

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Таким образом, технологичная конструкция наряду с высокими эксплуатационными качествами должна обеспечить минимальные трудоемкость, материалоемкость и себестоимость изделия.
Технологичность конструкции оценивают посредством системы показателей, которая включает: основные показатели; дополнительные показатели – технико-экономические и технические; уровень технологичности конструкции по трудоемкости и по себестоимости изготовления.
К основным показателям технологичности относятся трудоемкость изготовления изделия и технологическая себестоимость, определяемая суммой затрат на выполнение технологических процессов изготовления изделия без учета покупных изделий.
В технологическую себестоимость входят: стоимость материалов, заработная плата производственных рабочих, расходы на энергию и ее носители, стоимость технического обслуживания, ремонта и амортизации оборудования, инструмента, приспособлений, смазочных, обтирочных, охлаждающих материалов.
К технико-экономическим показателям относятся относительная и удельная трудоемкости, относительная и удельная себестоимости и др.
К техническим показателям относятся коэффициенты:
- унификации изделия;
- стандартизации изделия;
- применения типовых технологических процессов;
- использования материалов;
- точности обработки;
- шероховатости поверхности и другие.
Уровень технологичности конструкции по трудоемкости изготовления – отношение достигнутой трудоемкости изготовления изделия к базовому показателю трудоемкости изготовления.
Уровень технологичности конструкции по себестоимости изготовления – отношение достигнутой технологической себестоимости изготовления изделия к базовому показателю технологической себестоимости.
Наиболее совершенным показателем технологичности конструкции является стоимость изготовления изделия, дающая полную характеристику технологичности конструкции.
Если оценка технологичности конструкции по основным показателям не дает полного представления об исследуемом изделии, то сравнение ведется дополнительно по вспомогательным показателям оценки на технологичность.
1.6.2 Технологичность конструкции исходя из условий
сборки
Технологичность сборочной единицы – совокупность свойств конструкции сборочной единицы, проявляемых в возможности оптимальных затрат труда, средств, материалов и времени при технической подготовке ее производства, изготовлении, эксплуатации и ремонте, а также обеспечении технологичности изделия, в состав которого она входит.
При отработке конструкции на технологичность необходимо стремиться к минимальному количеству деталей в сборочной единице.
Технологичная конструкция изделия должна обеспечить независимую и параллельную сборку без пригонки отдельных деталей и агрегатов. Это решается за счет более удачной разбивки изделия на самостоятельные сборочные единицы и агрегаты.
Удобство в сборке можно достичь рядом конструктивных приемов, которые приводятся ниже.
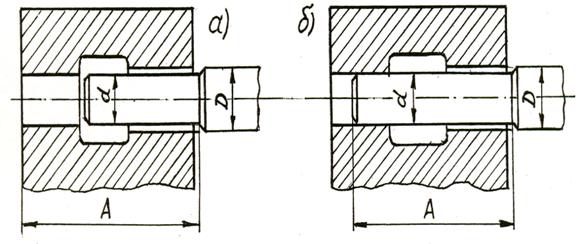
а) нетехнологично б) технологично
Рисунок 1.6.1 - Монтаж ступенчатого валика с корпусом
При сборке в серийном и массовом производстве не следует допускать механической обработки по доделке отдельных деталей.
Технологичность конструкции с позиций сборки должна отвечать типу производства.
Слишком жесткие требования усложняют сборку и обработку резанием, а расширение допусков может привести к снижению эксплуатационных показателей машины. Оптимально решить этот вопрос можно с помощью размерного анализа.
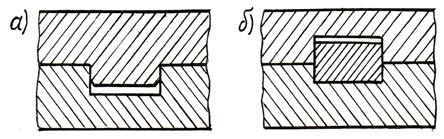
а) нетехнологично; б) технологично
Рисунок 1.6.2 - Фиксирование деталей при сборке
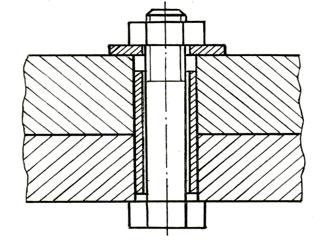
Рисунок 1.6.3 - Соединение деталей с помощью проставных
втулок
Соединение детали с валом с помощью сегментной шпонки более технологично, чем призматической шпонкой.
Фиксирование шлицевыми соединениями является технологичным способом.
Фиксирование гаек и болтов осуществляется контргайками, пружинными шайбами, разводными шплинтами, отгибными шайбами и другие.
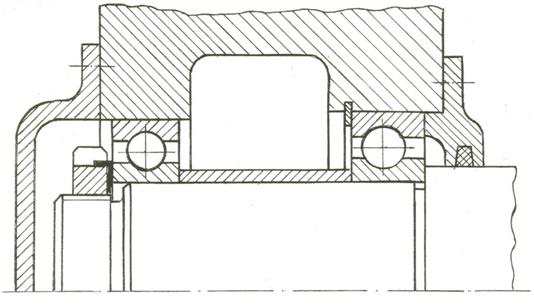
1.6.4 - Монтаж вала на подшипниках качения (технологично)
При монтаже червячных и зубчатых конических передач регулировка зазора в зацеплении осуществляется регулировочными прокладками.
1.6.3 Технологичность конструкции исходя из условий
обработки резанием
Форма детали должна быть по возможности простой, чтобы не требовалось изготавливать специальные инструменты сложной конструкции или разрабатывать специальные процессы для обработки этой детали.
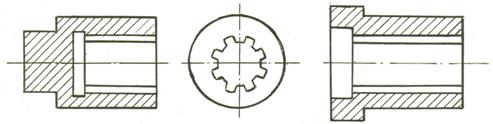
а) нетехнологично; б) технологично
Рисунок 1.6.5 – Конструкция детали с отверстием со шлицами
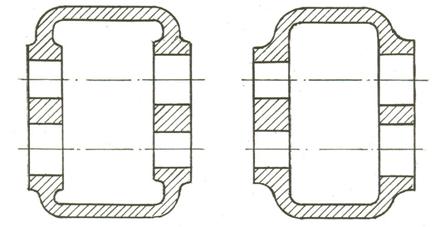
а) нетехнологично; б) технологично
Рисунок 1.6.6 – Конструкция корпуса с отверстиями под валы
1.6.4 Технологичность литых заготовок
При разработке конструкции литой детали необходимо обеспечить плоский разъем модели, что упрощает применение машинной формовки. Внутренние стенки отливки должны быть тоньше внешних стенок, поскольку последние быстрее остывают. Необходимо избегать скоплений материала на пересечении стенок, выступах или приливах, т. к. они способствуют образованию усадочных раковин.
1.6.5 Технологичность деталей из пластмасс
При разработке деталей из пластмасс следует избегать поднутрений, затрудняющих извлечение деталей из прессформ. Наличие поднутрений требует применения различных матриц, боковых объемных знаков и других устройств, резко повышающих стоимость изготовления и эксплуатации прессформы.
Детали из пластмасс не должны иметь острых углов и кромок. Не допускаются резкие переходы в сечениях детали, т. к. они могут вызвать коробление, а в некоторых случаях и образование трещин из-за неравномерной усадки.
Не рекомендуется армировать тонкостенные детали из пластмасс.
Если конструкцией детали предусмотрены ребра жесткости, то их следует располагать по направлению, совпадающему с направлением прессования. Открытые торцы детали следует усиливать буртиками по всему периметру торца – это предохранит деталь от возможного растрескивания.
1.7 Проектирование технологических процессов
механической обработки
1.7.1 Проектирование технологических процессов обработки
деталей машин
Основной задачей разработки технологических процессов является обеспечение при заданной программе выпуска деталей высокого качества при минимальной себестоимости.
Исходные данные для разработки технологического процесса:
- рабочий чертеж детали и чертеж сборочной единицы;
- программа выпуска деталей;
- чертеж заготовки;
- сведения об оборудовании, необходимом для изготовления
детали;
- вспомогательные материалы: стандарты и нормали на
режущий и мерительный инструмент; нормали и альбомы приспособлений; руководящие материалы, нормативы и
справочная литература по расчету припусков на обработку, по
выбору режимов резания и другие.
Разработка технологического процесса состоит из двух стадий:
- составление плана (маршрута) операций;
- разработка операций процесса.
В первой стадии производится разделение технологического процесса на отдельные операции и последовательность их выполнения, степень концентрации операции на основе выбора установочных баз, оборудования, приспособлений и т. д.
Разделяя техпроцесс на черновые, чистовые и отделочные операции, выявляют наиболее ответственные поверхности, требующие многократной обработки поверхности, которые целесообразно обрабатывать совместно с другими или допускающими обработку в отдельной операции и т. п.
Учитывается место выполнения термической обработки, предусмотренной чертежом детали.
Термообработка производится с целью:
- снятия внутренних напряжений в материале заготовки и улучшения их обрабатываемости;
- для получения механических свойств детали, заданных рабочим чертежом.
Для достижения требуемой точности деталей необходимо стремиться к минимальному числу операций после термической или химико-термической обработки с тем, чтобы избежать погрешностей, связанных с установками и базированием деталей.
Во второй стадии подробно разрабатывают отдельные операции процесса:
- выбирают станок;
- определяют операционные размеры и допуски;
- выбирают приспособления и инструмент;
- определяют режимы резания;
- производят нормирование операции.
Контроль размеров деталей в мелкосерийном производстве осуществляется универсальным мерительным инструментом, штангенциркулем, микрометрами, индикаторами и т. п. В массовом производстве применяются калибры, специальные контрольные приборы и приспособления, в том числе для активного контроля.
Выбор режимов резания производят по нормативам с учетом требуемой точности обрабатываемой поверхности, внося в них необходимые уточнения.
Технологический процесс оформляется в соответствии с единой системой технологической документацией ЕСТД – ГОСТ 3.1102-70.
1.7.2 Типизация технологических процессов. Особенности проектирования техпроцессов при поточно-автоматизированном производстве
Содержание числа технологических процессов и разработка общих принципов их проектирования могут быть осуществлены на основе типизации технологических процессов, базирующихся на классификации деталей по конструктивно-технологической однородности. Под классификацией деталей понимается сведение в группы и классы деталей, близких по своей конструктивно-технологической однородности – размеру, величине выпуска, способу заготовки, форме, точности и общности способа их изготовления.
Под типизацией техпроцесса понимается создание принципиальных технологических процессов изготовления всех деталей данного класса, являющихся основой для разработки оптимального технологического процесса изготовления конкретной детали этого класса в различных производственных условиях.
Классификация всех деталей по содержит 15 классов: 1) валы; 2) втулки; 3) диски; 4) эксцентриковые детали; 5) крестовины; 6) рычаги; 7) плиты; 8) шпонки; 9) стойки; 10) угольники; 11) бабки; 12) зубчатые колеса; 13) фасонные кулачки; 14) ходовые винты и червяки; 15) мелкие крепежные детали.
Применительно к машинам среднего размера известна классификация , состоящая из шести классов: 1) корпусные детали; 2) круглые стержни; 3) полые цилиндры; 4) диски; 5) некруглые стержни; 6) крепежные детали.
Пять первых классов по размерам деталей разделяют на четыре группы: а) крупные; б) средние; в) небольшие; г) мелкие.
В автоматической поточной линии рабочие зоны смежных станков связаны между собой транспортирующими устройствами и в каждой зоне работает загрузочное устройство или иной механизм, обеспечивающий установку и снятие обрабатываемой детали. Это обуславливает некоторые дополнительные требования к операциям технологического процесса.
- каждая операция должна быть рассчитана на выполнение только в одну установку детали;
- все переходы операции должны быть однопроходными.
1.7.3 Особенности проектирования технологических процессов обработки деталей на станках с программным управлением
В процессе проектирования операций на станках с ЧПУ необходимо стремиться к максимальной концентрации выполняемых в них технологических переходов, что ограничивается погрешностями обработки от перераспределения напряжений, а также возможностями станков (числом координат, кинематикой перемещений, количеством устанавливаемого режущего инструмента).
Специфичным для станков с ЧПУ является выбор исходной точки, или привязка систем координат детали (СКД) и инструмента (СКИ) к системе координат станка (СКС). Под исходной точкой понимается положение исполнительного органа, из которого он начинает перемещаться по программе. Ее координаты определяются относительно нулевой точки станка. Нулевая точка станка – это положение начала его координатной системы. В станках с ЧПУ принята правосторонняя прямоугольная система XYZ. Ось Z всегда направлена параллельно оси вращения шпинделя. Положительное направление совпадает с направлением выхода сверла из детали. Ось Y направлена перпендикулярно плоскости направляющих, которые параллельны оси Z . Ось X перпендикулярна плоскости ZY. Вращение вокруг осей X, Y, Z обозначают соответственно А, В, С. Если станок имеет несколько суппортов, шпинделей и т. д., то перемещения обозначаются U, V, W, а вращения D и Е.
СКД служит для задания опорных точек траектории взаимного перемещения заготовки и инструмента. Под опорными точками понимаются точки, в которых изменяются либо скорость, либо направление перемещения.
Кодирование операции выполняют по инструкциям, входящим в состав техдокументации на станок. Кодом называется система числовых и буквенных символов и символов знаков, комбинациями которых может быть однозначно выражена информация, составляющая программу обработки. В СНГ принят международный код ISO-7вit.
Информацию кодируют по кадрам. Под кадром подразумевается фраза кодирования, законченная по смыслу, с той особенностью, что в ней не повторяются слова.
Под словом подразумевается какая-либо функция, выполняемая станком.
Кадр имеет единую структуру NGXYZUVWABCFSTMLE
где:
N – номер кадра;
G – подготовительная функция;
X,Y,Z,U,V,W,A,B,C – геометрическая информация о
перемещениях;
F,S,T – технологическая информация о подаче, частоте
вращения шпинделя и номере инструмента;
M – вспомогательная функция;
L,Е – конец кадра (перевод строки).
Состав кадра может меняться, т. е. могут быть пропущены отдельные слова.
В некоторых оперативных установках ЧПУ, например, «Электроника НЦ-31», кадр состоит из одного слова.
Создание системы автоматизированного проектирования техно-логического процессов (САПР ТП) базируется на формальном представлении всей совокупности процессов инженерной деятельности во время разработки ТП. Функционирование любой вычислительной системы представляет собой взаимодействие трех основных частей: технической, программной и информационной.
Основные принципы, лежащие в основе САПР ТП:
- САПР ТП – это человеко-машинная система, в которой для автоматизации деятельности специалистов-технологов имеется информационно-вычислительная система;
- САПР ТП – это открытая развивающаяся система, т. е. созданный вариант системы может быть расширен;
- как любая проектирующая система САПР ТП основана на принципах иерархии; блочно-модульный принцип создания вычислительной системы сохраняется на всех уровнях разработки ТП;
- САПР ТП состоит из совокупности информационно согласованных подсистем, с помощью которых можно получить законченные решения, т. е. в процессе разработки ТП идет обмен информацией, отдельные блоки вычислительной системы функционируют в строго определенной последовательности и только при наличии информации от решения задачи на предыдущих шагах проектирования.
Состав и виды обеспечения САПР:
- информационное обеспечение – совокупность сведений, необ-ходимых для выполнения проектирования;
- математическое обеспечение – математические методы, моде-ли и алгоритмы;
- программное обеспечение – совокупность программ, реализующих алгоритмы, методы и модели принятия решений;
- лингвинистическое обеспечение – совокупность языков фор-мального описания алгоритмов решения, термины, определения, правила формализации естественного языка, представления методик, например, разработка ТП;
- организационно-методическое обеспечение – документы, определяющие состав видов обеспечения вычислительной системы, описание ввода САПР в эксплуатацию, формы представления результатов проектирования.
1.8 Основы проектирования приспособлений
1.8.1 Назначение приспособлений и классификация приспособлений. Основные элементы приспособлений
Станочными приспособлениями называют устройства, помещаемые на станке и предназначенные для установки и закрепления обрабатываемых заготовок или режущих инструментов.
Приспособления для установки и закрепления режущего инструмента называют вспомогательным инструментом.
Все приспособления можно разделить на три группы: универсальные, специализированные и специальные.
Универсальные приспособления являются приспособлениями общего назначения, не требующими наладки, и применяются для обработки различных деталей: патроны, люнеты, центры, поводковые устройства, используемые при обработке на токарных и шлифовальных станках, тиски, поворотные столы, делительные устройства к фрезерным станкам и другие.
Специализированные приспособления относятся к числу универсальных приспособлений, требующих переналадки для обработки различных по форме и размерам деталей.
Универсальные и специализированные приспособления обычно нормализуются. В связи с этим переналаживаемые приспособления подразделяются на универсально-наладочные и универсально-сборные приспособления.
В универсально-наладочных приспособлениях переналадка производится при помощи дополнительных или сменных элементов, например, сменных кулачков патронов, сменных губок к тискам, поворотных стоек и других.
Универсально-сборные приспособления состоят целиком из нормализованных узлов и деталей.
Специальные приспособления предназначаются для одной определенной операции по обработке данной детали и изготавливаются единицами, реже два экземпляра.
Универсальные приспособления проектируются и изготавливаются станкостроительными заводами, в то время как проектирование и изготовление специальных приспособлений осуществляются самим предприятием, производящим автомобили.
Элементы приспособлений:
- установочные;
- зажимные;
- силовые устройства для привода зажимов;
- направляющие для режущего инструмента;
- делительные;
- корпусные;
- вспомогательные и крепежные.
Установочные элементы - основные и вспомогательные. Основные определяют положение детали относительно режущего инструмента, вспомогательные – придают дополнительную жесткость или устойчивость во избежание деформаций, прогиба и вибрации.
Штыри, опорные пластины, призмы, пальцы.
Зажимные элементы:
- винтовые;
- эксцентриковые;
- клиновые;
- рычажные.
Это простые зажимные устройства.
Комбинированные, называемые прихватами, представляют собой сочетание нескольких простых зажимов, например, винтовых зажимов с рычажными или клиновыми.
По виду привода зажимные устройства делятся на ручные, механизированные и автоматизированные.
В механизированных силовых приводах винтовые и эксцентриковые зажимы не применяются, используются комбинации рычажных и клиновых.
Наиболее распространенные приводы: пневматические, гидравлические и пневмогидравлические.
Пневматические: поршневые и диафрагменные одностороннего и двустороннего действия.
Элементы для направления инструмента.
В приспособлениях для обработки отверстий сверлами, зенкерами и развертками на сверлильных станках, а также при растачивании отверстий резцами, установленными в борштанге, или резцовыми головками на расточных станках в качестве направляющих элементов применяют кондукторные втулки (постоянные, сменные и быстросменные).
Делительные устройства состоят из делительной плиты и фиксатора. В делительной плите по числу позиций имеются отверстия или пазы, в которые входит фиксатор.
Корпуса приспособлений предназначены для монтажа всех элементов приспособления. Должны быть жесткими.
Вспомогательные элементы: выталкиватели, опорные ножки корпусов, ручки, направляющие шпонки, различные крепежные детали.
1.8.2 Универсально-сборные приспособления
В замкнутой системе станок – приспособление для детали – обрабатываемая деталь – режущий инструмент – приспособление для инструмента – станок, коротко в системе обработки (рисунок 1.8.1), конечными звеньями являются деталь и инструмент, приспособления служат промежуточными звеньями, а станок объединяет все звенья в единую систему.
Универсально-сборные приспособления состоят из набора нормализованных деталей, из которых можно компоновать различные приспособления в мелкосерийном производстве. После использования приспособления его разбирают и детали сдают на склад; затем из них могут быть собраны новые компоновки.
Детали основного набора разбиваются на следующие группы:
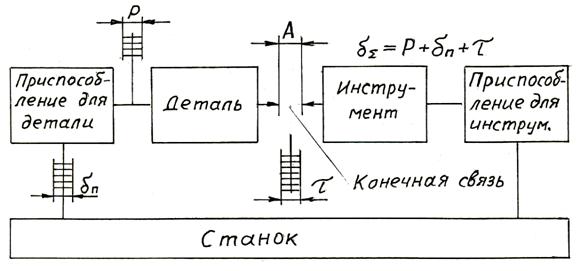
Рисунок 1.8.1 - Схема системы обработки
- базовые детали (квадратные и прямоугольные плиты, планшайбы, базовые угольники, кольца), лицевая сторона которых снабжается Т – образными пересекающимися пазами;
- корпусные и опорные детали (призмы, угольники, подкладки и опоры различной конфигурации), также снабженные Т-образными пазами, прорезями и отверстиями для выполнения различных компоновок;
- установочные детали (шпонки, пальцы, переходные втулки, фиксирующие штыри);
- направляющие детали (кондукторные втулки, кондукторные планки, колонки, валики);
- прижимные детали (прихваты различных типов и другие детали);
- детали для крепления элементов УСП (винты, болты, шпильки резьбовые, гайки, шайбы);
- разные детали (рукоятки, планки, эксцентрики, пружины );
- нормализованные неразборные узлы (регулируемые по высоте опоры, зажимы, делительные устройства).
1.8.3 Методика проектирования и основы расчета
приспособлений
При проектировании технологического процесса намечают принципиальные схемы конструкций специальных приспособлений.
Конструирование станочного приспособления целесообразно начинать с изучения рабочих чертежей детали и заготовки, технологического процесса и чертежа наладки на операцию, для которой проектируется приспособление станка, после этого определяют тип и размер установочных элементов, их количество и взаимное положение. Затем устанавливают место приложения сил зажима и определяют величину их по силам резания, которые известны из технологического процесса.
Исходя из времени на зажим и разжим заготовки, ее конфигурации и точности, а также места приложения и величины силы зажима, устанавливают тип зажимного устройства и его основные размеры. После этого выбирают тип и размеры деталей для направления и контроля положения режущего инструмента, а также выявляют необходимые вспомогательные устройства.
Проектирование приспособления начинают с нанесения на лист контуров заготовки. В зависимости от сложности схемы приспособ-ления вычерчивают несколько проекций заготовки. Проектирование общего вида приспособления осуществляют методом последователь-ного нанесения отдельных его элементов вокруг контура заготовки: установочных элементов (опор), зажимных устройств, деталей для направления инструмента и вспомогательных устройств. Затем определяют контуры корпуса приспособления.
Производят расчет сил зажима и на прочность детали приспособления, проверяют корпус на жесткость.
1.9 Технологические процессы обработки типовых деталей
1.9.1 Корпусные детали
Корпусные детали служат для размещения в них отдельных сборочных единиц и деталей. Детали этого класса характеризуются сложной формой. У них нет простых и надежных поверхностей, которые могли бы служить базами при установке их в станочных приспособлениях для обработки. Поэтому обработка и транспортирование корпусных деталей от станка к станку происходит, как правило, в специальном приспособлении – спутнике.
Технологическими базами при обработке часто используют плоскость и два точных отверстия. Базы остаются неизменными на протяжении всего технологического процесса обработки заготовки, что обеспечивает высокую точность обработки и позволяет использовать на всех операциях приспособления однообразной конструкции. Если базовые поверхности корпусной детали не имеют достаточной протяженности или на ней отсутствуют базовые отверстия, то создают дополнительные (технологические) площадки с отверстиями на них и деталь обрабатывают от этих баз.
Для обработки корпусных деталей широко используют автоматические линии, на которых выполняются разнообразные механические операции резанием – фрезерование, протягивание, сверление, нарезание резьбы, растачивание, хонингование и другие. Кроме обработки резанием на автоматических линиях выполняют отдельные сборочные операции (запрессовка втулок, затягивание болтов), промывку, испытание и контроль.
Корпусные детали изготавливают главным образом в виде отливок из серого и ковкого чугуна или из алюминиевых сплавов, а также они бывают штампосварными.
Габаритные размеры и масса литых корпусов, материал и способ получения заготовок являются важными характеристиками, определяющими толщину стенок деталей.
Штампосварные детали по сравнению с отливками из чугуна имеют меньшие габаритные размеры и массу, они компактнее. Отдельные части штампосварной детали могут быть изготовлены из различных конструкционных материалов: наиболее нагруженные – из высокопрочных легированных сталей, менее нагруженные – из малолегированных или углеродистых сталей. В качестве частей штампосварных деталей могут быть использованы сортовой и фасонный прокат, штампованные части и отливки.
Конструктивные формы и размеры корпусных деталей автомобилей весьма разнообразны. Поэтому технологические процессы их изготовления также различны.
Цельнолитые корпуса обладают высокой жесткостью, большой массой и габаритами. Такую конструкцию применяют в автомобилях большой грузоподъемности. Картера задних мостов таких автомобилей изготавливают из литейных сталей, а кожухи полуосей – из стальных труб; картеры автомобилей небольшой грузоподъемности – из ковких чугунов.
Заготовки цельнолитых картеров изготавливают литьем в сырые песчаные формы, полученные машинной формовкой по металлическим моделям.
Точность отливок по 17 квалитету. Обработка резанием таких заготовок требует значительных затрат из-за больших припусков и громоздкости конструкции.
Штампосварные корпуса применяют в автомобилях средней и малой грузоподъемности, а также в малолитражных легковых автомобилях. Эта конструкция имеет малые габариты и массу, а также более высокий коэффициент использования металла. Недостатки: относительно малая жесткость, более высокая трудоемкость изготовления и стоимость. Для повышения жесткости картера приваривают ребра или диски жесткости, косынки и другие.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
