

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Удаление нагара и следов коррозии производят металлическими щетками с приводом от электродрели, а также скребками.
Более совершенным является пневматический способ с использованием косточковой крошки, которая готовится из скорлупы фруктовых косточек. Скорлупу после просушивания размалывают на вальцах и сортируют по размерам путем отсева на ситах. Детали с нагаром подвергают обдувке косточковой крошкой под давлением сжатого воздуха в специальной установке. Благодаря небольшой твердости крошка при ударе деформируется и на поверхности детали не возникает каких-либо рисок и царапин.
Для удаления нагара и следов коррозии обдувкой металлической дробью используется колотая чугунная или стальная дробь (величина частиц 0,5…0,9 мм). Этот способ также применяется для удаления старой краски и подготовки деталей к металлизации.
Недостаток механических способов очистки – невозможность удаления загрязнения с внутренних поверхностей деталей.
К физико-химическим способам относятся: мойка погружением ремонтируемых объектов в ванны, струйная мойка и химико-термическая очистка. Мойка в ваннах и струйная мойка в моечных машинах производится при помощи моющих жидкостей (растворов), причем при последнем способе физико-химическое действие моющей жидкости усиливает удар струи. Качество мойки зависит от состава и температуры моющих жидкостей, при ванном способе еще и от интенсификации процесса путем вибрации или от возбуждения растворов затопленными струями или пропусканием электротока.
Под затопленными струями понимаются струи в виде моющих турбулентных потоков, возбуждаемых в жидкости при помощи лопаточных мешалок или гребных винтов моечных установок.
При вибрационном способе мойки моющее действие раствора усиливается благодаря механическому воздействию на очищаемые поверхности колебательного движения деталей.
Ультразвуковая очистка деталей заключается в механическом воздействии на загрязненную поверхность деталей кавитационных полостей (пузырьков), образующихся в жидкости под действием ультразвукового поля (ультразвуком называются упругие колебания с частотами выше 20.000 Гц).
При захлопывании кавитационных пузырьков возникают ударные волны, под действием которых жировые пленки, покрывающие поверхность деталей, разрушаются. Разрушению жировых пленок способствуют интенсивные колебания не захлопывающихся пузырьков, проникающих между жировой пленкой и поверхностью детали через щели и разрывы пленки. Кавитационные взрывы, происходящие непосредственно у поверхности детали создают большое и мгновенное гидростатическое давление, благодаря которому частицы жира или накипи отрываются от металла и удаляются непрерывным потоком жидкости, создаваемым ультразвуковыми колебаниями. Удалению жировых частиц способствует смачивающее действие жидкости, которое увеличивается благодаря снижению поверхностного натяжения на границе поверхности детали – жировая пленка.
Скорость и качество звуковой очистки зависят от химической активности моющей жидкости.
При удалении грязи дополнительно очистка осуществляется за счет химического взаимодействия растворителя и грязи.
Установки для ультразвуковой очистки детали состоят из ультразвукового генератора типа УЗГ-6, УЗГ-10У, магнитострикционного преобразователя электрических колебаний в упругие механические волны и ванны с раствором для очистки.
В качестве преобразователей применяются магнитострикцион-ные и пьезоэлектрические излуча…40 кГц).
Ультразвуковую очистку целесообразно применять для деталей карбюраторов, топливных насосов, топливной аппаратуры, электрооборудования и, т. е. деталей небольших размеров.
Удаление накипи.
Очистка водяной рубашки блоков и головок цилиндров от накипи производится в специальных камерах, оборудованных рольгангами и центробежным насосом. Блок устанавливается на рольганг и при помощи шланга, присоединенного к боковому фланцу блока, через рубашку прокачивается подогретый до 60…80ºС раствор тринатрийфосфата из расчета примерно 3…5 кг на м³ воды. После удаления накипи рубашка блока промывается чистой водой.
Для удаления накипи применяется и 8…10% раствор соляной кислоты. Для предохранения деталей от коррозии в качестве ингибитора в раствор добавляют 3…4 г уротропина на 1 л. Раствор нагревается до 50…60ºС, продолжительность промывки 50…70 минут. После обработки накипи раствором соляной кислоты необходима промывка водой с добавлением хромпика.
Химико-термическую очистку в расплавах солей и щелочей применяют для удаления нагара, накипи и продуктов коррозии, Очистка стальных деталей производится в ванне с расплавленной каустической содой в течение 5…15 минут при температуре 400…420ºС. Затем детали вынимают и после охлаждения на воздухе до 120…150ºС промывают струей горячей воды и погружают в керосин с минеральным маслом (1…2%) для предотвращения коррозии.
Третьей стадией очистки и мойки деталей является мойка их перед сборкой для удаления загрязнений в процессе хранения и восстановления. Это особенно необходимо для таких деталей, как блоки цилиндров, коленчатые валы, подшипники качения и др. Мойка производится синтетическими моющими средствами или горячей водой. Мойка ведется в специальных моющих машинах.
Очистка поверхности от старой краски может быть произведена различными способами:
- химическим - при помощи различных смывок;
- механическим - ручная чистка при помощи скребков, карцевальных щеток, шлифовальных камней и дробеструйной обдувкой;
- горячим - паяльной лампой или веерной горелкой.
2.3 Методы оценки технического состояния деталей при
ремонте автомобилей
2.3.1 Классификация дефектов деталей
Классификация дефектов деталей позволяет правильно выбрать технологические процессы восстановления деталей; обосновать рациональную специализацию подразделений, занятых восстановлением; производить укрупненные расчеты трудовых и материальных затрат, связанных с восстановлением.
Дефект – каждое отдельное несоответствие продукции установленным требованиям (ГОСТ ).
Устранимый дефект – дефект, устранение которого технически возможно и экономически целесообразно (ГОСТ).
Величина (масштаб) дефектов – количественная характеристика отклонения фактических размеров и (или) формы деталей и их поверхностей от номинальных значений с учетом припусков на подготовительную обработку перед восстановлением.
Дефекты относятся как к отдельным поверхностям, так и к деталям в целом.
Дефекты поверхностей деталей классифицируются по несоответствию размеров (74,9%), формы (19,5%), шероховатости (4,9%), физико-механических свойств (0,2%) и нарушению целостности (0,5%).
Различают следующие группы дефектов, относящихся к деталям в целом:
- нарушение целостности (трещины, обломы, разрывы);
- несоответствие формы (изгиб, скручивание, вмятины);
- нарушение размеров деталей.
При выборе способа и технологии восстановления большое значение имеют размеры дефектов; выделяются три группы размеров:
до 0,5 мм; 0,5…2 мм; свыше 2 мм.
2.3.2 Технические условия на контроль и сортировку
деталей
Технические условия на контроль и сортировку деталей разрабатываются с учетом рабочих чертежей деталей (новых), сборочных чертежей узлов, в которых эти детали установлены, условий их работы и «Руководства по капитальному ремонту автомобилей».
Детали после мойки и сушки подвергаются контролю и сортируются на годные без восстановления, подлежащие восстановлению и подлежащие выбраковке за негодностью.
К годным без восстановления относятся детали, износ которых лежит в пределах допустимых величин, не препятствующих их дальнейшему использованию (детали с допустимым износом). Эти детали направляются на склад годных деталей и далее на сборку.
Детали, износ которых выше допустимых величин, но не относящиеся к группе негодных, подлежат восстановлению и дальнейшему использованию. Они направляются в склад накопления деталей и далее в цеха для восстановления.
Детали, негодные вследствие различных дефектов, направля-ются на склад утиля.
Результаты контроля и сортировки деталей заносят в дефектовочную ведомость, служащую основанием для выдачи годных деталей со склада и выдачи наряда на восстановление изношенных деталей.
2.3.3 Понятие о предельном и допустимом износе
Процесс износа детали во времени обычно изображается кривой (рисунок 2.3.1). Величина и степень интенсивности изнашивания в период приработки зависят от качества поверхности: чем лучше обработаны и пригнаны трущиеся поверхности деталей в соответствии с условиями работы сопряжения, тем меньше их износ.
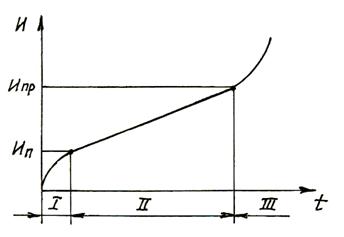
I – приработка, П – нормальная работа сопряжения,
Ш – область интенсивного изнашивания
Рисунок 2.3.1 - Кривая протекания процесса износа деталей во
времени
Предельный износ соответствует точке В и детали подлежат восстановлению или выбраковке.
Допустимый износ соответствует точке Б, деталь может работать без восстановления до следующего капитального ремонта при условии обеспечения точности сборки методами группового или попарного подбора.
2.3.4 Контроль размеров рабочих поверхностей деталей и
погрешностей их формы
Контрольные операции производятся визуально и при помощи инструмента, а в отдельных случаях и приспособлений.
Контроль и сортировка деталей производится преимущественно предельным инструментом. Контроль размеров диаметров шеек различных валов, поршневых пальцев, толкателей, клапанов и т. п., внешних диаметров шлицевых валов, шлицев по ширине производится скобами. Проверка шлицев специальными кольцами-калибрами. Профильные поверхности валов – скобами и шаблонами. Для контроля линейных размеров – шаблоны, внутренних размеров отверстий, шпоночных пазов – гладкие калибры (пробки) и листовые пробки.
Измерение и контроль деталей выполняют теми инструментами и средствами, которые указаны в таблицах дефектации, технических
условиях или требованиях на ремонт.
Классификация средств дефектации:
- измерение размеров деталей - штангенциркуль, микрометры, рычажно-зубчатые приборы, угломер с нониусом, шаблоны, калибры, резьбовые и комплексные шлицевые калибры;
- контроль отклонения формы - индикаторные приспособления, призмы, поверочные линейки, плиты, шаблоны;
- контроль расположения поверхности - индикаторные приспособления, угломеры, струбцина с индикатором, специальная схема с индикатором.
- контроль параметров шероховатости – профилометр;
- контроль твердости поверхности - твердомеры ТШ и ТК;
- контроль целости детали.
Для выявления трещин и других дефектов деталей используют следующие средства:
- магнитный дефектоскоп;
- люминесцентный дефектоскоп;
- ультразвуковой дефектоскоп.
2.3.5 Методы обнаружения скрытых дефектов и
современные способы дефектации
Магнитный метод (выявление трещин).
Основан на возникновении полей рассеивания при прохождении через дефектную деталь магнитного потока. Дефекты обнаруживают с помощью магнитного порошка (сухого или в виде суспензии). Маг-нитную суспензию приготавливают из смеси трансформаторного масла и керосина (1:1) и магнитного порошка (45…50 г на 1 л. смеси).
Магнитные дефектоскопы: М-217, ВИАМ, ЦНВ-3, УМД-900.
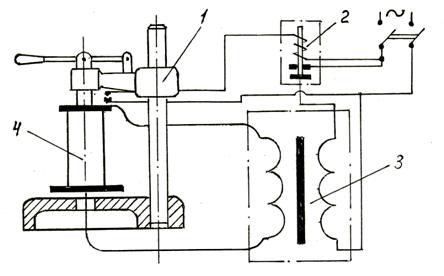
1 – прибор для циркуляции намагничивания;
2 – магнитный пускатель; 3 – трансформатор; 4 – деталь.
Люминесцентный метод (выявление трещин).
Основан на способности некоторых веществ светиться под действием ультрафиолетовых лучей. В качестве флюоресцирующей жидкости используют растворы, содержащие: трансформаторное масло – 0,25 л, керосин – 0,25 л, бензин – 0,25 л и 0,25 л красителя дефектоля зелено-золотистого цвета.
Дефектоскопы: ЛЮМ-1, ЛЮМ-2, ЛЮМ-3, ЛДА-3, ЛД-4.
Ультразвуковой метод (выявление скрытых дефектов).
Основан на явлении распространения в металле ультразвуковых колебаний и отражения их от дефектов, нарушающих плотность металла (трещины, раковины). Дефектоскопы: УЗД-7Н, УЗД-10М, ДУК-5В, ДУК-13ИМ, ДСК-1.
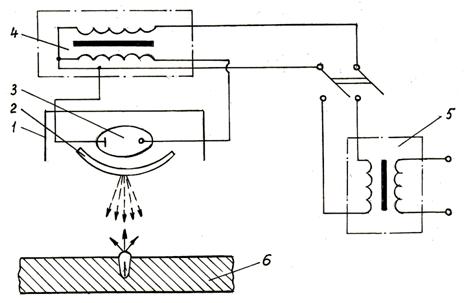
1 – рефлектор; 2 – светофильтр; 3 – ртутно-кварцевая лампа;
4 – высоковольтный трансформатор; 5 – силовой трансформатор;
6 – деталь.
Рисунок 2.3.3 - Схема люминесцентного дефектоскопа
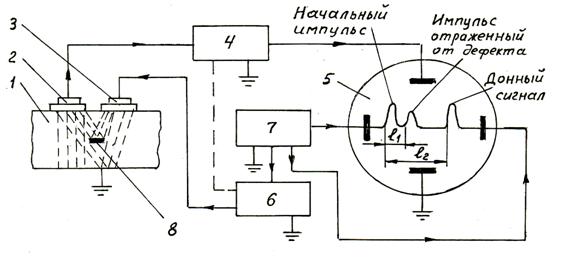
1 – деталь; 2 – приемный щуп; 3 – пьезоэлектрический излуча-
тель (щуп); 4 – ламповый усилитель; 5 – электронно-лучевая
трубка; 6 – импульсный генератор; 7 – генератор развертки;
8 – дефект в детали.
Рисунок 2.3.4 - Схема дефектоскопа, работающего на принципе
отражения ультразвуковых волн
2.3.6 Определение коэффициентов годности и
восстановления деталей
На основании дефектной ведомости, составленной в процессе контроля и выбраковки деталей, определяются коэффициенты годности ![]() , восстановления
, восстановления ![]() и сменности (выбраковки)
и сменности (выбраковки) ![]() .
.



где ![]() - количество годных деталей,
- количество годных деталей,
![]() - количество деталей, требующих восстановления,
- количество деталей, требующих восстановления,
![]() - количество выбракованных деталей, требующих замены,
- количество выбракованных деталей, требующих замены,
![]() - общее число деталей (одноименных).
- общее число деталей (одноименных).
В связи с тем, что детали имеют разные износы рабочих поверхностей (разных) необходим метод, обеспечивающий возможность дифференцированного расчета коэффициентов восстановления не только разных деталей, но и различных рабочих поверхностей их.
Сущность метода расчета коэффициента заключается в следующем. Производится замер деталей, поступающих в ремонт и определяются величины износа деталей.
 - для валов;
- для валов; ![]() - для отверстий.
- для отверстий.
Если число деталей больше 100, то можно построить график полигона распределения износа и по нему определить коэффициент годности и восстановления.
Чтобы теоретически обосновать эмпирический метод определения коэффициентов необходимо знать закон распределения износа деталей.
Интегральная функция распределения по закону Гаусса
 (2.3.1)
(2.3.1)
Степень соответствия эмпирических распределений износов деталей закону модуля разности, рассчитанная по методу Колмогорова для разных деталей, имеет значение в пределах 0,270…0,997.
Для определения процента выхода деталей за пределы допустимого износа, т. е. коэффициентов восстановления деталей, необходимо воспользоваться интегральной функцией распределения по закону модуля разности
 (2.3.2)
(2.3.2)
После замены
 ,
, 
Получим
 (2.3.3)
(2.3.3)
Таблица 2.3.1- Коэффициенты восстановления деталей
Детали | Коэффициент восстановления | |
По данным опыта | По расчету | |
Распределительный вал – опорные шейки Клапан-стержень Толкатель клапана – стержень Вал ведущий КПП – кольцо подшипника маховика Цапфа поворотного кулака – отверстие по наружный подшипник Вал ведомый – шейка Ø 30 мм под роликовый подшипник Вал ведомый – шейка Ø 55 мм под шариковый подшипник | 0,40 0,20 0,63 0,43 0,43 0,59 0,23 | 0,43 0,23 0,71 0,45 0,40 0,64 0,20 |
Зная величину допустимого износа детали по техническим условиям и значению нормированной функции Лапласа Ф(z) по таблицам курсов теории вероятности, можно рассчитать коэффициент восстановления (ремонта) деталей по каждой поверхности.
Общим коэффициентом восстановления данной детали будет максимальное значение его по наиболее изношенной поверхности.
В таблице 2.3.1 приведены значения коэффициентов восстановления изношенных поверхностей различных деталей, определенные эмпирически и расчетом.
2.4 Краткая характеристика технологических методов,
применяемых при ремонте автомобилей
2.4.1 Восстановление деталей – один из основных
источников экономической эффективности ремонта автомобилей
Восстановление и последующее использование изношенных и поврежденных деталей является одним из основных факторов техни-ко-экономической эффективности авторемонтного производства.
Детали автомобилей утрачивают работоспособность в результате изнашивания, усталости металла, механических и коррозийных повреждений.
Многочисленные исследования и практика показывают, что прочность большинства деталей значительно превышает их износостойкость. Детали автомобиля отличаются неравномерной износостойкостью и различной долговечностью. Детали разобранного автомобиля можно разделить на три группы:
- детали негодные, заменяемые в процессе капитального ремонта, т. к. восстановление их экономически нецелесообразно и технически невозможно;
- детали, износ которых не достиг предельного значения, и могут быть использованы без восстановления, составляют 20…25%;
- детали достаточно высокой прочности, но имеющие износ, превосходящий предельное значение, (составляют 40…45%) и их восстановление обеспечивает значительный экономический эффект, т. к. стоимость восстановления не превышает 25…35% стоимости новых деталей.
Детали с допустимым износом и восстановленные составляют примерно 65…70%. Повторное использование этих деталей имеет большое народнохозяйственное значение в решении проблемы снабжения ремонтных предприятий запасными частями.
2.4.2 Классификация технологических методов,
применяемых при восстановлении деталей
Для устранения механических повреждений применяют различные способы сварки, пайки, давления, металлизации, полимерных материалов, слесарной обработки.
Восстановление изношенных сопрягаемых поверхностей деталей осуществляется двумя методами:
- методом восстановления начальной посадки сопряжений путем изменения размеров деталей;
- методом восстановления посадки путем восстановления размеров деталей до их начального (номинального) размера.
При первом методе восстанавливается только посадка сопряжений, при втором – и начальные (номинальные) размеры, и посадка.
Восстановление посадки сопряжений по первому методу осуществляется способом ремонтных размеров, больших или меньших номинального. При этом способе наиболее сложная деталь сопряжения подвергается механической обработке с целью придания ей ремонтного размера и правильной геометрической формы. Другая деталь, сопряженная с нею, восстанавливается или заменяется новой деталью того же ремонтного размера. Хотя посадка при этом восстанавливается, взаимозаменяемость деталей сохраняется лишь частично, в пределах только данного ремонтного размера.
К числу способов восстановления деталей, осуществляемых собственно механической обработкой, относится способ дополнительных деталей. Способ основан на замене изношенной части детали, отдельно изготовленной (дополнительной, ремонтной) деталью. Дополнительная ремонтная деталь, в случае необходимости, может иметь как ремонтные, так и номинальные размеры, поэтому данный способ может применяться как для восстановления только посадки, так и для восстановления размеров и посадки сопряжений.
При втором методе восстановления начальных (номинальных) размеров и посадки производится нанесением на изношенную поверхность детали слоя металла требуемой толщины с последующей механической обработкой поверхности под номинальный размер. Нанесение слоя металла производится различными способами наплавки, гальваническими покрытиями, металлизацией расплавленным металлом.
Среди способов наплавки широкое распространение получили наплавка под флюсом, в среде защитных газов, вибродуговая, а в последнее время и плазменно-дуговая наплавка.
Восстановление деталей гальваническими покрытиями основа-но на осаждении на поверхности деталей слоя металла путем электролиза. Наибольшее применение получило хромирование и железнение.
К химическим способам относится химическое никелирование, которое практически не применяется в авторемонтном производстве.
Восстановление начальных размеров и посадки ряда деталей осуществляется способом давления: раздача, осадка, обжатие.
Полимерные материалы применяются преимущественно для устранения дефектов.
Таким образом, в авторемонтном производстве находят применение большое число разнообразных способов для устранения механических и коррозийных повреждений и восстановления деталей под начальные посадки сопряжений. При этом, необходимо иметь в виду, что для восстановления полной работоспособности деталей обычно применяются не один, а несколько способов, если деталь имеет совокупность разных дефектов.
2.4.3 Методы восстановления размеров изношенных
поверхностей деталей
Восстановление деталей пластической деформацией.
Восстановление деталей обработкой давлением основано на использовании пластических свойств металла. Под пластичностью металлов понимается их способность при определенных условиях под действием нагрузки принимать остаточные (пластические) деформации без нарушения целостности.
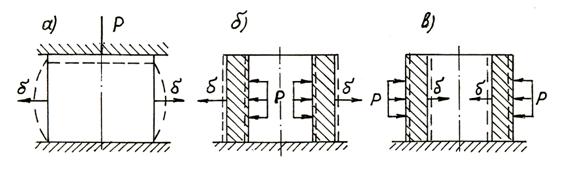
Рисунок 2.4.1 – Схема восстановления деталей давлением
Пластическая деформация при восстановлении деталей осуществляется различными способами: осадкой (рисунок 2.4.1, а), правкой (рисунок 2.4.1, б), обжатием (рисунок 2.4.1,в).
Обработка давлением вызывает не только изменение формы и размеров деталей, но и влияет на механические свойства и структуру металла. Последние определяются теми явлениями, которые происходят в металле детали под влиянием пластической деформации.
Обработка давлением детали может производится в холодном состоянии и после нагрева.
При пластической деформации детали в холодном состоянии происходит перемещение одной части кристалла по отношению к другой по плоскости наиболее легкого сдвига. В результате сдвигов расположение атомов в кристаллической решетке меняется, получается искажение кристаллической решетки, причем цельность кристалла не нарушается.
В отличии от упругой деформации, вызываемой нормальными напряжениями (напряжения, действующие перпендикулярно к плос-кости), пластическая (остаточная) деформация происходит под действием касательных напряжений (напряжения, действующие в самой плоскости).
Пластическая деформация, вызвавшая сдвиги, упрочила металл и повысила его способность сопротивляться пластическим деформациям.
Упрочение металла в результате холодной пластической деформации называется наклепом или нагартовкой.
В результате наклепа механические свойства металла, предел текучести, предел прочности и твердость повышаются, а пластичность снижается.
Изменения механических свойств и структуры металла в результате пластической деформации в холодном состоянии не являются стойкими, и структура металла находится в неустойчивом состоянии.
Нагрев наклепанного металла до температуры 200…300ºС ведет к снятию искажений кристаллической решетки. Прочность и твердость наклепанного металла частично снижаются, а пластичность повышается.
Процесс изменения структуры в результате нагрева металла после холодной пластической деформации называется рекристаллизацией.
Обработка давлением (пластическая деформация) производимая при температуре выше температуры рекристаллизации, при которой металл имеет структуру без следов упрочнения, называется горячей обработкой.
Скорость рекристаллизации сильно повышается с ростом температуры.
Для увеличения пластичности металла и устранения возможности наклепа при горячей обработке металла давлением температура нагрева должна быть значительно больше, чем минимальная температура рекристаллизации. Кроме того, при высоких температурах нагрева требуются меньшие усилия на деформацию и уменьшается опасность появления трещин при деформации.
При горячей обработке давлением большое значение на механические свойства детали оказывает температура начала и конца обработки, т. е. температурный интервал, зависящий от химического состава металла.
Для уменьшения обезуглероживания и окалины поверхностного слоя деталей, особенно цементованных, нагрев необходимо вести в науглероживающей среде, например, в ящиках с карбюризатором или в нейтральной среде, а продолжительность нагрева давать минимальную.
В процессе восстановления деталей горячей обработкой давлением термическая обработка их снимается, поэтому после горячей осадки или раздаче детали необходимо подвергнуть термической обработке согласно чертежу.
Механизированная наплавка.
Наплавка является одним из основных способов восстановления деталей, широко применяемым в авторемонтном производстве. Наибольшее применение получила наплавка плавящимися металлическими электродами в среде защитных газов.
Для обеспечения долговечности восстановленных деталей необходимо учитывать особенности и технологию отдельных способов наплавки, а также различные параметры деталей: материал, поверхностную твердость, характер нагрузки и другие.
При восстановлении деталей наплавкой они подвергаются большим тепловым воздействиям. При этом важно обеспечить деталям требуемые жесткость, прочность и износостойкость. В этом отношении большую роль играют глубина проплавления основного металла, величина зоны термического влияния, структура наплавленного слоя и качество его поверхности. Все эти свойства и эксплуатационная долговечность восстановленных деталей определяются режимами наплавки и возникающими при этом тепловыми воздействиями на деталь, применяемыми материалами (электроды, флюсы, электродная проволока) и другие.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
