

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
2.5.10 Контроль при сборке и испытание агрегатов и
автомобилей
Качество сборки обеспечивается предупреждением и своевременным выявлением брака продукции на всех этапах производственного процесса. Профилактический контроль направлен на проверку комплектующих изделий, сборочного оборудования и оснастки, а также на систематическую проверку правильности протекания технологического процесса сборки.
При узловой и общей сборке проверяют:
- наличие необходимых деталей в собранных соединениях (осмотром);
- правильность положения сопрягаемых деталей и узлов (осмотром);
- зазоры в собранных сопряжениях (щупом);
- точность взаимного положения сопряженных деталей (на радиальное и осевое биение) и другое производят в контрольных приспособлениях;
- герметичность соединений в специальных приспособлениях и на краску;
- затяжку резьбовых соединений динамометрическим ключом;
- размеры, заданные в сборочных чертежах;
- выполнение специальных требований;
- внешний вид.
Средства контроля выбирают с учетом их метрологических характеристик (пределов и точности измерений), конструктивных особенностей (габаритных размеров, массы), экономических соображений, а также с учетом условий труда контролеров.
На контрольные операции составляют инструкционные карты.
Испытание собранных изделий – заключительная контрольная операция качества их сборки. Все виды испытаний можно свести к приемочным, контрольным и специальным.
Собранные агрегаты автомобиля после ремонта подвергают испытаниям на стендах. Собранный автомобиль подвергается контролю. Проверяется комплектность автомобиля, качество сборки, исправное действие и правильность регулировки отдельных механизмов и приборов в соответствии с требованиями технических условий.
После внешнего осмотра и контроля собранного автомобиля при работающем двигателе производится испытание его пробегом.
Испытание происходит на расстоянии 40 км с грузом, равным 75% его грузоподъемности, со скоростью не более 40 км/час по дорогам с твердым покрытием.
Автомобиль должен быть принят ОТК завода и снабжен паспортом, подписанным ОТК.
2.5.11 Технологическая документация; типизация техноло -
гических процессов
По единой системе технологической документации предусмотрены следующие виды:
Маршрутная карта – документ, содержащий описание технологического процесса изготовления (сборки, ремонта) изделия по всем операциям различных видов в технологической последовательности с указанием данных об оборудовании, материальных и трудовых нормативах в соответствии с установленными формами.
Операционная карта – технологический документ, содержащий описание технологической операции с указанием переходов, режимов обработки и данных о средствах технологического оснащения. Комплект этих карт на изделие по всем операциям дополняют маршрутной картой.
Карта эскизов – технологический документ, содержащий эскизы, схемы, таблицы, необходимые для выполнения технологического процесса, операций или перехода сборки изделия.
Технологическая инструкция – технологический документ, содержащий описание приемов работы или технологических процессов изготовления или ремонта изделия, правила эксплуатации средств технологического оснащения, описание физических и химических явлений, возникающих при отдельных операциях.
Комплектовочная карта – технологический документ, содержащий данные о деталях, сборочных единицах и материалах, входящих в комплект собираемого изделия.
Ведомость оснастки – технологический документ, содержащий перечень технологической оснастки, необходимой для выполнения данного технологического процесса (операции).
Ведомость технологических документов – определяет состав и комплектность технологических документов, необходимых для изготовления (ремонта) изделия.
Типовые и групповые технологические процессы.
Типизация технологических процессов сборки способствует снижению затрат на разработку технологических процессов сборки, ускорению этих разработок, а также уменьшению себестоимости производства изделий.
Цель типизации – стандартизировать технологические процессы для того, чтобы сборка одинаковых и сходных по конструкции изделий осуществлялась общими, наиболее совершенными и эффективными методами.
Первым этапом типизации технологических процессов сборки является классификация данной группы изделий. Изделия или их составные части могут быть разделены на классы по общности технологических задач, возникающих при их сборке.
Вторым этапом является разработка принципиально общего технологического процесса с установлением типовых последовательности и содержания операций, типовых схем базирования и типовых конструкций оснастки.
Если изделия достаточно полно унифицированы, то на них составляют одну общую технологическую карту с нормами времени.
На основе типовых технологических процессов создают типовые компоновки специализированного оборудования.
Типовые технологические процессы сборки целесообразно применять на заводах серийного и массового производства с устойчивой номенклатурой изделий.
Основу групповых технологических процессов сборки составляет не только общность конструктивных особенностей изделий, но и общность технологии их сборки. Это позволяет в условиях мелкосерийного и серийного производства осуществлять технологические процессы сборки, характерные для крупносерийного и массового производства, переходить от непоточного к поточному производству.
В групповых поточных линиях оборудование располагают по маршруту сборки близких по конструкции и размерам изделий (или их элементов) нескольких наименований. Все закрепленные за линией изделия собирают периодически пропускаемыми партиями, и в каждый данный момент линия работает как непрерывно-поточная. Переход от сборки одного изделия к другому возможен без переналадки линии; в других случаях производят частичную переналадку.
Приспособления для такой сборки многоместные, более сложные и более крупные.
На групповых поточных линиях обеспечивается более высокая производительность и экономичность, чем в непоточном серийном производстве, но экономия времени сборки изделий, закрепленных за линией, должна быть больше затрат времени на ее переналадку.
В процессе сборки агрегатов и автомобилей, их испытании используется большая номенклатура оборудования, приспособлений и инструмента, а также топливо-смазочные материалы и моющие средства.
Поэтому охране труда и окружающей среды должно уделяться большое внимание, а работники должны строго выполнять требования техники безопасности и охраны окружающей среды.
2.6 Ремонтопригодность автомобиля
2.6.1 Понятия и терминология по ремонтопригодности
Приспособленность конструкций машин к проведению работ с целью поддержания и восстановления работоспособного состояния и ресурса принято называть ремонтопригодностью.
В ГОСТ «Надежность в технике. Термины» дано следующее определение понятия ремонтопригодности: «Ремонтопригодность – свойство изделия, заключающееся в его приспособленности к предупреждению, обнаружению и устранению отказов и неисправностей путем проведения технического обслуживания и ремонтов». Ремонтопригодность изделий является одним из свойств надежности наряду со свойствами безотказности, сохраняемости и долговечности.
В этом определении не получила отражение приспособленность конструкций машин к работам, которые осуществляются в связи с общим ухудшением технического состояния машины в целом или утратой работоспособности ее отдельными частями (деталями, сборочными единицами, механизмами и т. п.) и необходимостью поддержания и восстановления ресурса.
Ремонтопригодность – свойство машин заключающееся в приспособленности их конструкции к техническому обслуживанию и ремонту, осуществляемым с целью поддержания и восстановления работоспособного состояния и ресурса.
Различия в характере работ, выполняемых в процессе эксплуатации машин, составе и квалификации их исполнителей и составе технических средств, используемых при их осуществлении, обуславливают различные требования к приспособленности конструкции для проведения этих работ.
Указанные обстоятельства явились причиной применения в практике проектирования и эксплуатации машин наряду с термином «ремонтопригодность» таких терминов как «эксплуатационная технологичность», «технологичность при техническом обслуживании», «технологичность при выполнении штатных работ», «технологичность при ремонте». Соотношения между этими понятиями можно видеть на рисунке 2.6.1.
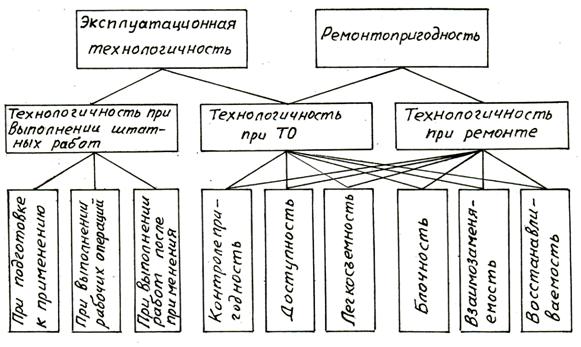
Рисунок 2.6.1 - Структура эксплуатационно-ремонтных свойств
машин
Под эксплуатационной технологичностью понимают такое свойство конструкции машин, которое характеризует их приспособленность к работам, выполняемым при подготовке машин к использованию, в процессе непосредственного применения и по окончании использования.
Понятие «эксплуатационная технологичность» включает в себя понятия «технологичность при ТО» и «технологичность при выполнении штатных работ».
И эксплуатационная технологичность и ремонтопригодность включают общее для них свойство технологичности при ТО.
Под технологичностью машин при ТО понимают такое свойство их конструкций, которое выражается в их приспособленности к работам, выполняемым при ТО в процессе применения и хранения.
Понятие технологичность при ТО связано с такими понятиями, как доступность, легкосъемность, контролепригодность, блочность, взаимозаменяемость, восстанавливаемость.
Под технологичностью при выполнении штатных работ понимают такие свойства машин, которые обеспечивают приспособленность конструкции к выполнению работ по подготовке машины к применению, к выполнению операций и работ в процессе применения и к работам, выполняемым после окончания использования машины.
Под технологичностью при ремонте понимают свойство конструкции машин и их конструктивных элементов (деталей, сборочных единиц и т. п.), которое харктеризуется их приспособленностью к ремонтным работам, осуществляемым с целью восстановления их работоспособности и ресурса.
2.6.2 Ремонтопригодность–важнейшее свойство автомобиля;
ее значение для авторемонтного производства
Осуществляемые в процессе эксплуатации машин работы по поддержанию и восстановлению работоспособности характеризуются значительными затратами труда, материальных и денежных средств. Как правило, эти затраты за время эксплуатации машины значительно превышают соответствующие затраты на ее изготовление. Следует иметь в виду, что обслуживание и ремонт машин, осуществляемые в профилактическом или аварийном порядке, сопровождаются их простоем, т. е. значительными экономическими потерями.
Современное состояние науки и техники не позволяет при приемлемых затратах на проектирование и производство создавать конструкции машин, которые бы не требовали обслуживания и ремонта. Не исключается также аварийность, в результате которых машины получают повреждения, для устранения которых необходимы ремонтные работы.
Следовательно, одно из основных требований к машинам приспособленность их конструкции к работам, осуществляемым с целью поддержания и восстановления работоспособного состояния в процессе эксплуатации.
Совокупность работ по поддержанию и восстановлению их работоспособности и ресурса делится на ТО и ремонт. Но не всегда возможно провести четкую грань между составом и назначением работ, выполняемых при ТО и ремонте, т. е. в системе ТО предусматриваются работы ремонтного характера, а в системе ремонтов содержатся работы, характерные для ТО.
Ремонтопригодность связана с другими свойствами машин, такими как безотказность и долговечность.
Свойство ремонтопригодности машин влияет на величину затрат труда, материальных и денежных средств в процессе эксплуатации и на длительность простоев в связи с обслуживанием и ремонтом.
2.6.3 Факторы, определяющие ремонтопригодность
Ремонтопригодность конструкций машин является функцией факторов конструктивного, производственно-технологического и эксплуатационного характера.
При рассмотрении влияния факторов конструктивного характера на ремонтопригодность машин необходимо учитывать, что конструктивные решения, принимаемые на этапе создания машины, предопределяют не только свойства ее конструкции, но и характер их проявления при изготовлении и эксплуатации.
Другим направлением проявления конструктивных особенностей машины является реакция, «отзывчивость» ее конструкции на профилактические и восстановительные мероприятия в процессе эксплуатации. Характеристикой этого свойства являются затраты на обслуживание и ремонт.
Состав конструктивных факторов ремонтопригодности:
а) факторы, непосредственно влияющие на значения показателей ремонтопригодности:
1) рациональная расчлененность конструкции на обособленно изготавливаемые и обслуживаемые конструктивные элементы (блоки, механизмы, сборочные единицы и т. п.);
2) доступность конструктивных элементов для обслуживания и ремонта, особенности расположения деталей и сопряжений в сборочных единицах, являющихся объектами систематического контроля, интенсивного обслуживания и ремонта;
3) применение рациональных методов контроля технического состояния составных частей машины и рациональное размещение и оформление контрольных точек;
4) рациональное конструктивное оформление мест разъема и сопряжений конструктивных элементов машины (блоков, сборочных единиц и т. п.);
5) наличие в конструкции машины сменных и регулируемых конструктивных элементов в сборочных единицах, подверженных наиболее интенсивному воздействию рабочих нагрузок и внешней среды;
6) наличие в конструкциях деталей и сборочных единицах технологических баз, используемых в восстановительных технологических процессах;
7) рациональное конструктивное оформление элементов машины, позволяющее применять при ремонте высокопроизводительные и технически совершенные восстановительные технологические процессы.
б) конструктивные факторы, преимущественно влияющие на сроки службы элементов конструкций машин и оказывающие определенное влияние на значения характеристик ремонтопригодности машин:
1) рациональный выбор материалов, из которых изготавливаются конструктивные элементы машин;
2) рациональное распределение нагрузок, действующих на конструктивные элементы при эксплуатации машины;
3) рациональная конфигурация деталей и сборочных единиц и их рабочих поверхностей, позволяющая применять при изготовлении и ремонте упрочняющие технологические процессы, значительно повышающие их сроки службы;
4) рациональное конструктивное оформление элементов машины, обеспечивающее их защиту от неблагоприятных воздействий внешней среды;
Производственно-технологические факторы.
Производственно-технологические факторы ремонтопригоднос-ти можно рассматривать в виде двух групп:
- факторы организационно-технического характера;
- факторы технологического характера.
Первая группа:
а) состояние организации труда и внедрения современных технологических процессов;
б) наличие на предприятии современного технологического оборудования и его техническое состояние;
в) совершенство применяемых методов контроля изготавливаемой продукции и квалификация специалистов ОТК предприятия.
Вторая группа:
а) методы достижения точности при изготовлении деталей и сборочных единиц машины:
1) метод полной взаимозаменяемости;
2) метод неполной взаимозаменяемости;
3)метод конструктивной компенсации;
4)метод технологической компенсации;
б) применение технологических процессов, обеспечивающих требуемые свойства поверхностного слоя деталей (закалка, цементирование, наклеп и т. п.);
в) применение методов обработки поверхностей деталей и сборочных единиц, обеспечивающих их высокую износостойкость, коррозийную стойкость и другое;
г) применение при сварке металлоконструкций технологических процессов, режимов и последовательности наложения швов и технологической оснастки, которые обеспечивают минимальные деформации и остаточные напряжения в элементах конструкции.
Эксплуатационные факторы
Эксплуатационные факторы можно разделить на две группы: организационного и технического характера.
К факторам организационного характера относятся:
а) принятая система технического обслуживания и ремонта
машин;
б) организационные формы технического обслуживания и
ремонта машин;
в) виды, периодичность и содержание профилактических
мероприятий;
г) система обеспечения материалами и запасными частями находящихся в эксплуатации машин;
д) полнота и качество эксплуатационно-технической и ремонтной документации.
К факторам технического характера относятся:
а) виды и содержание технологических процессов ТО и ремонта;
б) техническая оснащенность работ при техническом обслуживании и ремонте.
Рассмотренные факторы конструктивного, производственно-технологического и эксплуатационного характера непосредственно или косвенно влияют на формирование свойств ремонтопригодности машин и качественные значения характеристик, используемых для задания и оценки этого свойства.
2.6.4 Показатели ремонтной технологичности
К числу показателей ремонтопригодности относятся:
- оперативные показатели – среднее время восстановления, вероятность восстановления в заданное время, интенсивность восстановления;
- экономические показатели – средние и удельные затраты труда и денежных средств на ТО и ремонт;
- коэффициент готовности;
- коэффициент технического использования.
Среднее время восстановления
 , (2.6.1)
, (2.6.1)
где ![]() - знак математического ожидания времени восстановления
- знак математического ожидания времени восстановления
работоспособности;
![]() - плотность распределения времени восстановления.
- плотность распределения времени восстановления.
При оценке среднего времени восстановления по статистическим данным, полученным в процессе испытаний или эксплуатации
![]() , (2.6.2)
, (2.6.2)
где ![]() - время устранения
- время устранения ![]() - го отказа;
- го отказа;
![]() - количество отказов.
- количество отказов.
Вероятность восстановления машины в заданное время
 (2.6.3)
(2.6.3)
Интенсивность восстановления
![]() , (2.6.4)
, (2.6.4)
где ![]() - функция распределения времени восстановления.
- функция распределения времени восстановления.
Коэффициент готовности
![]() , (2.6.5)
, (2.6.5)
где ![]() - наработка на отказ.
- наработка на отказ.
Коэффициент технического использования
![]() , (2.6.6)
, (2.6.6)
где ![]() - суммарная наработка изделия в рассматриваемый промежуток
- суммарная наработка изделия в рассматриваемый промежуток
времени;
 - соответственно суммарное время, затрачиваемое на
- соответственно суммарное время, затрачиваемое на
восстановление, ремонт и ТО.
Средние затраты труда и денежных средств на ТО и ремонт оределяются по зависимостям, аналогичным для среднего времени восстановления.
Суммарные затраты труда на ТО и ремонт
 , (2.6.7)
, (2.6.7)
где ![]() - число видов ТО и ремонта;
- число видов ТО и ремонта;
![]() - число обслуживаний и ремонтов рассматриваемого вида за период эксплуатации
- число обслуживаний и ремонтов рассматриваемого вида за период эксплуатации ![]() ;
;
![]() - средняя трудоемкость обслуживания и ремонта рассматриваемого вида.
- средняя трудоемкость обслуживания и ремонта рассматриваемого вида.
Значения ![]() и
и ![]() определяются расчетным путем и по статистическим данным.
определяются расчетным путем и по статистическим данным.
Удельные затраты труда определяются по формуле
![]() , (2.6.8)
, (2.6.8)
где ![]() - срок эксплуатации машины в годах или наработка.
- срок эксплуатации машины в годах или наработка.
2.6.5 Методы оценки ремонтопригодности
Методы качественной оценки ремонтопригодности.
Одним из методов качественной оценки ремонтопригодности машин на стадиях проектирования является метод сравнения с прототипом. Оцениваемыми признаками являются: число и доступность мест обслуживания; необходимость проведения дополнительных работ при обслуживании и ремонте; вес сборочных единиц; число точек крепления сборочных единиц; номенклатура топлива и масел (смазок).
Метод сравнения с прототипом применяется при наличии явно выраженного прототипа с установленным из практики эксплуатации влиянием конструктивных и компоновочных параметров на показатели ремонтопригодности.
Метод оценки по баллам применяется при отсутствии явно выраженного прототипа. Оценка вариантов проекта проводится по тем же компоновочным и конструктивным параметрам. При этом устанавливается набор возможных решений по каждому параметру. Затем каждому решению экспертами присваивается определенный балл.
Пример: число снимаемых элементов для доступа к сборочной единице: ![]() 3
3
Балл:
Методы количественной оценки.
Все более широко применяются количественные методы прогнозирования и оценки ремонтопригодности машин. Предпосылкой этого явилось распространение методов теории вероятностей и математической статистики на решение задач качества и надежности при проектировании, производстве и эксплуатации машин. Характеристики ремонтопригодности рассматриваются как случайные величины, описываемые определенными законами распределения.
Одним из методов прогнозирования ремонтопригодности является применение регрессивного анализа, позволяющего установить количественные зависимости между характеристиками (параметрами) конструкции и характеристиками (показателями) ремонтопригодности изделия.
Например, показатель ремонтопригодности можно представить в виде линейной функции массы конструкции Р, удельной мощности N, максимальной скорости V и года выпуска изделия Тг
 , (2.6.9)
, (2.6.9)
где ![]() - показатель ремонтопригодности изделия – время восстанов -
- показатель ремонтопригодности изделия – время восстанов -
ления;
![]() - коэффициенты регрессии.
- коэффициенты регрессии.
Метод поэлементной оценки.
Метод поэлементной оценки занимает промежуточное положение между качественным и количественным методами. С одной стороны, он не устанавливает связи между параметрами конструкции и показателями ремонтопригодности. С другой стороны, здесь имеется возможность предсказать численные значения показателей ремонтопригодности. Этот метод базируется на делении технологического процесса ремонта на стандартные операции и установлении норм времени выполнения каждой операции. Необходимым условием применения метода является стабильность технологического процесса и условий ремонта.
Обеспечение технологичности при ремонте конструктивного элемента сводится к необходимости выдерживать заданные значения показателей ремонтопригодности. На практике заданный уровень технологичности при ремонте элементов обеспечивается путем рассмотрения возможных конструктивных вариантов с учетом требований к другим свойствам конструкции. Выбирается такой вариант сочетания прямых и косвенных конструктивных факторов, при которых обеспечивается заданный уровень технологичности при ремонте элементов без ухудшения других свойств машины.
Обеспечение технологичности в ремонте элементов может быть более эффективным, если проектируемая машина и ее элементы имеют прототипы с накопленным опытом ремонта. Анализ опыта ремонта аналогов элементов позволяет установить примеры удачных и неудачных конструктивных решений с позиций технологичности при ремонте.
Вопросы обеспечения технологичности при ремонте конструктивных элементов машины в общем случае включают в себя:
- изучение стратегии и условий ремонта проектируемого изделия;
- распределение конструктивных элементов по видам и уровням ремонта (замена, ТР, капитальный ремонт);
- подбор моделей технологичности при ремонте элементов в соответствии с видом, уровнем и условиями проведения ремонта;
- анализ опыта ремонта конструктивных элементов машины – прототипа или аналога с установлением удачных и неудачных конструктивных решений при обеспечении прямых и косвенных свойств ремонтопригодности;
- выбор конструктивно-компоновочных решений для обеспечения свойств элемента, характеризующих его технологичность при ремонте.
2.6.6 Управление ремонтопригодностью на этапе
проектирования автомобилей
Проектирование является важнейшим этапом обеспечения заданных свойств машин, в том числе приспособления их конструкции к выполнению профилактических и восстановительных работ в процессе использования, т. е. к ремонтопригодности.
Содержание работ по обеспечению требований ремонтопригодности оформляется в виде программы, являющейся частью программы обеспечения надежности изделий.
Содержание программы обеспечения ремонтопригодности вытекает из рассмотрения модели ремонтопригодности, характеризующей взаимосвязь показателей ремонтопригодности и характеристик факторов, определяющих это свойство.
Например, может быть использована модель следующего вида
Х = f (Т, К, И, Э):
Х - показатель ремонтопригодности;
Т - характер технического совершенства машины;
К - характеристики совершенства схемно-конструктивных
решений машины;
И - характеристики условий использования машины;
Э - характеристики свойств конструктивных элементов машины.
Управляемыми факторами при решении задач ремонтопригодности на этапе проектирования являются свойства машины в целом и ее конструктивных элементов.
Содержание программы.
Эскизный проект:
- обеспечение ремонтопригодности различных вариантов конструктивно-компоновочной схемы машины;
- сравнительная оценка ремонтопригодности различных вариантов схемно-конструктивных решений;
- оценка ремонтопригодности выбранного варианта;
- составление раздела пояснительной записки к эскизному проекту «Обеспечение требований к ремонтопригодности машины».
Технический проект:
- обеспечение ремонтопригодности сборочных единиц машины конструктивно-компоновочными способами;
- оценка ремонтопригодности сборочных единиц;
- уточнение оценки ремонтопригодности машины;
- составление раздела пояснительной записки к техническому проекту «Обеспечение требований к ремонтопригодности машины».
Рабочая документация:
- обеспечение восстанавливаемости (ремонтной технологичнос-ти) деталей конструктивно-технологическими способами;
- оценка восстанавливаемости деталей;
- уточнение значений показателей ремонтопригодности сборочных единиц;
- уточнение значений показателей ремонтопригодности машины;
- корректировка конструкторской и технологической документации;
- разработка эксплуатационных документов по ГОСТ 2.6
В ходе проектирования целесообразно использовать возможность экспериментальной проверки конструктивных решений обеспечения ремонтопригодности.
Литература
1 , , Рейн автотракторостроения: Учебник для ВУЗов. – М.: Машиностроение, 1981. – 295 с.
2 и др. Капитальный ремонт автомобилей: Справочник /Под ред. . – М.: Транспорт, 1989. –
334 с.
3 Канарчук автомобильных деталей. – М.: Транспорт, 1995. – 304 с.
4 Коробейник автомобиля: Теоретический курс. – Ростов-на Дону: «Феникс», 2003. – 288с.
5 Коробейник автомобиля: Практический курс. – Ростов-на-Дону: «Феникс», 2004. – 512с.
6 Ремонтопригодность машин /Под ред. . – М.: Машиностроение, 1975. – 368 с.
7 Справочник технолога-машиностроителя. В 2-х томах. /Под ред. и . – М.: Машиностроение, 1975.
8 Справочник технолога авторемонтного производства /Под ред. Малышева. – М.: Транспорт, 1977. – 432с.
9 Шадричев технологии автостроения и ремонт автомобилей: Учебник для ВУЗов. – Л.: Машиностроение, 1976. –
553 с.
Содержание
Введение 3
1 Основы технологии автомобилестроения 4
1.1 Основные понятия и определения 4
1.1.1 Автомобилестроение как отрасль массового машиностроения 4
1.1.2 Этапы развития автомобилестроения 4
1.1.3 Краткий исторический очерк развития науки о технологии
машиностроения 5
1.1.4 Основные понятия и определения изделия, производственного
и технологического процессов, элементов операции 6
1.1.5 Задачи, решаемые при разработке технологического процесса 8
1.1.6 Виды машиностроительных производств 8
1.2 Основы точности механической обработки 10
1.2.1 Понятие точности обработки. Понятие о случайных и
систематических погрешностях. Определение суммарной
ошибки 10
1.2.2 Различные виды установочных поверхностей деталей и
правило шести точек. Базы конструкторские, сборочные,
технологические. Погрешности базирования 13
1.2.3 Статистические методы регулирования качества
технологического процесса 15
1.3 Контроль точности и качества изделий машиностроительного
производства 21
1.3.1 Понятие о входном, текущем и выходном контроле точности
заготовок и деталей. Статистические методы контроля 21
1.3.2 Основные понятия и определения качества поверхности
деталей машин 22
1.3.3 Упрочнение поверхностного слоя 24
1.3.4 Влияние качества поверхности на эксплуатационные
свойства детали 25
1.3.5 Формирование поверхностного слоя методами
технологического воздействия 27
1.4.4 Получение заготовок другими способами 30
1.4.5 Понятие о припуске на обработку. Методы определения
операционных и общих припусков на обработку заготовок.
Определение операционных размеров и допусков 31
1.5 Экономичность механической обработки 36
1.5.1 Краткая характеристика различных типов станков. Методы
агрегатирования станков 36
1.5.2 Основные критерии оптимизации выбора станка 38
1.5.3 Определение оптимальных режимов резания 39
1.5.4 Анализ экономичности применения различных типов
режущего, измерительного инструментов. Экономический
анализ технологических процессов 40
1.6 Технологичность изделия 43
1.6.1 Классификация и определение показателей технологичности
конструкции изделия. Методические основы оценки
технологичности конструкции изделий 43
1.6.2 Технологичность конструкции исходя из условий сборки 45
1.6.3 Технологичность конструкции исходя из условий
обработки резанием 47
1.6.4 Технологичность литых заготовок 48
1.6.5 Технологичность деталей из пластмасс 48
1.7 Проектирование технологических процессов
механической обработки 49
1.7.1 Проектирование технологических процессов обработки
деталей машин 49
1.7.2 Типизация технологических процессов. Особенности
проектирования техпроцессов при поточно -
автоматизированном производстве 50
1.7.3 Особенности проектирования технологических процессов
обработки деталей на станках с программным управлением 51
1.8 Основы проектирования приспособлений 53
1.8.1 Назначение и классификация приспособлений. Основные
элементы приспособлений 53
1.8.2 Универсально – сборные приспособления 55
1.8.3 Методика проектирования и основы расчета приспособлений 56
1.9 Технологические процессы обработки типовых деталей 57
1.9.1 Корпусные детали 57
1.9.2 Круглые стержни и диски 60
1.9.3 Некруглые стержни 63
2 Основы ремонта автомобилей 63
2.1 Система ремонта автомобилей 63
2.1.1 Краткая характеристика процессов старения автомобиля;
понятие о предельном состоянии автомобиля и его агрегатов 63
2.1.2 Процессы восстановления деталей автомобилей, их основные
характеристики и функции 67
2.1.3 Производственный и технологический процессы ремонта
автомобилей 69
2.1.4 Особенности технологии ремонта автомобилей 70
2.1.5 Законы распределения сроков службы автомобилей;
методика расчета числа ремонтов 71
2.1.6 Система ремонта автомобилей и их составных частей 74
2.2 Основы технологии разборочно-моечных процессов
при ремонте автомобилей 76
2.2.1 Разборочно-моечные процессы и их роль в обеспечении
качества и экономической эффективности ремонта
автомобилей 76
2.2.2 Технологический процесс разборки автомобилей и их
агрегатов 76
2.2.3 Организация процесса разборки. Средства механизации
разборочных работ 78
2.2.4 Виды и характер загрязнений 79
2.2.5 Классификация моечно-очистительных операций на
различных этапах выполнения разборочных работ 80
2.2.6 Сущность процесса обезжиривания деталей 81
2.2.7 Способы очистки деталей от нагара, накипи, коррозии и
других загрязнений 83
2.3 Методы оценки технического состояния деталей при
ремонте автомобилей 86
2.3.1 Классификация дефектов деталей 86
2.3.2 Технические условия на контроль и сортировку деталей 86
2.3.3 Понятие о предельном и допустимом износе 87
2.3.4 Контроль размеров рабочих поверхностей деталей и
погрешностей их формы 88
2.3.5 Методы обнаружения скрытых дефектов и современные
способы дефектации 89
2.3.6 Определение коэффициентов готовности и восстановления
деталей 91
2.4 Краткая характеристика основных технологических
методов, применяемых при ремонте автомобилей 93
2.4.1 Восстановление деталей – один из основных источников
экономической эффективности ремонта автомобилей 93
2.4.2 Классификация технологических методов, применяемых
при восстановлении деталей 93
2.4.3 Методы восстановления размеров изношенных
поверхностей деталей 95
2.5 Основы технологии сборочных процессов при ремонте
автомобилей 107
2.5.1 Понятие о конструктивно-сборочных элементах автомобиля 107
2.5.2 Структура технологического процесса сборки; стадии
сборочного процесса 108
2.5.3 Организационные формы сборки 109
2.5.4 Понятие о точности сборки; классификация методов
обеспечения требуемой точности сборки 111
2.5.5 Расчет предельных размеров замыкающих звеньев
сборочных единиц в зависимости от применяемого метода 113
2.5.6 Краткая характеристика технологических методов сборки
сопряжений 114
2.5.7 Балансировка деталей и узлов 116
2.5.8 Методика проектирования технологических процессов
сборки 120
2.5.9 Механизация и автоматизация процессов сборки 121
2.5.10 Контроль при сборке и испытание агрегатов и автомобилей 124
2.5.11 Технологическая документация; типизация
технологических процессов 125
2.6 Ремонтопригодность автомобиля 127
2.6.1 Понятия и терминология по ремонтопригодности 127
2.6.2 Ремонтопригодность – важнейшее свойство автомобиля;
ее значение для авторемонтного производства 129
2.6.3 Факторы, определяющие ремонтопригодность 130
2.6.4 Показатели ремонтной технологичности 132
2.6.5 Методы оценки ремонтопригодности 134
2.6.6 Управление ремонтопригодностью на этапе
проектирования автомобилей 136
Литература 139

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
