

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Припуски разделяются на общие и операционные:
- общим припуском называется слой металла, удаляемый с заготовки при выполнении всех технологических переходов, определяемый разностью размеров черновой заготовки и готовой детали
 - для внешних поверхностей;
- для внешних поверхностей;
 - для внутренних поверхностей.
- для внутренних поверхностей.
Промежуточным припуском (межоперационным) называется слой металла, удаляемый при выполнении одного технологического перехода; припуск определяется разностью размеров предшествующего и последующего переходов
![]() или
или ![]()
![]()
Симметричные и асимметричные припуски.
Симметричные припуски – при обработке наружных и внутренних поверхностей вращением, а также при параллельной обработке противоположных плоских поверхностей;
Асимметричные припуски имеют место при обработке противолежащих поверхностей независимо друг от друга. Например, когда одна из противолежащих поверхностей не обрабатывается.
Припуск зависит от многих факторов: материала, размеров заготовки, способа ее изготовления, от термической обработки (обезуглероживания поверхностного слоя или деформации заготовки), от способа установки детали на станке и упругих деформаций, от ее закрепления и силы резания.
Допуск на припуск определяется разностью максимального ![]() и минимального
и минимального ![]() припусков.
припусков.
Допуск на общий припуск является допуском на соответствующий размер заготовки.

Рисунок 1.4.1 – Схема расположения межоперационных припусков и допусков при обработке наружных и внутренних поверхностей
Промежуточный допуск – допуск на промежуточный (операционный) припуск определяют как допустимые колебания припуска, так и размер на данной стадии обработки поверхности.
Допуски на промежуточные размеры назначают в «тело» детали от номинального размера, за который для валов принимают наибольший размер (допуск со знаком минус) и для отверстий – наименьший (допуск со знаком плюс).
Для определения припусков используют два метода:
- опытно-статистический;
- расчетно-аналитический (разработан ).
- При опытно-статистическом методе допуск устанавливается по опытным данным суммарно на всю обработку, без расчета припуска по отдельным стадиям обработки.
Данные для разных видов обработки приводятся в ГОСТах, РТМ и справочниках.
Расчетно-аналитический метод позволяет определить величину припуска с учетом всех элементов, составляющих припуск. При этом предусматривается, что при каждом технологическом переходе должны быть устранены погрешности предшествующего перехода (высота неровностей поверхности, глубина дефектного поверхностного слоя, пространственное отклонение в виде коробления поверхностей, непараллельности, неперпендикулярности осей, несоосности и др.).
При расчете припусков необходимо иметь в виду, что удалению подлежит не весь поверхностный слой, а лишь верхняя дефектная часть его. Нижележащий наклепанный слой не подлежит удалению, т. к. обладает большой износостойкостью по сравнению с нижележащими слоями.
![]() ,
,
где ![]() - высота микронеровностей;
- высота микронеровностей;
![]() - глубина дефектного поверхностного слоя;
- глубина дефектного поверхностного слоя;
![]() - пространственные отклонения;
- пространственные отклонения;
![]() - погрешность установки;
- погрешность установки; ![]()
![]() - погрешность базирования;
- погрешность базирования;
![]() - погрешность закрепления.
- погрешность закрепления.
Симметричный припуск ![]()
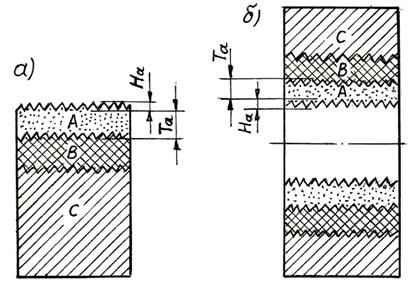
А – удаляемая дефектная часть поверхностного слоя;
В – неудаляемая часть поверхностного слоя (наклеп и
переходная зона);
С – нормальная структура металла.
и внутренней (б) поверхностей
При обработке наружных и внутренних поверхностей вращения
![]()
При расчете припусков по приведенным формулам необходимо иметь в виду, что в ряде случаев некоторые составляющие не должны учитываться, (полирование – учитывается только высота неровностей).
Промежуточные размеры заготовок по всем технологическим переходам от готовой детали до размеров исходной (черновой) заготовки определяются с учетом промежуточных припусков, установленных расчетом.
 ;
; 
![]() ;
; ![]() ;
; ![]() ;
;
![]() - допуск на предшествующий размер,
- допуск на предшествующий размер,
![]() - допуск на выполняемый размер.
- допуск на выполняемый размер.

припусками на обработку поверхности
Установление припусков на разные стадии обработки поверхности целесообразно производить с последней операции обработки, приняв исходные размеры готовой детали.
Максимальный общий припуск на обработку ![]() будет равен сумме максимальных промежуточных припусков
будет равен сумме максимальных промежуточных припусков

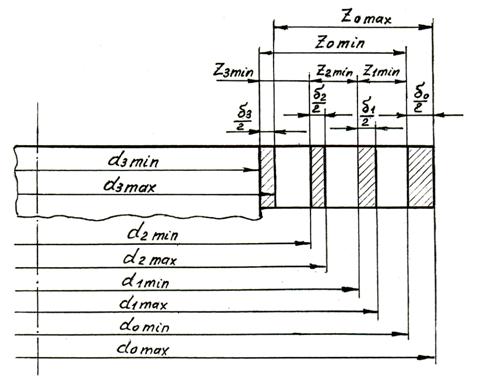
Рисунок 1.4.4 - Припуски и размеры при обработке вала.
Расчетно-аналитический метод расчета припусков относится к области обработки деталей способом автоматического получения размеров и может быть использован для случаев обработки способом индивидуального получения размеров. При этом погрешность установки необходимо заменить погрешностью выверки заготовки соответствующим способом.
1.5 Экономичность механической обработки
1.5.1 Краткая характеристика различных типов станков.
Метод агрегатирования станков
По степени автоматизации станки можно разделить на несколь-ко групп:
- универсальные станки с ручным управлением – часть технической операции, связанная с изменением состояния, формы и качества обрабатываемой заготовки, выполняется станком, а холостые ходы и управление последовательностью элементов рабочего цикла – рабочим с помощью кнопок, рукояток, маховиков, штурвалов и т. д.;
- универсальные автоматы и полуавтоматы характеризуются высокой производительностью и значительными возможностями многостаночного обслуживания; совмещение позиций в универсальных многошпиндельных токарных автоматах, поэтому длительность холостых ходов цикла будет равна наиболее продолжительной из них, а не сумме;
- специализированные и специальные автоматы и полуавтоматы используются только в массовом производстве при изготовлении деталей, которые длительное время остаются неизменными; специализированные для обработки узкой группы однотипных деталей, специальные – для одной конкретной детали;
- агрегатные станки – компонуются из типовых механизмов и узлов; станкостроительные заводы могут, комбинируя унифициро-ванные узлы, создавать агрегатные станки различного технологичес-кого назначения;
- станки с числовым программным управлением (ЧПУ) – высокая мобильность и повышение степени автоматизации.
Если в автоматах и полуавтоматах носителями программ являются кулачки, копиры или упоры, то в станках ЧПУ программа задается с помощью кодированной информации на магнитной ленте, перфоленте, считывается и преобразуется электронной системой.
Наиболее характерными являются многооперационные станки с ЧПУ и автоматической заменой режущих инструментов, получившие название обрабатывающие центры.
Автоматические линии:
- синхронные автоматические линии – обрабатываемые детали во время обработки передаются от станка к станку без транспортирования в магазины-накопители или бункера; станки в линии связаны жестким транспортом и образуют прямоточную линию (неветвящуюся) или отдельные секции линии с ветвящимися потоками;
- несинхронные автоматические линии – каждый станок имеет бункер или магазин-накопитель для хранения обрабатываемых загото-вок и автоматическое загрузочно-разгрузочное устройство; благодаря гибкой связи станки в линии могут работать независимо.
По типу применяемого металлорежущего оборудования автоматические линии бывают из универсальных, агрегатных, специализированных и специальных станков:
- автоматические линии из универсальных станков – автоматов и полуавтоматов; такие линии создаются на базе поточных линий оснащением их автооператорами (загрузка и выгрузка заготовок), транспортерами (межстаночное транспортирование), подъемниками, накопителями и другими целевыми механизмами, а основные механизмы остаются неизменными;
- автоматические линии из агрегатных станков получили широкое применение в крупносерийном и массовом производстве, на них обрабатывают заготовки деталей различной формы и размеров; линии собирают из унифицированных узлов и механизмов (агрегатов); в линиях унифицированы шаговые транспортеры, транспортеры отвода стружки, поворотные столы, кантователи, пульты управления; насосные станции нормализованы;
- автоматические линии из специализированных станков применяют также в крупносерийном и массовом производстве; эти линии состоят из станков, выпускаемых серийно, они предназначены для обработки нескольких однотипных заготовок деталей;
- автоматические линии из специальных станков используют при изготовлении деталей, конструкции которых стабильны в течение длительного времени; они являются комплексными, охватывают обработку резанием, контроль, сборку, смазку и упаковку; эффективны при массовом производстве.
Роторные линии: заготовки транспортируются от одной рабочей позиции к другой вращающимися транспортными роторами и обраба-тываются в каждой рабочей позиции ротора при непрерывном его вращении.
1.5.2 Основные критерии оптимизации выбора станка
Выбор экономически наиболее выгодного оборудования призво-дят по следующим критериям:
- наименьшего срока окупаемости;
- наименьшей суммы приведенных годовых затрат;
- наивысшего коэффициента сравнительной экономической эффективности;
- наибольшего годового экономического эффекта.
![]() - срок окупаемости,
- срок окупаемости,
где ![]() и
и ![]() - капитальные вложения по базовому и внедряемому
- капитальные вложения по базовому и внедряемому
варианту;
![]() и
и ![]() - себестоимость годовой продукции обрабатываемой на
- себестоимость годовой продукции обрабатываемой на
базовом и внедряемом оборудовании
![]() - коэффициент экономической эффективности
- коэффициент экономической эффективности
При сравнении нескольких вариантов (более двух) увеличивает-ся количество и сложность расчетов. Лучший вариант выбирается по наименьшей сумме затрат:
![]() - минимум;
- минимум;
 - минимум;
- минимум;
![]() - капитальные вложения по каждому варианту;
- капитальные вложения по каждому варианту;
![]() - себестоимость продукции за год по тому же варианту;
- себестоимость продукции за год по тому же варианту;
![]() - нормативный срок окупаемости в годах;
- нормативный срок окупаемости в годах;
![]() - нормативный коэффициент эффективности.
- нормативный коэффициент эффективности.
При сравнении нового оборудования с действующим рекомендуется определять экономию приведенных затрат ![]() .
.

![]() и
и ![]() - себестоимость годовой продукции по действующему и
- себестоимость годовой продукции по действующему и
новому вариантам;
![]() - дополнительная экономия от использования действую -
- дополнительная экономия от использования действую -
щего оборудования (главным образом за счет дополнительного увеличения выпуска продукции вследствие уменьшения доли условно-постоянных расходов);
![]() - капитальные вложения по новому варианту;
- капитальные вложения по новому варианту;
![]() - накопленная сумма амортизационных отчислений по
- накопленная сумма амортизационных отчислений по
действующему оборудованию.
При передаче высвобождаемого оборудования другому пред-
приятию дополнительную экономию можно подсчитать по упрощенной формуле
![]()
 - восстановительная стоимость действующего обору-
- восстановительная стоимость действующего обору-
дования учетом морального и физического износа.
Размер годовой экономии от внедрения станка новой модели
![]()
![]() - годовая программа, на которую рассчитано новое
- годовая программа, на которую рассчитано новое
оборудование.
Следует иметь в виду, что для каждого метода обработки эконо-
мическая точность ниже максимальной технологически достижимой точности.
1.5.3 Определение оптимальных режимов резания
Режимы резания определяются глубиной резания ![]() , подачей
, подачей ![]() и скоростью резания
и скоростью резания ![]() . Значения
. Значения ![]() ,
, ![]() ,
, ![]() влияют на точность и качество получаемой поверхности, производительность и себестоимость обработки.
влияют на точность и качество получаемой поверхности, производительность и себестоимость обработки.
![]()
![]() - постоянная, характеризующая условие обработки, матери -
- постоянная, характеризующая условие обработки, матери -
ал заготовки, глубину резания и подачу;
![]() - стойкость режущего инструмента;
- стойкость режущего инструмента;
![]() - показатель стойкости инструмента (
- показатель стойкости инструмента (![]() ).
).
По этой формуле рассчитывают режим резания при одноинст-рументальной обработке.
Существует пять вариантов многоинструментальной обработки:
- обработку ведут последовательно рядом инструментов, кото - рые работают независимо один от другого; при смене инструмента изменяют и режимы резания;
- обработку производят параллельно действующими комплексами инструментов, каждый из которых работает независимо от других с различными режимами резания (многошпиндельные сверлильные агрегатные головки);
- обработку заготовок осуществляют комплексом инструмен-тов, закрепленных в одном или нескольких блоках (например, державках или оправках); инструменты блока имеют единую подачу, но разные скорости резания в зависимости от размера обрабатываемой поверхности; длительность работы каждого инструмента различна; это характерно для многорезцовых токарных полуавтоматов, токарно-револьверных станков;
- комплекс инструментов в блоке имеет единую минимальную подачу, но работает с разными скоростями; случай характерен для многошпиндельных сверлильных, расточных и продольно-фрезерных станков;
- комплекс инструментов работает с одинаковой скоростью ре-
зания, но с разной подачей (продольно-строгальные станки).
В первых двух случаях режимы резания устанавливаются по
методике одноинструментальной обработки.
Для остальных – по каждому блоку находят наименьшую
лимитирующую технологически допустимую подачу. Далее выбирают лимитирующий по скорости резания инструмент.
![]() выбирают по таблицам.
выбирают по таблицам.
Кроме того, выбор режимов резания производят по нормативам с учетом требуемой точности обрабатываемой поверхности, внося в них уточнения, если это вызывается особенностями формы и веса детали, мощностью станка и т. д.
Глубина резания назначается в зависимости от припуска на обработку, а подача – в зависимости от жесткости станка и требуемой шероховатости поверхности.
1.5.4 Анализ экономичности применения различных типов
режущего, измерительного инструментов. Экономический
анализ технологических процессов и выбор оптимального
варианта
Выбор режущего инструмента и оценка экономического эффекта от его использования основываются на принципе сопоставления затрат и экономии, возникающих при его применении.
Величина снижения себестоимости одной детали зависит от количества деталей обработанных одним инструментом и стоимости инструмента.
![]()
![]() и
и ![]() - себестоимость изготовления одной детали инструментами 1-го и 2-го типов;
- себестоимость изготовления одной детали инструментами 1-го и 2-го типов;
![]() и
и ![]() - стоимость инструментов 1-го и 2-го типов;
- стоимость инструментов 1-го и 2-го типов;
![]() и
и ![]() - количество деталей, обработанных инструментами
- количество деталей, обработанных инструментами
1-го и 2-го типов.
Экономический эффект определяется как произведение ![]() на максимальное количество деталей, изготавливаемых в течение года
на максимальное количество деталей, изготавливаемых в течение года
![]()
Условие определяющее рентабельность применения инструмен-
та выражается зависимостью:
 ,
,
где ![]() - величина годовых затрат на эксплуатацию инструмента данно -
- величина годовых затрат на эксплуатацию инструмента данно -
го типа.
Аналогично производится оценка эффективности применения измерительного инструмента.
Технологический процесс обработки резанием может быть разработан в двух-трех вариантах. Выбор наиболее эффективного варианта производится по технико-экономическому сравнительному анализу.
Операция технологического процесса является его основным расчетным элементом. Время, затрачиваемое на выполнение операции, называется нормой времени, служит критерием целесообразности построения операции для конкретных условий. Норма времени ![]() определяется по формуле
определяется по формуле
![]() , мин,
, мин,
где ![]() - основное технологическое время;
- основное технологическое время;
![]() - вспомогательное время;
- вспомогательное время;
![]() - время технического и организационного обслуживания
- время технического и организационного обслуживания
рабочего места;
![]() - время перерывов на отдых и естественные надобности
- время перерывов на отдых и естественные надобности
рабочего;
 ,
,
где ![]() - расчетная длина обработки (длина резания, величина
- расчетная длина обработки (длина резания, величина
врезания и перебега инструмента);
![]() - подача, мм/мин.;
- подача, мм/мин.;
![]() - число проходов.
- число проходов.
Оперативное время: 
![]() - берется в процентах к оперативному времени.
- берется в процентах к оперативному времени.
Время перерывов на отдых также берется в процентах от оперативного времени. Тогда штучное время будет равно
![]() , мин
, мин
Норма выработки 
Сменная норма выработки ![]() ,
,
где ![]() - продолжительность рабочей смены, ч.
- продолжительность рабочей смены, ч.
Норма времени и норма выработки являются основными критериями оценки станочной операции и характеризуют производительность труда. Определив штучное время для разных вариантов операции, можно сопоставить их по производительности.
В условиях обработки детали партиями нужно учитывать затраты подготовительно-заключительного времени ![]() .
.
![]() ,
,
где ![]() - число деталей в партии.
- число деталей в партии.
Коэффициент основного времени: ![]() , служит сравнительной характеристикой вариантов аналогичных операций.
, служит сравнительной характеристикой вариантов аналогичных операций.
Для характеристики процесса изготовления детали в целом с учетом метода получения заготовки можно применить коэффициент использования материала
![]() ,
,
где ![]() - масса готовой детали;
- масса готовой детали;
![]() - масса заготовки.
- масса заготовки.
Чугунное литье в земляные формы при машинной формовке по металлическим моделям
- корпусных деталей -  ;
;
- втулок и гильз -  ;
;
- небольших шкивов и маховиков - ![]() .
.
Штамповка на молотах стальных рычагов и вилок ![]() ; валов с фланцами и ступенчатых валов
; валов с фланцами и ступенчатых валов  ; зубчатых колес с обрабатываемым зубом
; зубчатых колес с обрабатываемым зубом ![]() ; гладких валиков с центральным отверстием
; гладких валиков с центральным отверстием  .
.
Важным показателем при составлении вариантов разрабатывае-мого технологического процесса механической обработки деталей является трудоемкость
![]() ,
,
где ![]() - число операций в технологическом процессе.
- число операций в технологическом процессе.
Характеристикой сопоставляемых вариантов технологического процесса по суммарным затратам живого и овеществленного труда служит себестоимость детали. Для сравнительного анализа можно пользоваться цеховой себестоимостью детали.
Заработная плата  ,
,
где ![]() - заработная плата в единицу времени по операциям.
- заработная плата в единицу времени по операциям.
Цеховые накладные расходы берутся в процентах к заработной плате ![]() .
.
Себестоимость детали в совокупности с другими технико-экономическими показателями, позволяет выбрать оптимальный вариант.
1.6 Технологичность изделия
1.6.1 Классификация и определение показателей
технологичности конструкции изделия. Методические
основы оценки технологичности конструкций изделий
Качество современного изделия характеризуется большим разнообразием свойств, одним из которых является технологичность.
Технологичность по рассматривается как совокупность свойств конструкции изделия, проявляемых в возможности оптимальных затрат труда, средств, материалов и времени при технической подготовке производства, изготовлении, эксплуатации и ремонте по сравнению с соответствующими показателями однотипных конструкций изделий того же назначения, при обеспечении установленных значений показателей качества, в принятых условиях изготовления, эксплуатации и ремонта.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
