равноускоренного движения гонка в момент разгона путь челнока определится уравнением
![]() ,
,
где v0 – начальная скорость движения челнока при разгоне, м/с; v1 – конечная скорость движения челнока при разгоне, м/с; t1 – время разгона челнока, с.
Время разгона челнока
![]() ,
,
где β – угол поворота главного вала станка во время разгона, град; G – сила тяжести челнока с уточной паковкой, н; n – частота вращения главного вала, мин-1;
![]() ,
,
где m – масса челнока с уточной паковкой, кг; g – ускорение свободного падения, g = 9,81м/с2.
Величина пути S1 характеризует силу боя, которая зависит от частоты вращения главного вала.
Разгон челнока на ткацких станках осуществляют боевые механизмы. По расположению деталей на станке боевые механизмы подразделяются на механизмы нижнего, среднего и верхнего боя. По очередности боя они подразделяются на механизмы последовательного и произвольного боя, по принципу действия – на кулачковые, кривошипные, пружинные и пневматические.
Разгон челнока и боевые механизмы
Как отмечалось выше, в относительном движении челнока различают три периода: разгон челнока, свободное движение через зев и торможение. Общая продолжительность движения челнока складывается также из трех составляющих: времени разгона, времени свободного движения и времени торможения.
Боевые механизмы сообщают челноку необходимую скорость и направление для движения через зев. Во время разгона на челнок действует деталь боевого механизма – гонок. Чтобы гонки не повреждали полированных поверхностей мысков, их изготовляют из прессованной кожи или из текстильного материала. Направление движения челнока в период разгона определяется направляющими плоскостями стенок челночной коробки, чугунным склизом и направлением движения гонка.
Как уже отмечалось выше, задняя стенка челночной коробки и металлический склиз имеют небольшой наклон, благодаря которому гарантируется прижим челнока к берду и деревянному склизу бруса батана. Чтобы гонок действовал на челнок точно вдоль оси, в гонке обычно делают коническую лунку. Центр лунки должен быть на одном уровне с центром мыска или не сколько выше. В последнем случае обеспечивается увеличение прижима к склизу передней части челнока. Если лунка ниже центра мыска, гонок будет приподнимать переднюю часть челнока. Прямолинейное движение центра лунки гонка, параллельное плоскости чугунного склиза, обеспечивается конструкцией боевого механизма.
Закономерность движения гонка определяется сложным взаимодействием кинематики боевого механизма и динамики процесса разгона челнока. Для статических условий характер движения гонка вполне определяется кинематикой боевого механизма. При работе же ткацкого станка в момент разгона челнока возникают значительные силы сопротивления: сила трения челнока о стенки челночной коробки, силы инерции челнока и звеньев боевого механизма. Под действием сил сопротивления происходит значительная деформация звеньев боевого механизма.
Вследствие этого перемещение челнока в динамических условиях имеет совершенно другие закономерности, чем в статических условиях. Кроме того, кинематика боевого механизма изменяется вследствие износа звеньев и искажается во многих случаях при регулировке. Таким образом, разгон челнока представляет сложный динамический процесс, и регулирование его производится опытным путем. При регулировании процесса разгона челнока устанавливают начало движения челнока и силу боя. Под силой боя понимается величина скорости, сообщаемой челноку в период разгона. Но на практике сила боя характеризуется величиной перемещения гонка в период разгона челнока. С увеличением величины перемещения гонка сила боя возрастает. Однако прямой пропорциональности между величиной перемещения и скоростью челнока нет. Оба параметра боя (начало и сила) устанавливаются в статических условиях. У станков различных конструкций время разгона челнока соответствует 10–30° оборота главного вала. Начальная скорость свободного движения челнока равна 9–16 м/сек и зависит от числа оборотов главного вала и ширины ткацкого станка.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
