

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Способ наплавки деталей вибрирующим электродом при помощи автоматической головки с применением охлаждающей жидкости имеет ряд преимуществ перед другими способами наплавки: слабый нагрев восстанавливаемой детали, незначительная величина зоны термического влияния, в результате чего химический состав и физико-механические свойства детали почти не изменяются. Применяя электродную проволоку с различным содержанием углерода можно получать все виды закалочных структур наплавленного металла, отличающегося достаточно высокой твердостью и износостойкостью.
Принципиальная схема установки для вибродуговой наплавки приведена на рисунке 2.4.2.
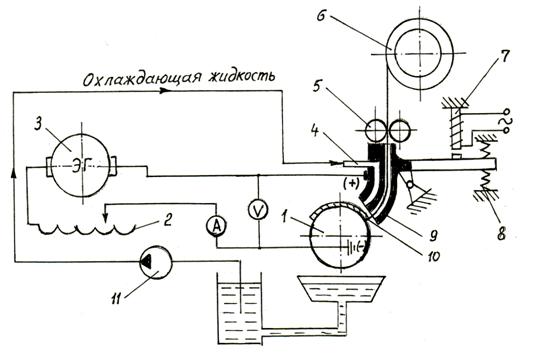
Рисунок 2.4.2 - Схема установки для вибродуговой наплавки
деталей
Деталь 1, подлежащая наплавке, закрепляется в патроне или центрах токарного станка, и при круговой наплавке ей сообщается круговое движение. На суппорт станка монтируется корпус автоматической головки, включающий механизм 5 подачи проволоки с кассетой 6, электромагнитный вибратор 7 с мундштуком 9. Конец электродной проволоки 10 приводится в колебательное движение при помощи вибратора 7,8. Вследствие вибрации происходит замыкание и размыкание сварочной цепи между электродной проволокой 10 и деталью 1. Для подвода тока от источника 3 к детали используется скользящий контакт. Частота вибрации проволоки и, следовательно, замыкания и размыкания сварочной цепи составляет 50-100 Гц. Под действием теплоты, выделяемой в момент замыкания и размыкания сварочной цепи, происходит нагрев электрода, оплавление его и сваривание металлов. В зону наплавки металлов через канал 4 при помощи насоса 11 подается охлаждающая жидкость; в результате происходит закалка наплавленного слоя металла.
Вибродуговой наплавкой можно восстанавливать даже детали, вышедшие из всех ремонтных размеров. Толщина однослойной наплавки в зависимости от режимов колеблется от 0,5 до 3 мм. При многослойной наплавке можно получить слой любой толщины. Подготовка поверхности для наплавки состоит в очистке их от грязи и ржавчины. Все отверстия и пазы, которые необходимо сохранить, заполняют медными или графитовыми вставками.
Механической обработкой наплавленных деталей является шлифование, первоначально грубое, затем чистовое под требуемый размер.
Технологический процесс восстановления деталей вибродуговой наплавкой является по существу одинаковым и различается для отдельных деталей лишь маркой электродной проволоки и режимами наплавки.
Плазменная металлизация.
Различают два типа дуговых плазмотронов: с независимой (рисунок 2.4.3,а) и зависимой (рисунок 2.4.3,б) дугой.
Для металлизации деталей применяются плазмотроны с независимой дугой.
Подача пруткового материала в плазмотронах может осуществляться по схеме: материал-катод (рисунок 2.4.3,в), нейтральный материал (рисунок 2.4.3,г) и материал – анод (рисунок 2.4.3,д). Подача порошкового материала может быть вместе с плазмообразующим газом (рисунок 2.4.3, е) и в плазменную струю (рисунок 2.4.3,ж).
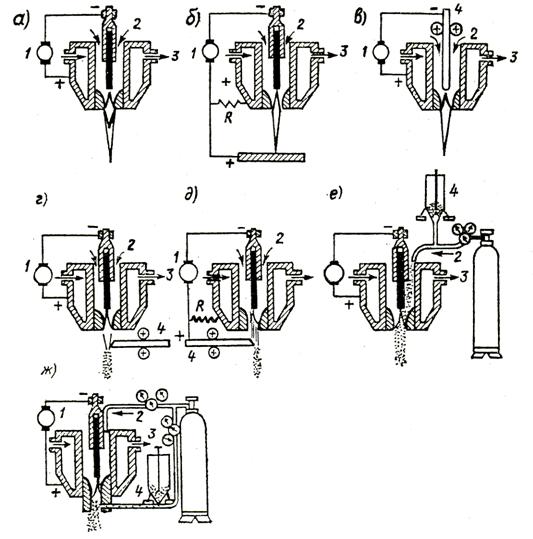
1- источник электропитания; 2- плазмообразующий газ;
3- охлаждающая жидкость; 4- материал.
Рисунок 2.4.3 - Типы плазмотронов и схемы подачи материалов
в плазменную струю
Для восстановления деталей плазменно-дуговой металлизацией в качестве плазмообразующего газа используют аргон, азот или смесь этих газов.
На рисунке 2.4.4 приведена принципиальная схема установки для плазменного распыления металлической проволоки, работающая по схеме анод-проволока. В установках этого типа электрическая дуга горит между вольфрамовым электродом и торцом распыляемой проволоки. Применяется проволока диаметром 0,8…2,0 мм со скоростью подачи 100…400 м/ч
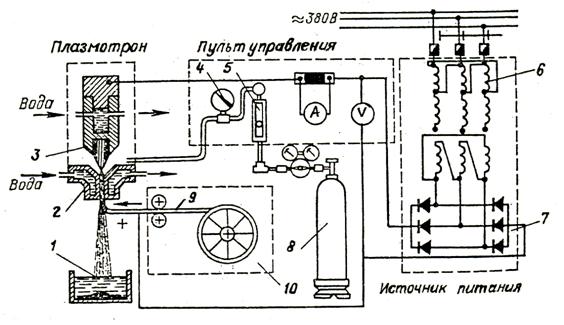
1- струя порошка; 2- сопло; 3- электрод-катод; 4- манометр;
5- ротаметр; 6- трансформатор; 7- выпрямитель; 8- баллон с
плазмообразующим газом; 9- распыляемая проволока-анод;
10- подающий механизм.
Рисунок 2.4.4 - Принципиальная схема установки для плазменного
распыления металлической проволоки
Для плазменного напыления применяется установка УПУ-3 как с ручным, так и с механизированным перемещением плазмотрона. Мощность плазмотрона 35 кВт, максимальная сила тока при работе на аргоне 600 А; напряжение холостого хода 160 В; расход охлаждающей воды 10 л/мин; производительность 3,5 кг/ч; расход аргона 3-4 м/ч; источник питания – выпрямитель ИПН-160/600.
Гальванические и химические покрытия.
Для восстановления деталей автомобилей широкое распространение получили хромирование и железнение. Хромирование применяется также в защитно-декоративных целях. Большим достоинством хромирования является возможность нанесения на изношенные поверхности деталей осадков высокой твердости и износостойкости без нарушения структуры основного металла.
Процесс электролитического осаждения металла основан на законах электролиза, т. е. прохождения постоянного тока через электролиты. Катодами являются детали, подлежащие покрытию, а анодами – пластинки из металлов, подлежащих осаждению. Для пополнения электролита ионами металла в него добавляют вещества, содержащие ионы осаждаемого металла.
В качестве электролита при хромировании применяется водный раствор хромового ангидрида CrО3 с добавлением химически чистой серной кислоты. Концентрация хромового ангидрида СrО3 в электролите может колебаться в широких пределах: 100…400 г/л.
В авторемонтном производстве наибольшее распространение получили два вида ванн:
- ванна с низкой концентрацией хромового ангидрида, или разведенная ванна: СrО3 – 150 г/л, Н2SO4 – 1,5 г/л;
- универсальная ванна со средней концентрацией хромового ангидрида: СrО3 – 250 г/л, Н2SO4 – 2,5 г/л.
При хромировании можно получить три вида осадков:
- блестящие, отличающиеся высокой твердостью, повышенной износостойкостью, пористостью и хрупкостью (625 МПа);
- молочные, обладающие высокой износостойкостью и повышенной вязкостью (505 МПа);
- матовые, имеющие большую хрупкость и низкую износостойкость (600 МПа).
Толщина осадка хрома при восстановлении деталей ограничивается 0,1 мм на сторону. При большей толщине осадки непрочны и некачественны по структуре.
Принципиальная схема установки для хромирования деталей приведена на рисунке 2.4.5.
Химическое никелирование позволяет восстанавливать наруж-ные и внутренние поверхности деталей с износом не более 0,05 мм.
Практически для восстановления деталей не применяется, а используется для нанесения декоративного покрытия.
Нанесение синтетических материалов
Восстановление деталей в ремонтном производстве полимерными материалами во многих случаях имеет большую технико-экономическую целесообразность по сравнению с применением других способов, например, при заделке вмятины металлических обшивок кузовов по сравнению с пайкой, заделкой некоторых трещин в корпусных деталях по сравнению со сваркой и другое.
Пластмассы представляют собой либо чистые полимеры, т. е. высокомолекулярные органические соединения, молекулы которых состоят из большого числа молекул более простого вещества – мономера, как, например, полиэтилен, полипропилен; либо композиции, в которые кроме полимера входят другие вещества: наполнители, пластификаторы, отвердители, придающие пластмассам требуемые свойства.
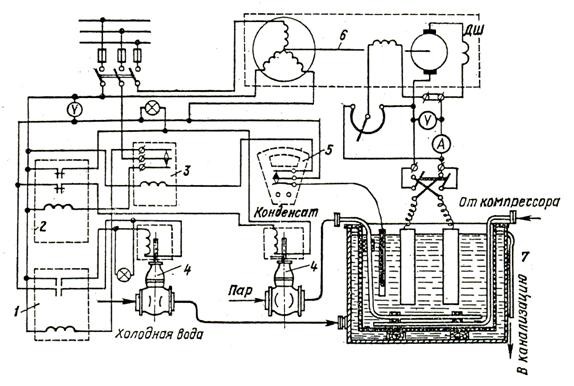
1, 2 – магнитные пускатели; 3 – реле МКУ –48; 4 – кран с электромагнитом; 5 – манометрический термометр ТС-100; 6 – мотор-генератор; 7 – ванна с устройством для подогрева и перемешивания электролита.
Рисунок 2.4.5 – Принципиальная схема установки для хромиро-
вания деталей
В ремонтном производстве применяются как термореактивные пластмассы – реактопласты, так и термопластичные – термопласты.
По своему назначению в ремонтном производстве пластмассы можно разделить на две группы:
- первую составляют термореактивные пластмассы в виде различных композиций, по преимуществу на основе эпоксидных смол ЭД-20, ЭД-16, применяемых для приготовления паст, используемых для выравнивания вмятин в металлических обшивках кузовов;
- ко второй группе относятся пластмассы, идущие на изготовление и восстановление различных деталей, например, поликапролактам (капрон), П68, АК-7, фторопласт Ф-4 и другие.
В авторемонтном производстве полимерные материалы находят применение при заделке трещин и восстановлении сопряжений с подшипниками качения в корпусных деталях, восстановлении подшипников скольжения, заделке трещин и выравнивании вмятин при ремонте кузовов и устранении других дефектов.
Восстановление деталей производится физическими и химическими способами:
- изготовление дополнительных деталей;
- литье под давлением;
- газопламенное напыление;
- эпоксидными композициями;
- наложение стеклотканевых заплат;
- уплотнение герметиками и другие.
Механические методы восстановления деталей.
Широкое применение для восстановления деталей в ремонтном производстве находит правка. Правке подвергаются балки передних осей, детали рамы (лонжероны, поперечины, угольники), коленчатые и распределительные валы, шатуны, рулевые тяги и другие. Правка деталей производится без подогрева и с подогревом.
Большая часть автомобильных деталей, имеющих изгибы, подвергается правке в холодную. Так правят шатуны, коленчатые и распределительные валы и т. п. Это объясняется тем, что эти детали термически обработаны. Нагрев деталей в процессе правки с подогревом снимает термообработку.
При холодной правке деталей имеют место упрочнение (наклеп) и остаточные напряжения. Чем больше деформация при правке, тем сильнее проявляются эти явления. В результате этого могут проявиться вторичные деформации и искривление деталей.
Для повышения стабильности правки и несущей способности деталей после их правки целесообразно применение тепловой обработки в виде стабилизирующего отпуска. Детали, изготовленные из стали 45, нагревают до температуры 400…450ºС в течение 0,5…1,0 часа, что позволяет восстановить несущую способность детали до 90% по отношению к первоначальной.
Указанной стабилизации можно подвергать лишь детали, конеч-ная термическая обработка которых проводилась при температурах не ниже 450…500ºС (шатуны, балки передних осей и т. п.).
Для деталей, закаленных ТВЧ, например, коленчатых и распределительных валов, стабилизация правки при нагреве до 400…450ºС недопустима. Стабилизацию правки этих деталей следует проводить при температуре не выше 200…250ºС, которая восстанавливает несущую способность детали до 50…60%.
Для стабилизации коленчатых валов применяют их правку путем наклепа щек. При правке наклепом, пластические деформации металла возникают не в зоне концентрации рабочих напряжений, а на поверхности щек и к тому же являются местными и поверхностными.
Кроме правки в холодную при ремонте машин применяется правка с местным или общим подогревом (лонжероны рамы, балки передних осей большегрузных автомобилей).
При правке с подогревом будут преобладать те или иные описанные ранее явления. Так, при местном нагреве детали на более нагретой ее стороне будут возникать напряжения сжатия, а на более холодной – напряжения растяжения. Местный нагрев осуществляется обычно при помощи ацетилено-кислородного пламени. Скорость охлаждения выправленной детали должна быть минимальной. Если правке подлежат термически обработанные детали, то термообработку необходимо восстановить.
Электрофизические методы обработки деталей
К электрофизическим методам восстановления деталей относятся: электроискровая и электромеханическая обработка деталей.
Электроискровая обработка основана на явлении разрушения металла (электрическая эрозия) при электрическом искровом разряде. При этом температура в канале разряда достигает 10000ºС, а плотность тока до 10А/мм². Развивающиеся в узком канале высокие температуры вызывают плавление металла электродов и частичное его испарение.
Электрические разряды можно получать при помощи установок с конденсаторной электрической схемой и бесконденсаторной низкого напряжения. При конденсаторной схеме искровые разряды возникают в момент разрядки конденсаторов при напряжении 100…150В. При бесконденсаторной схеме периодическое возникновение искровых разрядов происходит при возвратно-поступательном движении элект-рода-инструмента, препятствующего стабилизации электрического разряда. Электрод-инструмент периодически прикасается к детали.
Восстановление изношенных деталей наращиванием металла с одновременным упрочнением производится при помощи конденсаторных установок, работающих контактным способом с электромагнитным вибратором. При применении в качестве электрода-инструмента феррохрома или твердых сплавов происходит легирование основного металла, повышение твердости и износостойкости поверхностного слоя.
Сущность электромеханического способа обработки металлов заключается в следующем: при вращении детали на токарном станке через место ее контакта с инструментом пропускается ток большой силы и низкого напряжения (400…1200А и 2…6В). Вследствие высокого нагрева и давления инструмента контактные участки поверхности в зависимости от профиля инструмента сглаживаются или высаживаются.
Методы устранения механических повреждений на деталях
Механические повреждения устраняются сваркой, пайкой и склеиванием. Наиболее широко применяются электродуговая и газовая сварка. При ремонте деталей электродуговой сваркой происходят следующие явления: окисление основного металла и металла присадочного прутка; насыщение расплавленного металла азотом, а иногда и водородом; выгорание углерода и легко окисляющихся компонентов; объемные изменения детали. Для уменьшения этих явлений применяют электроды с обмазкой или создают защитную, нейтральную газовую среду.
Газовая ацетилено-кислородная сварка применяется при ремонте кузовов, металлических кабин, оперения, а также для заварки трещин в чугунных деталях.
Пайка (паяние) в авторемонтном производстве применяется при ремонте радиаторов, топливных баков топливопроводов, карбюрато-ров и других.
Паянием называют процесс получения неразъемного соединения металлов, находящихся в твердом состоянии, при помощи расплавленного (вспомогательного) металла или сплава, имеющего температуру плавления ниже, чем соединяемые металлы.
В паяемых конструкциях применяют стали всех типов, чугуны, никелевые сплавы (жаропрочные, жаростойкие, кислотостойкие), медь и ее сплавы, а также легкие сплавы на основе титана, алюминия, магния и бериллия. Ограниченное применение имеют сплавы на основе тугоплавких металлов: хрома, молибдена и вольфрама.
Для заделки трещин и восстановления отверстий в корпусных деталях применяются клеевые композиции на основе эпоксидных смол. Для склеивания различных материалов в авторемонтном производстве применяются клеи БФ-2, БФ-4, ВС-10Т, СП-2, 88 и другие.
Клеи БФ-2 и БФ-4 относятся к числу универсальных и приме-няются для склеивания металлов и пластмасс между собой и с дру-гими материалами (фрикционные накладки сцеплений и тормозов и т. п.).
Для защиты деталей автомобиля от разрушения из-за атмосферных воздействий и придания им декоративного вида применяют различные системы покрытий.
Система покрытий – это сочетание последовательно нанесенных слоев лакокрасочных материалов различного назначения. Необходимость применения системы покрытий вызвана невозможностью в одном материале сочетать многообразие свойств, какими должно обладать покрытие.
2.5 Основы технологии сборочных процессов при
ремонте автомобилей
2.5.1 Понятие о конструктивно-сборочных элементах
автомобиля
При проектировании технологических процессов сборки сборочные единицы разделяют по их сложности на единицы первого порядка, второго порядка и т. д. Более сложные сборочные единицы состоят из нескольких простых сборочных единиц, собранных при помощи соединительных деталей. Простые сборочные единицы состоят из соединенных отдельных деталей. Часть изделия, входящая непосредственно в него называется сборочной единицей; входящая в изделие в составе сборочный единицы – сборочной единицей 1-го порядка; входящая непосредственно в последнюю – сборочной единицей 2-го порядка.
Сборкой обеспечивается необходимая взаимосвязь отдельных деталей и сборочных единиц. Различают узловую и общую сборку. Процесс сборки составных частей изделия называется узловой сборкой, а процесс сборки непосредственно изделия – общей сборкой.
2.5.2 Структура технологического процесса сборки; стадии
сборочного процесса
Сборку автомобиля расчленяют на узловую и общую. Начинают сборку с базовой детали, базового узла или агрегата в зависимости от того, что собирается – узел, агрегат или машина. Под базовым сборочным элементом понимают деталь (узел, агрегат), являющуюся исходной для начала процесса сборки. Узел – соединение базовой детали с несколькими деталями, которое может быть собрано обособлено от других деталей. Узел может быть собран из отдельных деталей и деталей, предварительно соединенных до постановки в узел. Например, в сборку узла поршень – шатун входит шатун с предварительно запрессованной втулкой. Поэтому помимо узловой сборки различают еще подсборку, т. е. простейшее соединение деталей, называемое «подузел».
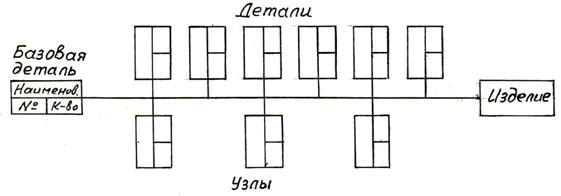
Рисунок 2.5.1 - Технологическая схема общей сборки
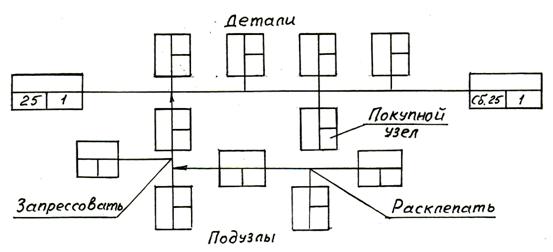
Рисунок 2.5.2 - Технологическая схема узловой сборки
В результате соединения базового узла с несколькими узлами и деталями получаем агрегат. Базовый агрегат – рама с монтированны -
ми другими агрегатами, узлами и деталями – образует готовое изделие – автомобиль.
Для наглядного представления сборочного процесса составляют технологические схемы сборки.
Формы построения технологической схемы сборки, как и расчленение на сборочные элементы, зависят от конструкции изделия и оформляются различным образом.
2.5.3 Организационные формы сборки
Сборка автомобиля является завершающим этапом в технологическом процессе их ремонта. Качество сборки зависит не только от точности сборки, но и от методов организации сборочного процесса, чистоты собираемых деталей, оснащения рабочих мест, контроля в процессе сборки и испытания собранных узлов и агрегатов автомобиля.
Узловая сборка (подсборка) является стационарной, выполняет-ся обычно на одном рабочем месте, по преимуществу на верстаках или на специальных сборочных стендах, оборудованных соответствующими приспособлениями. Рабочие места узловой сборки располагают параллельно линии общей сборки агрегатов. К узловой сборке относятся сборка (подсборка) блоков цилиндров, шатунно-поршневой группы, коленчатого вала с шестерней, головки блока, масляного и водяного насосов и другое.
Методы сборки агрегатов и общей сборки автомобилей определяются в зависимости от численности производственной программы предприятия и ее однородности в отношении типов и марок ремонтируемых автомобилей.
Наиболее совершенной формой сборки автомобилей и агрегатов является поточный метод. Этот метод сборки в авторемонтном производстве целесообразен на предприятиях по ремонту полнокомплектных автомобилей и агрегатов с большой специализированной производственной программой.
При поточном методе процесс сборки автомобилей и агрегатов расчленяется на отдельные операции, выполняемые рабочими на разных постах, расположенных в линии. Расчленение операций технологического процесса сборки по производительности согласуется с тактом сборки. При этом время, запланированное на выполнение каждой операции, должно быть равно или кратно такту.
При поточном методе сборки детали, узлы и агрегаты обезличиваются. Не подлежат обезличиванию лишь некоторые совместно обрабатываемые детали, например, шатун с крышкой и другие.
При поточном методе сборки осуществляется дифференциация сборочных процессов и специализация рабочих мест и рабочих. Благодаря этому трудоемкость сборочных работ и их себестоимость резко снижаются. Это является большим преимуществом поточного метода по сравнению с методом универсальных постов.
При методе универсальных постов сборочные работы производятся на одном посту и все операции по ремонту осуществляются одной бригадой рабочих. Обезличивание деталей, узлов и агрегатов отсутствует. Особенность данного метода – большая длительность ремонта и высокая квалификация рабочих, а поэтому высокая стоимость ремонта. Такой метод сборки сохранился преимущественно в индивидуальном и мелкосерийном производстве ремонта автомобилей.
Поточный метод сборки в авторемонтном производстве осуществляется на конвейерах прерывного действия. Сборка на конвейере с периодическим перемещением производится в периоды его остановки.
Поточная сборка двигателей и других агрегатов производится или на приводных конвейерах прерывного действия, или на тележках эстакадах конвейерного типа, или на параллелях (сборка задних мостов) или на многопозиционных стендах (сборка коробок передач и рулевых механизмов).
При узловой сборке базовых деталей, в частности блоков цилиндров, широко применяются рольганги. Для передачи собираемых узлов с одного рольганга на другой или с рольганга на пост сборки применяются пневматические манипуляторы. Для ручного перемещения агрегатов применяются тележки.
Транспортировка собранных агрегатов и узлов на испытательные стенды, а также к линии общей сборки производится при помощи монорельса и электроталей – тельферов.
Для повышения производительности труда, повышения качества сборки и удобства работ необходима комплексная механизация с использованием не только современных подъемно-транспортных средств, но и различных приспособлений и механизированного инструмента.
2.5.4 Понятие о точности сборки; классификация методов
обеспечения требуемой точности сборки
В машиностроительной промышленности сборку производят технологическими методами полной взаимозаменяемости, неполной взаимозаменяемости, групповой взаимозаменяемости, пригонки и регулирования.
Полная взаимозаменяемость обеспечивает заданную точность замыкающего звена без дополнительной обработки или выбора и подбора составляющих звеньев (деталей).
Неполная взаимозаменяемость состоит в том, что требуемая точность замыкающего звена размерной цепи достигается не у всех объектов, а у заранее обусловленной их части без дополнительного подбора, выбора или обработки резанием. В отличие от метода полной взаимозаменяемости устанавливаются более широкие допуски на все составляющие звенья сборочной размерной цепи. У некоторой части объектов отклонение замыкающего звена может выйти за пределы установленного допуска, и, следовательно, имеет место определенный риск.
Метод групповой взаимозаменяемости состоит в том, что требуемая точность замыкающего звена размерной цепи достигается путем включения в нее составляющих звеньев, принадлежащих к одной из групп, на которые они предварительно рассортированы. В этом случае средняя величина допуска составляющих звеньев при решении прямой задачи будет
![]() ,
,
где ![]() - число групп, на которые надо сортировать составляющие
- число групп, на которые надо сортировать составляющие
звеньев
Метод пригонки состоит в том, что требуемая точность замыкающего звена размерной цепи достигается изменением компенсирующего звена путем снятия слоя металла.
Сущность метода регулирования заключается в том, что требуемая точность замыкающего звена размерной цепи достигается применением компенсирующего звена без снятия слоя металла (специальные шайбы, установочные кольца, набор прокладок, пружины, соединительная муфта, шлицевые сопряжения и другое).
В отличие от массового поточного автомобильного производства, где сборка машин производится исключительно из новых деталей, имеющих номинальные размеры, сборка в авторемонтном производстве осуществляется из деталей с номинальными и ремонтными размерами и с допустимым износом.
В авторемонтном производстве полная взаимозаменяемость сохраняется только для деталей, восстановленных под номинальные размеры, или новых с номинальными размерами. Для деталей ремонтных размеров взаимозаменяемость сохраняется лишь в пределах данного ремонтного размера.
Детали с допустимыми износами вовсе утрачивают взаимозаменяемость, так как не обеспечивают начальных посадок сопряжений. По всем этим причинам сборка в авторемонтном производстве осуществляется с использованием всех ранее рассмотренных методов.
Однако метод подгонки в современном крупном ремонтном производстве имеет ограниченное применение.
Для обеспечения точности сборки кроме полной взаимозаменяемости большое значение в этом производстве играет метод селективного подбора.
Метод группового селективного подбора деталей применяется с целью обеспечения зазоров и натягов в более узких пределах, чем полученные с учетом допусков на изготовление.
Для обеспечения точности сборки селективный метод весьма целесообразен для сопряжений собираемых из деталей с износом. Пусть Smin и Smax – минимальный и максимальный зазоры в сопряжении коленчатого вала – подшипник скольжения, при которых обеспечивается жидкостное трение.
Sпр – предельный зазор, при котором еще сохраняется жидкостное трение.
Запас точности подвижного сопряжения характеризуется коэффициентом запаса точности
![]() , (2.5.1)
, (2.5.1)
где ![]() и
и ![]() - допуски отверстия и вала.
- допуски отверстия и вала.
Чем больше коэффициент, тем долговечнее сопряжение.
Если износ рассматривать, как расширение допуска и сборку сопряжений осуществлять из деталей с износом, то коэффициент запаса точности резко уменьшится, начальные зазоры посадки не будут выдержаны и долговечность сопряжений значительно снизится.
Поэтому изношенные детали разбивают на группы для повышения точности сборки, долговечности деталей и качества ремонта.
В практике ремонта могут быть случаи подбора деталей номинальных размеров из числа новых или восстановленных с деталями, имеющими допустимый износ, например, крестовины дифференциала с изношенными отверстиями сателлитов.
Селективная сборка является экономически целесообразным способом повышения точности сборки и не требует уменьшения допусков на неточность их обработки.
В мелкосерийном производстве для деталей с допустимым износом целесообразно применение попарного подбора, сопровождающегося в ряде случаев подгонкой деталей по сопряжению.
2.5.5 Расчет предельных размеров замыкающих звеньев
сборочных единиц в зависимости от применяемого метода
При полной взаимозаменяемости деталей допуск на замыкающее звено размерной цепи равен или больше суммы допусков на все остальные детали (звенья).
![]() (2.5.2)
(2.5.2)
При неполной взаимозаменяемости допуск замыкающего звена должен удовлетворять условию
![]() , (2.5.3)
, (2.5.3)
где ![]() - коэффициент риска, характеризующий процент выхода значе -
- коэффициент риска, характеризующий процент выхода значе -
ний замыкающего звена за пределы установленного допуска;
![]() - коэффициент, характеризующий закон рассеяния размеров
- коэффициент, характеризующий закон рассеяния размеров
составляющих звеньев;
![]() - величина допусков на составляющих звеньях.
- величина допусков на составляющих звеньях.
![]() ,
,
где ![]() - разность между наибольшей величиной определяемого разме ра и его среднеарифметическим значением или разность между среднеарифметическим значением и наименьшим значением опреде - ляемого размера;
- разность между наибольшей величиной определяемого разме ра и его среднеарифметическим значением или разность между среднеарифметическим значением и наименьшим значением опреде - ляемого размера;

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
