

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
![]() - линии границ допускаемых отклонений средних
- линии границ допускаемых отклонений средних
арифметических значений выборок.
Граница регулирования размахов ![]() равна
равна
![]()
Динамика уровня процесса характеризуется линией ![]() , а динамика точности процесса линией
, а динамика точности процесса линией ![]() .
. ![]() .
.
(*) - в допуске,
(+) - завышен,
(-) – занижен.
На контрольной карте наносится отметка в виде стрелки, указывающая на разладку процесса, а продукция, изготовленная между двумя очередными выборками, подлежит сплошному контролю.
Таблица 1.2.2 – Коэффициенты для расчета границ
регулирования
Объем выборки | Коэффициенты | ||
|
|
| |
3 | 0,428 | 1,45 | 0,69 |
4 | 0,500 | 1,56 | 0,65 |
5 | 0,559 | 1,63 | 0,62 |
6 | 0,592 | 1,68 | 0,60 |
7 | 0,622 | 1,72 | 0,58 |
8 | 0,646 | 1,75 | 0,57 |
9 | 0,667 | 1,78 | 0,55 |
10 | 0,684 | 1,81 | 0,54 |
Другие показатели качества данной операции и параметры технологического процесса проверяются обычными методами по каждой выборке и результаты проверки заносятся в инструкционную карту, которая прилагается к картам технологического процесса. Объем выборки 3…10 штук. При большем объеме выборки данный стандарт не применяется.
Контрольная карта, является носителем статистической информации о состоянии технологического процесса, может размещаться на формуляре, перфоленте, а также в памяти компьютера.
1.3 Контроль точности и качества изделий
машиностроительного производства
1.3.1 Понятие о входном, текущем и выходном контроле
точности заготовок и деталей. Статистические
методы контроля
Качество изделия – это совокупность свойств, определяющих его пригодность к выполнению заданных функций при использовании по назначению.
Контроль качества продукции на машиностроительных предприятиях возложен на отдел технического контроля (ОТК). Наряду с этим проверку соответствия качества изделий установленным требованиям осуществляют рабочие, производственные мастера, начальники цехов, персонал отдела главного конструктора, отдела главного технолога и другие.
ОТК обеспечивает приемку объектов производства, материалов и комплектующих изделий, своевременную проверку средств
измерений и их надлежащее содержание, контролирует выполнение мероприятий по техническому учету, анализу и предупреждению брака, осуществляет связь с заказчиками по вопросам качества выпускаемой продукции.
Входной контроль осуществляется применительно к поступающим на завод материалам, комплектующим изделиям и другой продукции, поступающей от других предприятий, либо участков производства данного предприятия.
Операционный (текущий) контроль выполняется по завершении определенной производственной операции и заключается в проверке изделий либо технологического процесса.
Приемочный (выходной) контроль – это контроль готовой продукции, при котором принимается решение о ее пригодности к использованию.
Статистические методы контроля приведены в теме 1.2 (контроль качества методом точечных диаграмм).
1.3.2 Основные понятия и определения качества
поверхности деталей машин
Качество поверхности характеризуется физико-механическими и геометрическими свойствами поверхностного слоя детали.
К физико-механическим свойствам относятся структура поверхностного слоя, твердость, степень и глубина наклепа, остаточные напряжения.
Геометрическими свойствами являются шероховатость и направление неровностей поверхности, погрешности формы (конусность, овальность и др.). Качество поверхности оказывает влияние на все эксплуатационные свойства деталей машин: износостойкость, усталостную прочность, прочность неподвижных посадок, коррозийную стойкость и др.
Из геометрических свойств наибольшее влияние на точность механической обработки и эксплуатационные свойства деталей оказывает шероховатость.
Шероховатость поверхности – совокупность неровностей поверхности с относительно малыми шагами на базовой длине.
Базовая длина – длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности, и для количественного определения ее параметров.
Шероховатость характеризует микрогеометрию поверхности.
Овальность, конусность, бочкообразность и т. д. характеризуют макрогеометрию поверхности.
Шероховатость поверхности деталей различных машин оценивается по ГОСТ 2789-73. ГОСТом установлено 14 классов шероховатости. Классы с 6 по 14 разделяются еще на разделы, по три раздела «а, б, в» в каждом.
Первому классу соответствует максимально шероховатая, а 14-му наиболее гладкая поверхность.
Среднее арифметическое отклонение профиля ![]() определяется как среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины
определяется как среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины ![]() .
.
 (1.3.1)
(1.3.1)
Приближенно:  (1.3.2)
(1.3.2)
Высота неровностей профиля по десяти точкам ![]() – сумма средних арифметических абсолютных отклонений точек пяти наибольших максимумов и пяти наибольших минимумов профиля в пределах базовой длины
– сумма средних арифметических абсолютных отклонений точек пяти наибольших максимумов и пяти наибольших минимумов профиля в пределах базовой длины  .
.
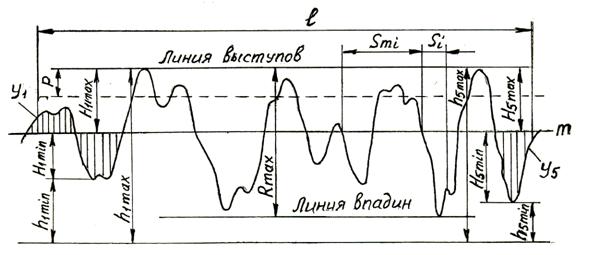
Рисунок 1.3.1 - Параметры качества поверхности.
 (1.3.3)
(1.3.3)
![]() – отклонения пяти наибольших максимумов,
– отклонения пяти наибольших максимумов,
![]() – отклонения пяти наибольших минимумов профиля.
– отклонения пяти наибольших минимумов профиля.
Наибольшая высота неровностей ![]() – расстояние между ли-нией выступов и линией впадин профиля в пределах базовой длины
– расстояние между ли-нией выступов и линией впадин профиля в пределах базовой длины ![]() .
.
Средний шаг неровностей профиля ![]() и средний шаг неровностей профиля по вершинам
и средний шаг неровностей профиля по вершинам ![]() определяется так
определяется так
 (1.3.4)
(1.3.4)
Средняя линия профиля m – базовая линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины средневзвешенное отклонение профиля по этой линии минимально.
Опорная длина профиля L равна сумме длин отрезков bi в пределах базовой длины, отсекаемых на заданном уровне в материале выступов профиля линией, эквидистантной средней линии профиля m. Относительная опорная длина профиля
![]() (1.3.6)
(1.3.6)
где ![]() – базовая длина,
– базовая длина,
Значения указанных параметров, регламентированные ГОСТ, находятся в пределах:
![]() =10…90%; уровень сечения профиля
=10…90%; уровень сечения профиля ![]() = 5…90 % от
= 5…90 % от ![]() ;
;
= 0,01…25 мм; ![]() = 12,5…0,002мм;
= 12,5…0,002мм; ![]() = 12,5…0,002мм;
= 12,5…0,002мм;
![]() = 1600…0,025мкм;
= 1600…0,025мкм; ![]() = 100…0.008мкм.
= 100…0.008мкм.
![]() является основной шкалой для 6-12 классов, а для 1-5 и 13-14 классов основная шкала
является основной шкалой для 6-12 классов, а для 1-5 и 13-14 классов основная шкала ![]() .
.
Обозначения шероховатости и правила нанесения их на чертежах деталей по ГОСТ 2.309-73.
Профилометрами (КВ-7М, ПЧ-3 и др.) определяется численное значение высоты микронеровностей по ![]() в пределах 6-12 классов.
в пределах 6-12 классов.
Профилограф – профилометр «Калибр - ВЭИ» - 6-14 класса.
Для измерения шероховатости поверхности 3-9 классов в лабораторных условиях используется микроскоп МИС-11, для 10-14 класса – МИИ-1 и МИИ-5.
1.3.3 Упрочнение поверхностного слоя
В процессе обработки под влиянием высокого давления инструмента и высокого нагрева структура поверхностного слоя существенно отличается от структуры основного металла. Поверхностный слой получает повышенную твердость вследствие наклепа, и в нем возникают внутренние напряжения. Глубина и степень наклепа зависят от свойств металла деталей, способов и режимов обработки.
При очень тонкой обработке глубина наклепа составляет 1-2 мкм, при грубой до сотен мкм.
Для определения глубины и степени наклепа существует ряд методов:
- косых срезов – исследуемую поверхность срезают под очень малым углом (1-2%) параллельно направлению штрихов обработки или перпендикулярно к ним. Плоскость косого сечения позволяет значительно растянуть глубину наклепанного слоя (в 30-50 раз). Чтобы замерить микротвердость, косой срез травят;
- химическое травление и электрополирование – постепенно удаляется поверхностный слой и измеряется твердость до выявления твердого исходного металла;
- рентгеноскопия – на рентгенограммах искаженной кристал-лической решетки поверхности наклеп выявляется в виде размытого кольца. По мере стравливания наклепанных слоев интенсивность изображения кольца возрастает, а ширина линий уменьшается.
- вдавливанием и царапанием с помощью прибора ПМТ-3, при котором вдавливается алмазный наконечник с ромбическим основанием, с углами между ребрами при вершине 130º и 172º30'. Давление на исследуемой поверхности составляет 0,2…5 Н.
1.3.4 Влияние качества поверхности на эксплуатационные
свойства детали
Эксплуатационные свойства деталей находятся в прямой связи с геометрическими характеристиками поверхности и свойствами поверхностного слоя. Износ деталей в значительной степени зависит от высоты и формы неровностей поверхности. Износоустойчивость детали определяется главным образом верхней частью профиля поверхности.
В начальный период работы в местах контакта развиваются напряжения, часто превышающие предел текучести.
При больших удельных давлениях и без смазки износ мало зависит от шероховатости, при облегченных условиях – зависит от шероховатости.
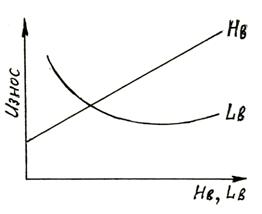
Рисунок 1.3.2 - Влияние волнистости поверхности на износ
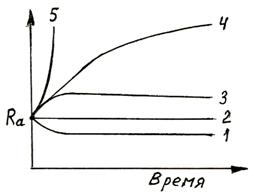
1 – интенсивное сглаживание выступов в начальный период
работы (приработка),
2 – приработка при абразивном изнашивании,
3 – приработка при повышении давления,
4 – приработка в тяжелых условиях работы,
5 – заедание и зазоры.
Рисунок 1.3.3 – Изменение шероховатости в период приработки
в различных условиях работы
Направление неровностей и шероховатость поверхности по разному влияют на износ при различных видах трения:
- при сухом трении износ увеличивается во всех случаях с увеличением шероховатости, но наибольший износ имеет место при направлении неровностей перпендикулярно направлению рабочего движения;
- при граничном (полужидкостном) трении и малой шероховатости поверхности наибольший износ наблюдается при параллельности неровностей направлению рабочего движения; с увеличением шероховатости поверхности износ увеличивается при перпендикулярности направления неровностей направлению рабочего движения;
- при жидкостном трении влияние шероховатости сказывается лишь на толщине несущего слоя.
Необходимо выбирать такой метод обработки резанием, который дает наиболее благоприятное с позиций износа направление неровностей.
Так, коленвалы, работающие при обильной смазке, должны иметь направление неровностей поверхности, параллельное рабочему движению.

шероховатости поверхности на износ
Таким образом, отделочные операции для трущихся поверхностей следует назначать исходя из условий эксплуатации, а не только из удобств обработки резанием.
Поверхности, у которых направление неровностей совпадает, имеет наибольший коэффициент трения.
Наименьший коэффициент трения достигается при расположении направления неровностей на сопряженных поверхностях под углом или произвольно (притирка, хонингование и т. п.).
1.3.5 Формирование поверхностного слоя методами
технологического воздействия
Образование в поверхностном слое детали наклепа препятствует росту имеющихся и возникновению новых усталостных трещин. Этим объясняется заметное повышение усталостной прочности деталей, подвергнутых дробеструйной обработке, наклепыванию шариком, обкатке роликами и другим операциям, создающим в поверхностном слое благоприятно направленные остаточные напряжения. Наклеп снижает пластичность трущихся поверхностей, уменьшает схватывание металлов, что также способствует уменьшению износа. Однако при большой степени наклепа износ может увеличиваться. Влияние наклепа на износ сильнее проявляется у металлов склонных к наклепу.

Управляя процессом резания, можно получить такое сочетание остаточных напряжений и напряжений, возникающих в процессе эксплуатации, которое благоприятно отразится на усталостной прочности.
1.4 Заготовки деталей
1.4.1 Виды заготовок. Методы получения заготовок
При изготовлении первичных заготовок деталей машин требуется максимально снижать их трудоемкость, объем механической обработки и расход материала.
Заготовки изготавливаются различными технологическими методами: отливкой, ковкой, горячей объемной штамповкой, холодной штамповкой из листа, штампосваркой, формообразованием из порошковых материалов, отливкой и штамповкой из пластмасс, изготовлением из проката (стандартного и специального) и другие.
В условиях крупносерийного и массового производства первичная заготовка по форме и размерам должна максимально приближаться к форме и размерам готовой детали.
Коэффициент использования металла должен быть высоким до 0,9…0,95. (Холодная штамповка из листа 0,7-0,75).
![]()
где ![]() – масса детали и заготовки.
– масса детали и заготовки.
1.4.2 Изготовление заготовок литьем
Литыми заготовками в автомобилестроении являются преимущественно корпусные детали – блоки и головки цилиндров, картеры различных агрегатов и узлов, а также ступицы колес и коробки сателлитов дифференциала, гильзы цилиндров.
Корпусные детали в большинстве случаев изготавливаются из серого чугуна отливкой в земляные формы, полученные машинной формовкой по металлическим моделям, стержневые и оболочковые формы.
Заготовки корпусных деталей из алюминиевых сплавов получа-ют отливкой в земляные формы машинной формовкой по металлическим моделям, в стержневые формы и литьем под давлением на литьевых машинах.
Точность отливки в земляные формы составляет 9 класс, а для литья в формы, собираемые из стержней по шаблонам и кондукторам – 7…9 класс.
Отливка заготовок из цветного и черных металлов в постоянные металлические формы – кокиль обеспечивает получение точности отливок 4…7 класса с шероховатостью поверхности 3-4 класса. Производительность труда в 2 раза выше по сравнению с литьем в земляные формы.
Изготовление заготовок из цветных металлов и сплавов литьем под давлением на специальных литьевых машинах применяется для таких сложных тонкостенных отливок, как блоки цилиндров V-образного 8-цилиндрового двигателя автомобиля ГАЗ-53.
Отливка в оболочковые формы обеспечивает получение заготовок 4…5 класса точности и шероховатости поверхности 3…4 класса; применяется для отливок заготовок сложных деталей, например, чугунных коленчатых и распределительных валов двигателей автомобилей «Волга».
Оболочковая форма изготавливается из песчано-смолистой смеси, состоящей по весу из 90 …95% кварцевого песка и 10…5% термореактивной смолы пульвер-бакелита (смесь фенола и формальдегида). Термореактивная смола обладает свойством полимеризации, т. е. перехода в твердое состояние при температуре 300-350º С. Формовочная смесь при помещении в нее металлической модели, предварительно нагретой до 200…250ºС, прилепает к модели, образуя корку толщиной 4…8 мм. Модель с коркой в течение 2…4 минут нагревают в печи при t = 340…390ºС для отвердения корки. Затем модель извлекают из твердой оболочки и получают две полуформы, образующие при соединении оболочковую форму, в которую заливают металл.
Изготовление полуформ производится при помощи высоко-производительных автоматических машин.
Отливки по выплавляемым моделям, получаемым прессованием легкоплавких материалов, например, парафина со стеарином, позволяет иметь заготовки сложной формы высокой точностью (2…3 класса) с шероховатостью поверхности 4…5 класса (шлицевые валики, зубчатые колеса и т. п.).
1.4.3 Изготовление заготовок давлением
Горячая штамповка широко применяется для изготовления заготовок стальных коленчатых и распределительных валов, поворотных цапф, крестовин кардана и дифференциала, шестерен коробок передач и задних мостов и других. Штамповку ведут на прессах или молотах. Точность заготовок 7-8 классы. Штамповка заготовок коленчатых и распределительных валов на ковочных прессах на 25-45% снижает припуск на механическую обработку, в 1,5-2 раза повышает производительность труда и уменьшает штамповочные уклоны до 2-3º по сравнению со штамповкой на молотах.
Заготовки штампуют в одном или нескольких ручьях, выполненных в одном штампе. Например, штамповку распределительных валов ведут в трех ручьях. В первом ручье производится подкатка, во втором и третьем – предварительное и окончательное формообразование.
Прогрессивным способом является горячая штамповка на горизонтально-ковочных машинах (ГКМ), обеспечивающая высокое качество поковок благодаря расположению волокон в наиболее выгодном направлении.
Масса заготовок 0,1…100 кг. При этом заготовки простой фор-мы можно получить без облоя, а сложной формы с облоем не более 1% массы заготовок.
После горячей штамповки производится нормализация.
Холодная штамповка (высадка) применяется для изготовления заготовок крепежных и некоторых малогабаритных деталей. Применяется высадка с нагревом Т. В.Ч. части заготовки, например, заготовка толкателей клапанов.
Высадка осуществляется из калиброванного металла на высадочных прессах-автоматах.
Холодной листовой штамповкой в автомобилестроении изготавливают детали кузова, диски колес, масляные картеры, кожухи, колпаки и другие.
Заготовками из сортового материала являются горячекатаные прутки для обработки деталей на токарно-револьверных станках, более точные холоднотянутые (калиброванные) прутки для изготовления деталей на токарных автоматах; горячекатаные профили, гнутые профили, проволоки и другие.
Из калиброванного материала изготавливают поршневые пальцы, шкворни, ползунковые валики КПП. Точность калиброванных прутков 3-4 класс.
1.4.4 Получение заготовок другими способами
Штампосварные заготовки (картер заднего моста автомобиля ЗИЛ-130).
Изготовление заготовок из металлокерамических материалов, например, направляющих втулок клапанов двигателей ЗИЛ-130. В прессформах под давлением МПа при температуре ниже точки плавления основного компонента.
Железомедные, медно-графитовые и другие.
Изготовление деталей из пластмасс: прессование, литье под давлением, волочение и экструзия, напыление всевозможных деталей.
1.4.5 Понятие о припуске на обработку. Методы определения операционных и общих припусков на обработку заготовок. Определение операционных размеров и допусков
Припуском на обработку называется слой металла, снимаемый с заготовки в процессе механической обработки для получения готовой детали.
Завышенные припуски на обработку – расход металла в стружку, увеличение трудоемкости и себестоимости изготовления детали.
В то же время недостаточные припуски на обработку не обеспечивают удаления поверхностного дефектного слоя и требуемую точность и чистоту поверхности, увеличивают брак и повышают стоимость обработки.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
