

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
![]() - среднеквадратическое отклонение определяемого размера.
- среднеквадратическое отклонение определяемого размера.
При Z = 3, риск брака составляет 0,27%; при Z = 2 – до 4,5%; при Z = 1 – до 32%.
При нормальном законе распределения размеров составляющих звеньев размерной цепи значение ![]() = 1/9; при законе Симпсона
= 1/9; при законе Симпсона
![]() = 1/6 и при законе равной вероятности
= 1/6 и при законе равной вероятности ![]() = 1/3.
= 1/3.
Метод группового подбора (селективный)
Допуск на зазор сопряжения ![]() .
.
После разбивки деталей на число групп, равное m, отклонения в каждой группе будут ![]() и
и ![]() .
.
Суммарный допуск зазора деталей каждой группы
![]() (2.5.4)
(2.5.4)
При селективной сборке сопряжений из деталей, имеющих равные износы отверстия и вала ![]() - наименьший и
- наименьший и ![]() - наибольший, минимальные и максимальные зазоры в любой из m размерных групп определяют по формулам
- наибольший, минимальные и максимальные зазоры в любой из m размерных групп определяют по формулам
 (2.5.5)
(2.5.5)
 , (2.5.6)
, (2.5.6)
где х – порядковый номер группы;
![]() - зазор в сопряжении с учетом износа деталей;
- зазор в сопряжении с учетом износа деталей;
![]() .
.
Метод регулировки.
Наибольшая компенсация ![]() , (2.5.7)
, (2.5.7)
где ![]() - допуск замыкающего звена, рассчитанный по допускам дета -
- допуск замыкающего звена, рассчитанный по допускам дета -
лей (составляющих звеньев), изготовленных с приемлемой
экономической точностью;
![]() - требуемый (заданный конструктором) допуск замыкающего
- требуемый (заданный конструктором) допуск замыкающего
звена.
Количество ступеней неподвижного компенсатора  .
.
2.5.6 Краткая характеристика технологических методов
сборки сопряжений
Процесс сборки агрегатов и автомобилей в целом состоит из операции соединения и сопряжения различных взаимосвязанных деталей. Зная типы различных соединений и сопряжений, можно установить и технологические способы их осуществления.
Соединения можно подразделить на две группы: подвижные и неподвижные.
Подвижные соединения: подшипники, зубчатые сопряжения, уплотнения.
Неподвижные неразъемные соединения: сварные, паяные, клеевые, клепанные.
Неподвижные разъемные соединения: резьбовые, пазовые, гладкие с натягом.
В процессе сборки агрегатов значительный объем работ приходится на узловую сборку соединений с натягом. Принимая при сборке с натягом чугунных и стальных деталей, что обе детали имеют упругую деформацию, определяем удельное давление на контактной поверхности
 , (2.5.8)
, (2.5.8)
где ![]() - диаметр сопряжения;
- диаметр сопряжения;
![]() - модули упругости охватываемой и охватывающей деталей;
- модули упругости охватываемой и охватывающей деталей;
![]() - коэффициенты зависящие от материала сопрягаемых де - талей и отклонения их диаметров (выбираются по таблице) [9, с.412]
- коэффициенты зависящие от материала сопрягаемых де - талей и отклонения их диаметров (выбираются по таблице) [9, с.412]
![]() - величина натяга посадки, мм.
- величина натяга посадки, мм.
Усилие запрессовки
![]() , (2.5.9)
, (2.5.9)
где ![]() - коэффициент трения при запрессовке;
- коэффициент трения при запрессовке;
![]() - удельное давление на контактной поверхности, МПа;
- удельное давление на контактной поверхности, МПа;
![]() - диаметр сопряжения, м;
- диаметр сопряжения, м;
![]() - длина контактной поверхности сопряжения, м.
- длина контактной поверхности сопряжения, м.
Надежность и долговечность собранных узлов и механизмов автомобилей в значительной мере определяется прочностью и надежностью резьбовых соединений, зависящих от качества сборки.
На качество сборки резьбовых соединений большое влияние оказывает правильность затяжки болтов и гаек, отсутствие искривлений и перекосов, обеспечение необходимых посадок и прочности стопорных устройств.
При неправильной затяжке может наступить ослабление прочности резьбовых соединений или возникновение деформации, что может вызвать различные неисправности в работе.
В процессе работы резьбовых соединений под действием силы
болт удлиняется. Во избежания возникновения зазора необходимо сборку резьбовых соединений вести с предварительной затяжкой. Усилие предварительной затяжки
 , (2.5.10)
, (2.5.10)
где ![]() = 0,8…1,0;
= 0,8…1,0;
![]() - площадь прилегания стягиваемых поверхностей, см² (м²).
- площадь прилегания стягиваемых поверхностей, см² (м²).
Перед поступлением деталей на сборку производят их комплек-тование. Под комплектованием понимается комплекс работ количественного и качественного характера. Хранение и отбор деталей по наименованию и количеству для сборки узлов, агрегатов и общей сборки автомобиля относятся к количественной стороне комплектования. Качественная сторона комплектования заключается в подборе сопрягаемых деталей по размеру, а некоторых из них и по массе.
Подбор деталей по размеру имеет целью обеспечить требуемые зазоры и натяги в сопряжениях и избавить сборщиков от выполнения операций по подгонке и подбору деталей.
Большой объем работ по подбору деталей приходится на обмер и сортировку по группам деталей с допустимым износом, а также деталей сопряжений: втулка шатуна – поршневой палец, палец – поршень, поршень – цилиндр, толкатель – направляющая. Детали этих сопряжений независимо от того имеют ли они номинальные или ремонтные размеры должны собираться селективным методом.
Для обеспечения точности сборки при подборе некоторых сопряжений, например цилиндрических шестерен, необходимо замерять зазоры в сопряжениях.
Комплектование деталей в ряде случаев сопровождается слесарно-подготовительными операциями, носящими характер частичной сборки. Например, для подбора клапанов в головку блока необходимо предварительно запрессовать и затем развернуть направляющие втулки клапанов.
При подборе деталей необходимо иметь в виду, что ряд сопряженных деталей: блок цилиндров – крышки коренных подшипников, блок цилиндров – картер сцепления, стержень шатуна-крышка и другие при изготовлении обрабатываются совместно и поэтому они должны сохранятся комплектно.
При сборке главной передачи заднего моста зацепление шестерен оценивается пятном контакта, величиной зазора и уровнем шума.
2.5.7 Балансировка деталей и узлов
Надежность и долговечность автомобиля, в значительной степе-
ни, зависят от величины вибраций быстровращающихся деталей (коленчатых и карданных валов, маховиков, шкивов, дисков сцепления, колес) вследствие их неуравновешенности. Вибрации быстровращающихся деталей создают дополнительные нагрузки как на эти детали, так и на подшипники.
Неуравновешенность деталей может быть вызвана рядом причин:
- неточностью размеров детали, особенно необработанных поверхностей;
- неравномерной плотностью материала;
- погрешностью сборки.
Устранение неуравновешенности деталей может производиться при механической обработке или при сборке с помощью балансировки. Балансировка подсобранных узлов, например коленчатых валов в сборе с маховиком, производится в процессе сборки.
Различают статическую и динамическую балансировку.
Статической балансировкой устраняют неуравновешенность, вызываемую несовпадением центра тяжести с осью вращения детали.
При смещении центра тяжести детали от оси ее вращения возникает неуравновешенная центробежная сила
![]() , (2.5.11)
, (2.5.11)
где ![]() - неуравновешенная масса;
- неуравновешенная масса;
![]() - смещение центра тяжести;
- смещение центра тяжести;
![]() - угловая скорость.
- угловая скорость.
При статической балансировке опытным путем определяется величина и расположение дополнительной массы, которую необхо-димо прибавить к детали или удалить с нее, чтобы центр тяжести уравновешиваемой детали совпал с осью ее вращения.
Статическая балансировка производится на призмах или роликах. Под влиянием неуравновешенной массы создается крутящий момент:![]() , который стремится повернуть деталь до тех пор, пока утяжеленная ее сторона с неуравновешенной массой займет нижнее положение.
, который стремится повернуть деталь до тех пор, пока утяжеленная ее сторона с неуравновешенной массой займет нижнее положение.
Величину массы уравновешивающего груза ![]() и расстояние его от оси
и расстояние его от оси ![]() подбирают так, чтобы соблюдать равенство
подбирают так, чтобы соблюдать равенство
 ,
,
Откуда
![]() (2.5.12)
(2.5.12)
Устранение дисбаланса производится удалением металла с утяжеленной стороны сверлением, фрезерованием, шабрением, опиловкой или прикреплением корректирующего груза.
Точность балансировки на призмах зависит от силы трения между призмой и шейками валов или оправок. Поэтому рабочие поверхности призмы и оправок подвергают закалке до твердости НRC50-56 и чистовому шлифованию. Рабочую длину призмы принимают равной ![]() , где
, где ![]() - диаметр шейки оправки.
- диаметр шейки оправки.
При статической балансировке на роликах, которые установлены на шариковых или роликовых подшипниках, процесс балансировки аналогичен балансировке на призмах. Точность балансировки на роликах зависит от отношения диаметров шейки оправки и ролика ![]() . Чем меньше это отношение, тем точнее балансировка.
. Чем меньше это отношение, тем точнее балансировка.
В зависимости от массы балансируемых деталей применяются следующие размеры роликов
- при массе до 250 кг: ![]() = 100 мм, l– до 40 мм;
= 100 мм, l– до 40 мм;
- при массе 1,5 т: ![]() = 150 мм, l- до 70 мм.
= 150 мм, l- до 70 мм.
Статической балансировке подвергают детали, имеющие небольшую длину и относительно большой диаметр: шкивы, маховики, диски сцепления.
Для деталей, длина которых значительно превышает диаметр (коленчатые валы, карданные валы) применяют динамическую балансировку. Если деталь, статически отбалансированную грузами ![]() и
и ![]() , расположенными диаметрально противоположно, вращать вокруг оси, то по ее концам возникнут две противоположно направленные центробежные силы
, расположенными диаметрально противоположно, вращать вокруг оси, то по ее концам возникнут две противоположно направленные центробежные силы ![]() и
и ![]() , образующие пару сил.
, образующие пару сил.
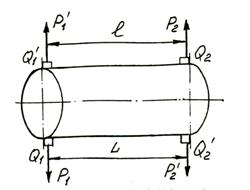
Рисунок 2.5.3 - Динамическая неуравновешенность
Величина возмущающего момента:
![]() (2.5.13)
(2.5.13)
Для динамической уравновешенности детали необходимо в точках противоположных участкам размещения грузов ![]() , установить равные им грузы
, установить равные им грузы ![]() . Деталь можно уравновесить и грузами
. Деталь можно уравновесить и грузами ![]() , установленными в любой плоскости, перпендикулярной к оси вала, при том условии, что моменты центробежных сил, возникающих от этих грузов в процессе вращения детали, будут равны моментам центробежных сил
, установленными в любой плоскости, перпендикулярной к оси вала, при том условии, что моменты центробежных сил, возникающих от этих грузов в процессе вращения детали, будут равны моментам центробежных сил ![]() , образующихся от грузов
, образующихся от грузов ![]() , то есть при условии, что
, то есть при условии, что

где ![]() - плечо пары возмущающих сил;
- плечо пары возмущающих сил;
![]() - плечо пары уравновешивающих сил.
- плечо пары уравновешивающих сил.
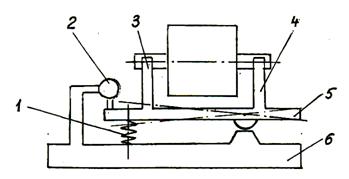
1 – пружина; 2 – амплитудомер (индикатор); 3,4 – опоры;
5 – подвижная рама; 6 – станина балансировочной машины
Рисунок 2.5.4 - Схема действия механических балансировочных
машин
Динамическая неуравновешенность включает статическую неуравновешенность, но не наоборот.
Динамическую балансировку производят при вращении детали, помещая ее на упругие опоры, которые будут колебаться под действием центробежных сил инерции и их моментов. Затем замеряют амплитуду максимальных колебаний одной из опор. К детали прикрепляют пробный груз и добиваются прекращения колебаний опор.
Балансировочные машины, работающие на этом принципе, являются наиболее подходящими для ремонтного производства.
Балансировка деталей после восстановления различными способами необходима для повышения качества ремонта автомобилей и потому должна найти широкое распространение в ремонтном производстве.
Таблица 2.5.1 – Допустимые дисбалансы деталей автомобилей
Детали или узлы | Балансировка | Допустимый дисбаланс, | |
ГАЗ-53А ГАЗ-51А | ЗИЛ-130 ЗИЛ-164 | ||
Коленчатый вал Коленчатый вал в сборе с маховиком и сцеплением Крыльчатка вентилятора Маховик Сцепление Карданный вал в сборе | Динамическая Динамическая Статическая Статическая Статическая Динамическая | 15 70 15 35 15/18 50 | 30 150 20 100 - 70 |
2.5.8 Методика проектирования технологических процессов
сборки
К исходным данным для проектирования технологических процессов сборки относят сборочный чертеж изделия, технические условия его приемки, программу выпуска изделий и предполагаемую длительность выпуска в годах. При большой программе ремонта автомобилей технологический процесс сборки разрабатывают подробно, при малой - сокращенно.
Цель технологических разработок – дать подробное описание процессов сборки автомобиля, выявить необходимые средства производства, площади, рабочую силу, трудоемкость и себестоимость сборки.
На основе анализа конструкции изделия принимают метод сборки и составляют технологическую схему сборки. Технологичес-кие схемы сборки составляют на основе сборочных чертежей изделия. При наличии образца изделия составление технологических схем облегчается. В этом случае наивыгоднейшая последовательность сборки может быть установлена путем его пробной разборки. Элементы, снимаемые в неразобранном виде, представляют собой части изделия, на которые далее составляют технологические схемы узловой сборки; детали, снимаемые отдельно, являются элементами, непосредственно входящими в общую сборку изделия.
При определении последовательности сборки анализируют и размерные цепи изделия. Если изделие имеет несколько размерных цепей, то сборку следует начинать с наиболее сложной и ответственной детали. В каждой размерной цепи сборку завершают установкой тех элементов соединения, которые образуют замыкающее звено. При наличии размерных цепей с общими звеньями начинают сборку с элементов той цепи, которая в наибольшей степени влияет на точность изделия.
На последовательность сборки влияют функциональная взаимо-связь элементов изделия, конструкция базовых элементов, условия монтажа силовых и кинематических передач, постановка легко повреждаемых элементов в конце сборки, размеры и масса присоединяемых элементов, а также степень взаимозаменяемости элементов изделия.
Технологические схемы сборки являются основой для проектирования технологических процессов сборки. Вариант схемы сборки выбирают с учетом удобств работы и контроля качества сборки, числа сборщиков, уменьшения необходимой оснастки и оборудования, сокращение времени и стоимости сборки, механизации и автоматизации.
Для каждого технологически неделимого элемента, выявленного при расчленении процесса сборки объекта (изделия или сборочной единицы), определяют оперативное время, необходимое для сборки такого элемента.
Сумма оперативного времени сборки элементов, соединенных в последовательном порядке в операции, должна быть равна действительному темпу сборки.
2.5.9 Механизация и автоматизация процессов сборки
Повышение производительности процесса сборки достигается за счет дифференциации, механизации и автоматизации операций.
Механизация сборочных работ (использование пневматических, электрических гайковертов, самораскрывающихся головок для механизированного завинчивания шпилек, электрических и пневматических сверлильных и шлифовальных машин и другое) сокращает основное и вспомогательное время сборки.
Методы поточной сборки и автоматизация сборочных процессов являются наиболее эффективными средствами повышения производительности труда.
Процесс сборки состоит в ориентировании одной собираемой детали или сборочной единицы относительно другой, в подаче их к сборочному рабочему месту и в осуществлении их соединения (сопряжения). В автоматических и автоматизированных линиях для сборки ориентация осуществляется с помощью различных устройств и механизмов, обеспечивающих необходимое взаимное положение сопрягаемых поверхностей. Для подачи деталей к рабочим местам сборки применяются бункерные устройства, магазины, различные транспортеры. Соединение производится универсальными и специальными механизированными электрическими, пневматическими и гидравлическими инструментами и устройствами.
Длительность сборочной позиции определяется по формуле
![]() , (2.5.14)
, (2.5.14)
где ![]() - время потребное на перемещение собираемых деталей к
- время потребное на перемещение собираемых деталей к
сборочной позиции;
![]() - время ориентации деталей;
- время ориентации деталей;
![]() - время непосредственного (сопряжения) сборки деталей;
- время непосредственного (сопряжения) сборки деталей;
![]() - время перемещения собранных деталей на следующую
- время перемещения собранных деталей на следующую
позицию.
![]() ,
,
где ![]() - длина участка от магазина до сборочной позиции, м;
- длина участка от магазина до сборочной позиции, м;
![]() - скорость перемещения детали, м/мин.
- скорость перемещения детали, м/мин.
![]() ,
,
где ![]() - длина рабочего хода ориентирующих механизмов, м;
- длина рабочего хода ориентирующих механизмов, м;
![]() - скорость движения механизмов, м/мин.
- скорость движения механизмов, м/мин.
![]() - при свободном сопряжении;
- при свободном сопряжении;
![]() - высота падения детали, м;
- высота падения детали, м;
![]()
![]() - ускорение свободного падения, м/с².
- ускорение свободного падения, м/с².
Если сопряжение осуществляется с натягом под прессом, то
![]() ,
,
где ![]() - число двойных ходов пресса в минуту.
- число двойных ходов пресса в минуту.
Время необходимое на сопряжение винтового соединения.
![]() ,
,
где ![]() - длина резьбового соединения, мм;
- длина резьбового соединения, мм;
![]() - частота вращения завинчиваемой детали, об/мин;
- частота вращения завинчиваемой детали, об/мин;
![]() - шаг резьбы, мм.
- шаг резьбы, мм.
Проектирование технологического процесса автоматической и автоматизированной сборки заканчивается расчетом и составлением его циклограммы.
Оценка эффективности.
Разработанный технологический процесс сборки должен быть эффективным для заданных условий. Оценку его эффективности производят по ряду показателей.
Коэффициент загрузки сборочного рабочего места
![]() ,
,
где ![]() - штучное время выполнения сборочной операции;
- штучное время выполнения сборочной операции;
![]() - количество рабочих на сборочном месте;
- количество рабочих на сборочном месте;
![]() - темп при поточной сборке.
- темп при поточной сборке.
![]() ,
,
где ![]() - сменный выпуск.
- сменный выпуск.
Производительность сборочного рабочего места
![]() ,
,
где ![]() - рабочее время.
- рабочее время.
Средний коэффициент загрузки сборочной линии
 ,
,
где ![]() - число рабочих мест на сборочной линии;
- число рабочих мест на сборочной линии;
![]() - коэффициент загрузки n-го рабочего места.
- коэффициент загрузки n-го рабочего места.
Коэффициент трудоемкости сборочного процесса
![]() ,
,
где ![]() - трудоемкость сборочного процесса;
- трудоемкость сборочного процесса;
![]() - суммарная трудоемкость технологических процессов изго -
- суммарная трудоемкость технологических процессов изго -
товления деталей, входящих в сборочную единицу.
Обычно  .
.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
