


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Выберите рациональные технологические методы обработки поверхностей 1, 2, 3 детали с учетом типа производства (по вашему выбору) в соответствии с вариантом задания (табл. 5). Дайте краткое описание этих методов. Выберите станок, режущий инструмент и приспособление для закрепления заготовки. Приведите схемы обработки поверхностей I, 2, 3 детали. Изобразите эскиз режущего инструмента и приспособления для закрепления заготовки при обработке поверхности 1 детали.
Таблица 5
Исходные данные для ответа на вопрос 5
Вариант | № рисунка* | Вариант | № рисунка* | |
1 | 63 | 26 | 24 | |
2 | 61 | 27 | 21 | |
3 | 66 | 28 | 35 | |
4 | 68 | 29 | 64 | |
5 | 25 | 30 | 27 | |
6 | 34 | 31 | 58 | |
7 | 44,а | 32 | 44,б | |
8 | 29 | 33 | 67 | |
9 | 52 | 34 | 31 | |
10 | 42,а | 35 | 65 | |
11 | 46,а | 36 | 36 | |
12 | 28 | 37 | 54 | |
13 | 60 | 38 | 47,а | |
14 | 40 | 39 | 22 | |
15 | 43,б | 40 | 51 | |
16 | 49 | 41 | 43,а | |
17 | 23 | 42 | 32 | |
18 | 55 | 43 | 59 | |
19 | 37 | 44 | 42,б | |
20 | 57 | 45 | 26 | |
21 | 30 | 46 | 46,б | |
22 | 53 | 47 | 39 | |
23 | 33 | 48 | 56 | |
24 | 62 | 49 | 38 | |
25 | 45,а | 50 | 41 |
3. Теоретические положения и методические рекомендации к выполнению ответа на вопрос 2
Для ответа на второй вопрос изучите материал по изготовлению отливок в песчаных формах.
Основой для разработки технологического процесса изготовления отливки являются чертежи детали. На копии чертежа детали в соответствии с ГОСТ 3.1125-88 наносят технологические рекомендации, необходимые для изготовления модельного комплекта, формы и стержня, и получают чертеж элементов литейной формы. Кроме того, разрабатывается документация (технологическая карта), которая содержит необходимые сведения по этапам изготовления отливки.
На рис 2, а в качестве примера приведен эскиз детали. Обратите внимание на поверхности детали, подвергающиеся механической обработке. Условно они обозначены знаком ![]() Остальные поверхности механической обработке не подлежат, на что указывает знак
Остальные поверхности механической обработке не подлежат, на что указывает знак ![]() в правом верхнем углу эскиза.
в правом верхнем углу эскиза.
При разработке эскиза «Элементы литейной формы» элементы формы обозначают условно (рис. 2, б). Разъем модели и формы показывают отрезком или ломаной штрихпунктирной линией, заканчивающейся знаком «X - X», над которой указывают буквенное обозначение разъема 1 - «МФ». Направление разъема показывают основной сплошной линией, ограниченной стрелками и перпендикулярной линии разъема.
Положение отливки в форме при заливке обозначают буквами В (верх) и Н (низ). Буквы проставляют у стрелок, показывающих направление разъема формы. Припуски на механическую обработку изображают сплошной линией 2 (тонкой) у поверхностей, где указан знак обработки. Отверстия, впадины и т. п., не выполняемые при изготовлении отливки детали, зачеркивают сплошной тонкой линией 3.
Стержни, их знаки изображают сплошной тонкой линией. Стержни в разрезе штрихуют только у контурных линий 4. Размеры знаков стержней, зазоры между знаками стержней и модели принимают по ГОСТу. Стержни обозначают буквами «ст.» и порядковыми номерами, например, ст. 1, ст. 2, (рис. 2, б).
Литниковую систему и прибыли изображают сплошной тонкой линией. На рис. 2, б литниковая система не показана.
При разработке чертежа (эскиза) «Элементы литейной формы» исходят из условий обеспечения качества отливки и экономичности ее изготовления. При выборе плоскости разъема следует помнить, что наиболее ответственные поверхности отливки целесообразно располагать в нижней части формы или вертикально, так как в верхней части отливки скапливаются дефекты - газовые раковины и шлаковые включения. Плоскость разъема выбирают с учетом удобства формовки и извлечения модели из формы. Кроме того, желательно, чтобы отливка или ее базовые поверхности для механической обработки были расположены в одной полуформе.
Припуски на механическую обработку и размеры знаковых частей стержня определены ГОСТом. Чертеж (эскиз) «Элементы литейной формы» служит основой для разработки модельного комплекта: модели и стержневых ящиков. На рис. 3 дан эскиз деревянной модели для ручной формовки. Модель имеет разъем 1, стержневые знаки 2, 3 (они окрашены черным цветом), конфигурация которых соответствует конфигурации знаков, указанных на рис. 2, б (ст.1 и ст. 2). На модели предусматривают формовочные уклоны 4 на стенках, перпендикулярных плоскости разъема (определены ГОСТом), и радиусы округлений в местах сопряжения стенок 5. Размеры моделей выполняют с учетом припусков на механическую обработку, технологических припусков и усадки сплава, из которого изготавливают отливку.
На рис. 4 показаны деревянные стержневые ящики, предназначенные для ручного изготовления стержней: ст. 1 - (а) и ст. 2 - (б).
При машинном изготовлении формы применяют металлические модельные плиты, на которых монтируют модели и элементы литниковой системы. На рис. 5 показаны нижняя (а) и верхняя (б) модельные плиты для изготовления формы чугунной отливки. Кроме модели 1 на рис. 5 показаны питатели 2, шлакоуловитель 3, стояк 4 и выпоры 5.
Эскиз собранной литейной формы (вертикальный разрез) для разрабатываемой технологии изготовления отливки (рис. 2) приведен па рис. 6, а, а готовой отливки с литниковой системой - на рис. 6, б. Литейная форма к сборе состоит из следующих элементов: полости формы 1, стержня 2, формовочной смеси 3, опоки нижней 4, опоки верхней 5, питателя 6, шлакоуловителя 7, стояка 8, литниковой чаши 9, выпора 10, газоотводящих каналов 11. Обратите внимание на графическое изображение каждого элемента литейной формы: полость формы и каналы литниковой системы не штрихуются, стержень заштрихован у контура.
Формы для стальных отливок отличаются не только высокой огнеупорностью и податливостью, но и наличием прибылей, которые служат для компенсации большой усадки стали и предупреждения усадочных раковин в отливках.
На рис. 7 показаны литейная форма для стальной отливки (а) и отливка с литниковой системой (б). Обратите внимание на прибыли, а также на различие конструкций литниковой системы для чугунной (рис. 6) и стальной (рис. 7) отливок. В форме для стального литья отсутствует шлакоуловитель, так как конструкция заливочного ковша обеспечивает задержание шлака.
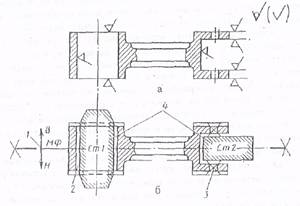
Рис. 2 Эскизы детали (а) и элементов литейной формы (б)
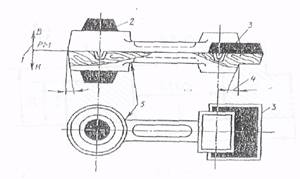
Рис. 3 Эскиз деревянной модели для ручной формовки
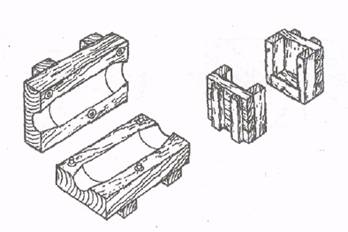
Рис. 4. Деревянные стержневые ящики для ручного изготовления стержней:
а - ст. 1; б - ст. 2
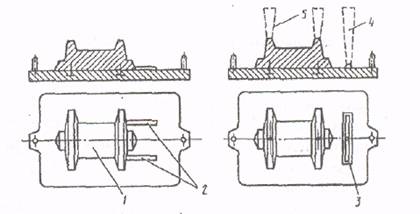
Рис. 5. Нижняя (а) и верхняя (б) модельные плиты
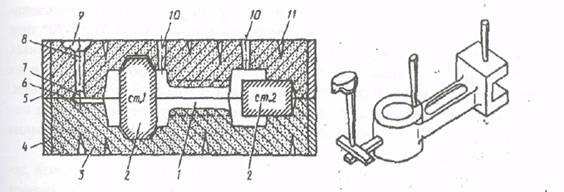
Рис. 6. Эскизы собранной литейной формы (а) и готовой чугунной отливки с литниковой системой (б)
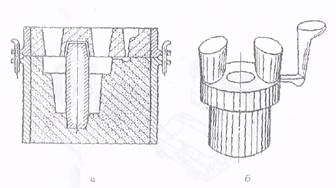
Рис. 7. Эскизы собранной литейной формы (а) и готовой стальной отливки с литниковой системой (б)
4. Теоретические положения и методические рекомендации к
выполнению ответа на вопрос 3
При рассмотрении обработки давлением обратите внимание на используемые заготовки, температурные условия их деформирования, инструмент, которым производится формоизменение, на применяемое оборудование и характер его воздействия на заготовку. Изучая способы нагрева заготовок при обработке давлением, необходимо знать: цель нагрева; явления, сопровождающие нагрев и предъявляемые к нему требования; выбор температурного интервала горячей отработки давлением; основные типы нагревательных устройств и особенности нагрева в них заготовок.
Чертежи поковок составляются по чертежу детали с использованием учебной и справочной литературы на основе ГОСТ 7829-70* при ковке на молотах или ГОСТ 7505-89 при получении штампованных поковок. При этом определяются припуски на обработку; допуски на размеры и, при необходимости упрощения формы поковки, напуски. Для детали «втулка» (рис, 8) показан пример оформления чертежа поковки, полученной горячей объемной штамповкой на кривошипном прессе (рис. 9).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 |
