
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
В натуральных значениях факторов уравнение имеет вид
Y = - 10,72 + 2,78.V2 + 0,65.V3 + 0,0112 .V2.V3
Из полученных уравнений следует, что на выход каучука в наибольшей степени влияет расход ДМДААХ (фактор V2), значительно меньше - концентрация дисперсной фазы (фактор V3), незначительное воздействие оказывает парное взаимодействие этих факторов. С ростом V2 и V3 выходная величина растет. Концентрация водного раствора ДМДААХ (фактор V1) не оказывает влияния на выход каучука.
Выход каучука составляет 51,12 % при расходе ДМДААХ равном 17,5 кг/т каучука и концентрации дисперсной фазы 15,55 %.
На основе каучука СКС-30 АРК, выделенного ДМДААХ из латекса, были приготовлены резиновые смеси с использованием общепринятых компонентов. Вулканизацию приготовленных резиновых смесей проводили при 143 оС в течение 60 минут. Приготовленные вулканизаты подвергали испытаниям согласно ТУ 38.40355-99. Анализ полученных результатов показал (табл. 10), что по всем своим показателям каучук, резиновые смеси и вулканизаты на его основе соответствуют предъявляемым требованиям.
Таблица 10
Результаты испытаний каучука СКС-30 АРК, резиновых смесей и
вулканизатов на его основе
Наименование Показателей | ТУ 38.40355-99 | Результаты испытаний |
Вязкость по Муни каучука,
| 48-58 | 53,0 |
Массовая доля летучих веществ, %, | не более 0,8 | 0,25 |
Массовая доля антиоксиданта (агидол-2), % | 0,7-1,2 | 1,0 |
Массовая доля золы, %, не более | не более 0,50 | 0,25 |
Массовая доля связанного стирола, % | 22,5-24,5 | 22,8 |
Вязкость по Муни резиновых смесей, усл. ед. | - | 64,0 |
Напряжение при 300 % удлинении, Мпа | Не менее 13,0 | 18,8 |
Условная прочность при разрыве, Мпа | не менее 22,5 | 24,6 |
Относительное удлинение при разрыве, % | Не менее 420 | 530 |
Относительная остаточная деформация после разрыва, % | - | 12 |
Эластичность по отскоку; % | - | 40 |
Твердость по Шору, усл. ед. | - | 64 |
Раздир, кН/м | - | 51 |
Коэффициент теплового старения - по прочности; - по относительному удлинению | - | 0,69 0,42 |
На основе проведенных исследований можно сделать следующие выводы :
- наиболее существенное влияние на выход крошки каучука оказывает расход ДМДААХ;
- меньшее влияние оказывает концентрация дисперсной фазы;
- концентрация водного раствора ДМДААХ не оказывает влияния на процесс коагуляции;
- выделяемый каучук, а также резиновые смеси и вулканизаты полученные на его основе соответствуют предъявляемым требованиям.
3.3 Выделение каучука из латекса полидиметилдиаллиламмоний
хлоридом (ВПК-402)
Наиболее перспективными коагулянтами для выделения бутадиен-стирольного каучука из латекса могут служить полимеры и сополимеры на основе ДМДААХ и в частности его гомополимер – ПДМДААХ (ВПК-402),
Проведенными исследованиями установлено, что полноту выделения
каучука из латекса достигали при расходе ПДМДААХ 3,5-4,0 кг/т каучука.
Одним из определяющих факторов процесса коагуляции латекса СКС-30 АРК при использовании в качестве катионного полиэлектролита ПДМДААХ можно считать нейтрализацию заряда латексных частиц, что приводит к падению устойчивости системы. Нейтрализация поверхностного заряда
латексных глобул протекает в результате химического взаимодействия катиона коагулянта и аниона ПАВ-стабилизатора, входящего в состав адсорбционного слоя на поверхности латексных частиц. В результате реакции образуется нерастворимый и недиссоциирующий в воде комплекс:
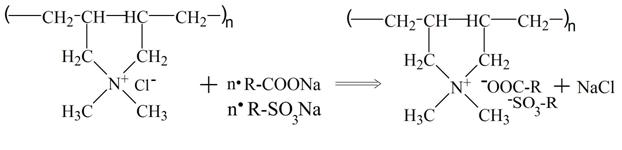
Выделяющийся в результате данного взаимодействия хлорид натрия будет усиливать начавшийся процесс флокуляции.
С практической точки зрения целесообразно оценить влияние концентрации ПДМДААХ на полноту выделения каучука из латекса. Интерес к проведению данного исследования основан на том, что в промышленных масштабах ПДМДААХ выпускается в виде водных растворов с концентрацией 40-45 %. Однако, применение растворов с высо-ким содержанием полиэлектролита может привести к концентрационным перепадам в коагулируемом объеме и привести к дестабилизации техногологического процесса. Это связано с тем, что в местах повышенного содержания полиэлектролита в латексе, даже в отсутствии подкисляющего агента, начинается коагуляция с образованием мелкодисперсной крошки каучука. Отмеченное явление приводит к безвозвратной потере каучука в виде мелкодисперсной крошки цехами выделения с серумом и промывными водами. Такое нарушение технологического процесса приводит к снижению производительности и повышению загрязнению сточных вод мелкодисперс - ной крошкой с последующим поступлением её на очистные сооружения. Однако проведенные экспериментальные исследования не подтвердили в полной мере вышеприведенные предположения. Расход катионного полиэлектролита при расчете на 1 т каучука при изменении концентрации ПДМДААХ рабочего раствора с 44,8 до ~ 2,0 % сохранялся практически на том же уровне (табл. 11). Это свидетельствует о том, что возникающие концентрационные перепады в точке ввода катионного полиэлектролита в латекс не приводили к нарушению режимов коагуляции и захвату макромолекул полиэлектролита, образующейся крошкой каучука, что могло
Таблица 11
Влияние содержания ПДМДААХ на полноту выделения каучука
из латекса
Расход ПДМДААХ, кг/т каучука | Выход крошки каучука, % при концентрации водного раствора ПДМДААХ, % | |||
44,8 | 28,1 | 16,3 | 1,9 | |
1,0 2,0 3,0 4,0 5,0 | 24,0 68,0 96,0 100 98,0 | 27,0 62,0 98,0 100 98,0 | 27,0 63,0 90,0 100 94,0 | 29,0 64,0 97,0 100 96,0 |
Примечание: расход серной кислоты – 12 кг/т каучука,
температура коагуляции 60 оС,
концентрация дисперсной фазы 20,7 %
бы привести к повышению его расхода. Однако в реальных условиях целесообразно работать с разбавленными растворами катионного поли - электролита, так как это обеспечивает более точное введение в коагулируемую систему и снижает образование мелкодисперсной крошки каучука. Содержание мелкодисперсной крошки каучука в серуме снижалось с 3-7 % . до 0,5-1,5 % .
Влияние температуры на процесс выделения каучука из латекса при использовании в качестве коагулирующего агента ПДМДААХ незначительно (табл. 12).
Концентрация дисперсной фазы - одним из важным показателей, способных оказать существенное влияние на расход катионного электроли-
та. Это связано с тем, что концентрация дисперсной фазы в реальных про-
мышленных условиях может изменяться в достаточно широких пределах, а
это в свою очередь может оказать влияние на расход коагулирующего агента,
Таблица 12
Влияние температуры на полноту выделения каучука из латекса
Расход ПДМДААХ, кг/т каучука | Выход крошки каучука, % при температуре коагуляции, оС | ||||
2 | 20 | 40 | 60 | 80 | |
1,0 2,0 3,0 4,0 5,0 | 48,0 77,0 100 100 97,0 | 37,0 71,0 100 100 98,0 | 34,0 71,0 100 100 98,0 | 32,0 70,0 99,0 100 98,0 | 31,0 68,0 97,0 100 97,0 |
Примечание: расход серной кислоты – 12 кг/т каучука,
концентрация ПДМДААХ - 1,9 %
концентрация дисперсной фазы - 20,7 %
как это было отмечено в главе 3.1 при использовании в качестве коагулирующего агента ДМДААХ. Проведенными исследованиями установлено, что концентрация дисперсной фазы в исследованных интервалах не оказало существенного влияния на расход ПДМДААХ (рис 1).
3.4 Исследование процесса выделения бутадиен-стирольного каучука из латекса поли-N, N-диметил-N, N-диаллиламмоний хлоридом с применением планирования эксперимента
В данной главе представлены результаты исследований по применению полного факторного эксперимента для оценки процесса выделения каучука из латекса. В качестве факторов, оказываюших наиболее существенное влияние на данный процесс, выбраны: расход ПДМДААХ, концентрация водного раствора ПДМДААХ и температура коагуляции.
Исследование влияния этих факторов осуществляли методом полного факторного эксперимента. Опыты проводили на верхнем и нижнем уровне
Влияние концентрации дисперсной фазы на полноту выделения
каучука из латекса
Рис. 1
Примечание: расход серной кислоты – 12 кг×т-1 каучука,
температура коагуляции - 60 оС,
концентрация ПДМДААХ – 2,0 %
варьирования факторов. Выполняли 8 опытов (N = 23), которые включали все возможные комбинации этих уровней (табл. 13). Для определения дисперсии воспроизводимости опыты дублировали и выполняли в случайном порядке. Дисперсия воспроизводимости S2y = 0,215.
Математическая модель, полученная при выполнении полного факторного эксперимента, имеет вид линейного уравнения.
После вычисления коэффициентов регрессии и определения их значимости с помощью критерия Стьюдента уравнение приобретает вид :

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 |
