


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
При составлении чертежа поковки габаритный контур готовой детали показывают топкими линиями. Контур поковки вычерчивают сплошными линиями по номинальным размерам. Цифры над размерной линией обозначают номинальные размеры поковки и допустимые предельные отклонения.
![]()
![]()
![]()
![]()
![]() Припуск назначают только на поверхности детали, окончательные размеры которых получают после механической обработки. На таких поверхностях на чертеже детали проставлен знак шероховатости поверхности или
Припуск назначают только на поверхности детали, окончательные размеры которых получают после механической обработки. На таких поверхностях на чертеже детали проставлен знак шероховатости поверхности или ![]() без числового или с числовым обозначением параметра шероховатости, например 2,5 (рисунки 8, 15, 18). Знак
без числового или с числовым обозначением параметра шероховатости, например 2,5 (рисунки 8, 15, 18). Знак ![]() показывает, что данная поверхность механической обработке не подвергается., и припуск на нее не назначают. Если шероховатость всех поверхностей должна быть одинаковой, то знак, обозначающий шероховатость, помешают в правом верхнем углу чертежа (рис. 8). При указании шероховатости поверхности, преобладающей на данном чертеже, о правом верхнем углу помещают обозначение шероховатости этой поверхности и условное обозначение ( ), т. е. знак в круглых скобках (рисунки 53, 58). Это означает, что все поверхности, у которых на чертеже не нанесены обозначения шероховатости, должны иметь шероховатость, указанную перед обозначением ( ). Если часть поверхности детали необходимо сохранить в состоянии поставки, то в правом верхнем углу чертежа перед обозначением ( ), помещают знак
показывает, что данная поверхность механической обработке не подвергается., и припуск на нее не назначают. Если шероховатость всех поверхностей должна быть одинаковой, то знак, обозначающий шероховатость, помешают в правом верхнем углу чертежа (рис. 8). При указании шероховатости поверхности, преобладающей на данном чертеже, о правом верхнем углу помещают обозначение шероховатости этой поверхности и условное обозначение ( ), т. е. знак в круглых скобках (рисунки 53, 58). Это означает, что все поверхности, у которых на чертеже не нанесены обозначения шероховатости, должны иметь шероховатость, указанную перед обозначением ( ). Если часть поверхности детали необходимо сохранить в состоянии поставки, то в правом верхнем углу чертежа перед обозначением ( ), помещают знак ![]() (рисунки 13, 15).
(рисунки 13, 15).
В вариантах контрольного задания заготовками для получения поковок служит прокат. Размеры заготовки определяют из условия равенства объемов металла до и после пластической деформации. Объем заготовки складывается из объемов поковки и отходов. Последние включают потери на окалину и отходы, определяемые видом технологического процесса.
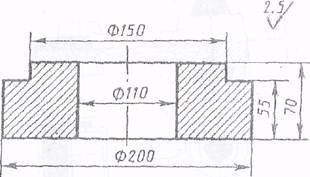
Рис. 8 Втулка
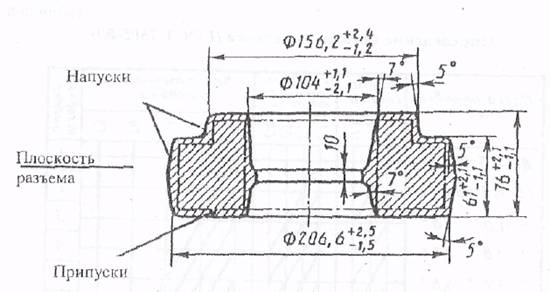
Рис. 9. Поковка
При разработке процесса горячей объемной штамповки учитывают способ штамповки и вид оборудования. Возможности формоизменения заготовки, переходы штамповки и их число определяются положением заготовки в штампе. Так, поперек оси (плашмя) штампуют вытянутые поковки типа валов; штамповкой вдоль оси заготовки (в торец) получают поковки, поперечные размеры которых превышают высоту. Вдоль оси производят штамповку выдавливанием.
Определив положение заготовки в штампе, выбирают плоскость разъема штампа. При этом исходят из следующего: поковка должна легко извлекаться из штампа, для удобства обнаружения сдвига одной части штампа относительно другой плоскость разъема должна пересекать вертикальные поверхности поковки; ребра, выступы, бобышки, труднозаполняемые участки при штамповке располагают в верхней части штампа.
После определения разъема штампа на основании справочной литературы или ГОСТ 7505-89 назначают припуски на механическую обработку и напуски. Припуск на обработку резанием зависит от класса точности поковки, ее массы, группы стали, степени сложности поковки, шероховатости и размеров поверхности, на которую назначается припуск, а также способа нагрева. Выполняя контрольные задания, можно принять, что поковка имеет нормальную точность (второй класс точности Т2), вторую степень сложности С2, группу стали для рассматриваемого варианта М1. Шероховатость поверхности указана па чертеже детали.
Основные припуски и допуски на обработку в зависимости от размеров, расчетной массы поковки и от требований к поковкам приведены в таблицах 9, 10 (ГОСТ 7505-89).
Расчетную массу поковки находим по формуле
Мn.р. = Мд. • Кр.,
где Мп. р. - расчетная масса поковки, кг;
Мд. - масса детали, кг;
Кр, - расчетный коэффициент, устанавливаемый по ГОСТ 7505-89 (табл. 6).
Масса детали (Мд) определяется по формуле
Мд. = Vд. • γ,
где Vд. - объем детали, см3;
γ - плотность металла (для стали γ - 7,8 г/см3).
Таблица 6
Коэффициент (Кр) для определения ориентировочной расчетной массы поковки (ГОСТ 7505-89)
Группа | Характеристика детали | Типовые представители | Кр. |
1 | Удлиненной формы | ||
1.1 | С прямой осью | Валы, оси, цапфы, шатуны | 1,3-1,6 |
1.2 | С изогнутой осью | Рычаги, сошки рулевого управления | 1,1-1,4 |
2 | Круглые и многогранные в плане | ||
2.1 | Круглые | Шестени, ступицы, фланцы | 1,5-1,8 |
2,2 | Квадратные, прямоугольные, многогранные | Фланцы, ступицы, ганки | 1,3-1,7 |
2.3 | С отростками | Крестовины, вилки | 1,4- - 1,6 |
3 | Комбинированной (сочетающей элементы групп 1 и 2-й) конфигурации | Кулаки поворотные, коленчатые валы | 1,3-1,8 |
4 | С большим объемом необрабатываемых поверхностей | Балки передних осей, рычаги переключения коробок передач, буксирные крюки | 1,1-1,3 |
5 | С отверстиями, углублениями, поднутрениями, не оформляемыми в поковке при штамповке | Полые валы, фланцы, блоки шестерен | 1.8-2,2 |
Исходный индекс для последующего назначения основных припусков, допусков и допускаемых отклонений определяется в зависимости от массы, марки стали, степени сложности и класса точности поковки (табл. 8).
Для определения исходного индекса в графе «Масса поковки» находят соответствующую данной массе строку и, смещаясь по горизонтали вправо или по утолщенным наклонным линиям вправо вниз до пересечения с вертикальными линиями, соответствующими заданным значениям группы стили М, степени сложности С, класса точности Т, устанавливают исходный индекс (от 1 до 23).
Примеры (табл. 7):
1. Поковка массой 0,5 кг, группа стали М1, степень сложности С1, класс точности Т2. Исходный индекс - 3.
2. Поковка массой 1,5 кг, группа стали МЗ, степень сложности С2, класс точности Т1. Исходный индекс - 6.
Таблица 7
Определение исходного индекса
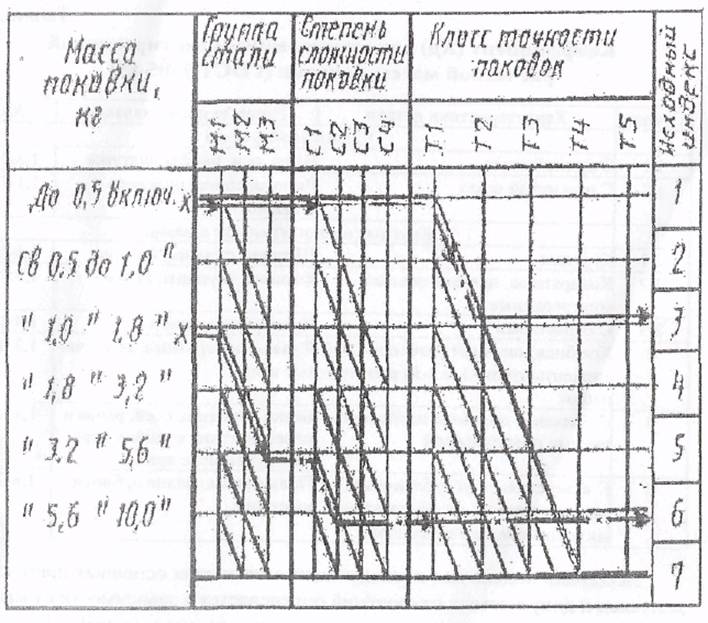
Таблица 8
Определение исходного индекса (ГОСТ 7505-89)
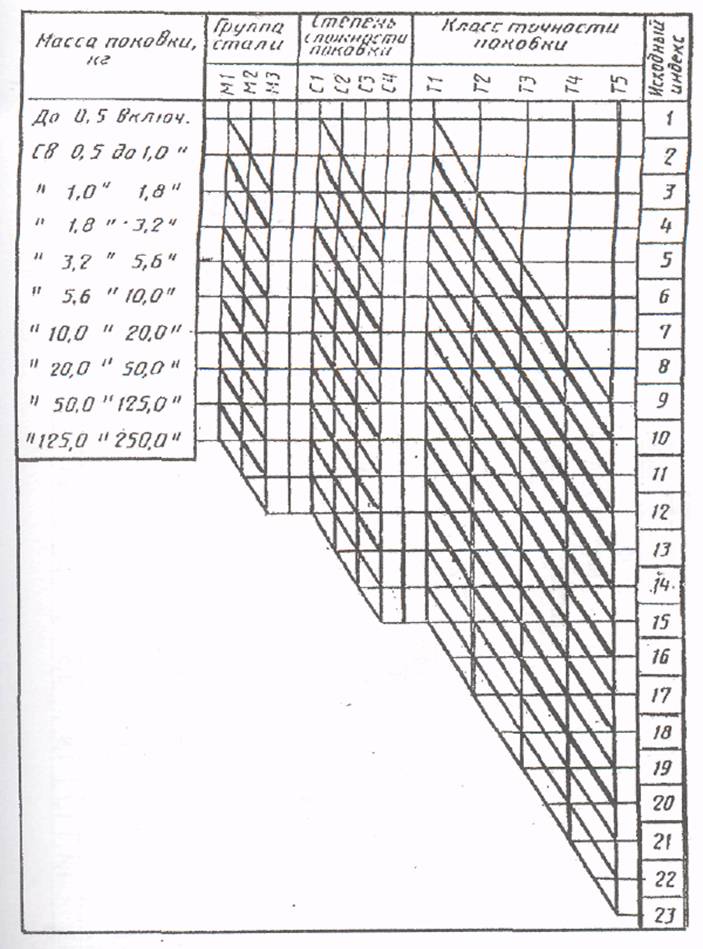
Таблица 9
Основные припуски на механическую обработку (на сторону), мм (ГОСТ 7505-89)
Исходный индекс | Толщина детали |
| ||||||||||||||
до 25 | 25-40 | 40-63 | 63-100 |
| ||||||||||||
Длина, ширина, диаметр, глубина и высота детали |
| |||||||||||||||
до 40 | 40-100 | 100-160 | 160-250 |
| ||||||||||||
100 12,5 √ | 10 1,6 √ | 1,25 √ | 100 12,5 √ | 10 1,6 √ | 1,25 √ | 100 12,5 √ | 10 1,6 √ | 1,25 √ | 100 12,5 √ | 10 1,6 √ | 1,25 √ |
| ||||
1 | 0,4 | 0,6 | 0,7 | 0,4 | 0,6 | 0,7 | 0,5 | 0,6 | 0,7 | 0,6 | 0,8 | 0,9 |
| |||
2 | 0,4 | 0,6 | 0,7 | 0,5 | 0,6 | 0,7 | 0,6 | 0,8 | 0,9 | 0,6 | 0,8 | 0,9 |
| |||
3 | 0,5 | 0,6 | 0,7 | 0,6 | 0,8 | 0,9 | 0,6 | 0,8 | 0,9 | 0,7 | 0,9 | 1,0 |
| |||
4 | 0,6 | 0,8 | 0,9 | 0,6 | 0,8 | 0,9 | 0,7 | 0,9 | 1,0 | 0,8 | 1,0 | 1,1 |
| |||
5 | 0,6 | 0,8 | 0,9 | 0,7 | 0,9 | 1,0 | 0,8 | 1,0 | 1,1 | 0,9 | 1,1 | 1,2 |
| |||
6 | 0,7 | 0,9 | 1,0 | 0,8 | 1,0 | 1,1 | 0,9 | 1,1 | 1,2 | 1,0 | 1,3 | 1,4 |
| |||
7 | 0,8 | 1,0 | 1,1 | 0,9 | 1,1 | 1,2 | 1,0 | 1,3 | 1,4 | 1,1 | 1,4 | 1,5 |
| |||
8 | 0,9 | 1,1 | 1,2 | 1,0 | 1,3 | 1,4 | 1,1 | 1,4 | 1,5 | 1,2 | 1,5 | 1,6 |
| |||
9 | 1,0 | 1,3 | 1,4 | 1,1 | 1,4 | 1,5 | 1,2 | 1,5 | 1,6 | 1,3 | 1,6 | 1,8 |
| |||
10 | 1,1 | 1,4 | 1,5 | 1,2 | 1,5 | 1,6 | 1,3 | 1,6 | 1,8 | 1,4 | 1,7 | 1,9 |
| |||
11 | 1,2 | 1,5 | 1,6 | 1,3 | 1,6 | 1,8 | 1,4 | 1,7 | 1,9 | 1,5 | 1,8 | 2,0 |
| |||
12 | 1,3 | 1,6 | 1,8 | 1,4 | 1,7 | 1,9 | 1,5 | 1,8 | 2,0 | 1,7 | 2,0 | 2,2 |
| |||
13 | 1,4 | 1,7 | 1,9 | 1,5 | 1,8 | 2,0 | 1,7 | 2,0 | 2,2 | 1,9 | 2,3 | 2,5 |
| |||
14 | 1,5 | 1,8 | 2,0 | 1,7 | 2,0 | 2,2 | 1,9 | 2,3 | 2,5 | 2,0 | 2,5 | 2,7 |
| |||
15 | 1,7 | 2,0 | 2,2 | 1,9 | 2,3 | 2,5 | 2,0 | 2,5 | 2,7 | 2,2 | 2,7 | 3,0 |
| |||
16 | 1,9 | 2,3 | 2,5 | 2,0 | 2,5 | 2,7 | 2,2 | 2,7 | 3,0 | 2,4 | 3,0 | 3,3 |
| |||
17 | 2,0 | 2,5 | 2,7 | 2,2 | 2,7 | 3,0 | 2,4 | 3,0 | 3,3 | 2,6 | 3,2 | 3,5 |
| |||
18 | 2,2 | 2,7 | 3,0 | 2,4 | 3,0 | 3,3 | 2,6 | 3,2 | 3,5 | 2,8 | 3,5 | 3,8 |
| |||
19 | 2,4 | 3,0 | 3,3 | 2,6 | 3,2 | 3,5 | 2,8 | 3,5 | 3,8 | 3,0 | 3,8 | 4,1 |
| |||
20 | 2,6 | 3,2 | 3,5 | 2,8 | 3,5 | 3,8 | 3,0 | 3,8 | 4,1 | 3,4 | 4,3 | 4,7 |
| |||
21 | 2,8 | 3,5 | 3,8 | 3,0 | 3,8 | 4,1 | 3,4 | 4,3 | 4,7 | 3,7 | 4,7 | 5,1 |
| |||
22 | 3,0 | 3,8 | 4,1 | 3,4 | 4,3 | 4,7 | 3,7 | 4,7 | 5,1 | 4,1 | 5,1 | 5,6 |
| |||
23 | 3,4 | 4,3 | 4,7 | 3,7 | 4,7 | 5,1 | 4,1 | 5,1 | 5,6 | 4,5 | 5,7 | 6,2 |
| |||
Исходный индекс | Толщина детали | |||||||||||||||
100-160 | 160-250 | Свыше 250 | ||||||||||||||
Длина, ширина, диаметр, глубина и высота детали | ||||||||||||||||
250-400 | 400-630 | 630-1000 | 1000-1600 | 1600-2500 | ||||||||||||
100 12,5 √ | 10 1,6 √ | 1,25 √ | 100 12,5 √ | 10 1,6 √ | 1,25 √ | 100 12,5 √ | 10 1,6 √ | 1,25 √ | 100 12,5 √ | 10 1,6 √ | 1,25 √ | 100 12,5 √ | 10 1,6 √ | 1,25 √ |
| |
1 | 0,6 | 0,8 | 0,9 | - | - | - | - | - | - | - | - | - | - | - | - |
|
2 | 0,7 | 0,9 | 1,0 | 0,8 | 1,0 | 1,1 | - | - | - | - | - | - | - | - | - |
|
3 | 0,8 | 1,0 | 1,1 | 0,9 | 1,1 | 1,2 | 1,0 | 1,3 | 1,4 | - | - | - | - | - | - |
|
4 | 0,9 | 1,1 | 1,2 | 1,0 | 1,3 | 1,4 | 1,1 | 1,4 | 1,5 | - | - | - | - | - | - |
|
5 | 1,0 | 1,3 | 1,4 | 1,1 | 1,4 | 1,5 | 1,2 | 1,5 | 1,6 | 1,3 | 1,6 | 1,8 | - | - | - |
|
6 | 1,1 | 1,4 | 1,5 | 1,2 | 1,5 | 1,6 | 1,3 | 1,6 | 1,8 | 1,4 | 1,7 | 1,9 | 1,5 | 1,8 | 2,0 |
|
7 | 1,2 | 1,5 | 1,6 | 1,3 | 1,6 | 1,8 | 1,4 | 1,7 | 1,9 | 1,5 | 1,8 | 2,0 | 1,7 | 2,0 | 2,2 |
|
8 | 1,3 | 1,6 | 1,8 | 1,4 | 1,7 | 1,9 | 1,5 | 1,8 | 2,0 | 1,7 | 2,0 | 2,2 | 1,9 | 2,3 | 2,5 |
|
9 | 1,4 | 1,7 | 1,9 | 1,5 | 1,8 | 2,0 | 1,7 | 2,0 | 2,2 | 1,9 | 2,3 | 2,5 | 2,0 | 2,5 | 2,7 |
|
10 | 1,5 | 1,8 | 2,0 | 1,7 | 2,0 | 2,2 | 1,9 | 2,3 | 2,5 | 2,0 | 2,5 | 2,7 | 2,2 | 2,7 | 3,0 |
|
11 | 1,7 | 2,0 | 2,0 | 1,9 | 2,3 | 2,5 | 2,0 | 2,5 | 2,7 | 2,2 | 2,7 | 3,0 | 2,4 | 3,0 | 3,3 |
|
12 | 1,9 | 2,3 | 2,5 | 2,0 | 2,5 | 2,7 | 2,2 | 2,7 | 3,0 | 2,4 | 3,0 | 3,3 | 2,6 | 3,2 | 3,5 |
|
13 | 2,0 | 2,5 | 2,7 | 2,2 | 2,7 | 3,0 | 2,4 | 3,0 | 3,3 | 2,6 | 3,2 | 3,5 | 2,8 | 3,5 | 3,8 |
|
14 | 2,2 | 2,7 | 3,0 | 2,4 | 3,0 | 3,3 | 2,6 | 3,2 | 3,5 | 2,8 | 3,5 | 3,8 | 3,0 | 3,8 | 4,1 |
|
15 | 2,4 | 3,0 | 3,3 | 2,6 | 3,2 | 3,5 | 2,8 | 3,5 | 3,8 | 3,0 | 3,8 | 4,1 | 3,4 | 4,3 | 4,7 |
|
16 | 2,6 | 3,2 | 3,5 | 2,8 | 3,5 | 3,8 | 3,0 | 3,8 | 4,1 | 3,4 | 4,3 | 4,7 | 3,7 | 4,7 | 5,1 |
|
17 | 2,8 | 3,5 | 3,8 | 3,0 | 3,8 | 4,1 | 3,4 | 4,3 | 4,7 | 3,7 | 4,7 | 5,1 | 4,1 | 5,1 | 5,6 |
|
18 | 3,0 | 3,8 | 4,1 | 3,4 | 4,3 | 4,7 | 3,7 | 4,7 | 5,1 | 4,1 | 5,1 | 5,6 | 4,5 | 5,7 | 6,2 |
|
19 | 3,4 | 4,3 | 4,7 | 3,7 | 4,7 | 5,1 | 4,1 | 5,1 | 5,6 | 4,5 | 5,7 | 6,2 | 4,9 | 6,2 | 6,8 |
|
20 | 3,7 | 4,7 | 5,1 | 4,1 | 5,1 | 5,6 | 4,5 | 5,7 | 6,2 | 4,9 | 6,2 | 6,8 | 5,4 | 6,8 | 7,5 |
|
21 | 4,1 | 5,1 | 5,6 | 4,5 | 5,7 | 6,2 | 4,9 | 6,2 | 6,8 | 5,4 | 6,8 | 7,5 | 5,8 | 7,4 | 8,1 |
|
22 | 4,5 | 5,7 | 6,2 | 4,9 | 6,2 | 6,8 | 5,4 | 6,8 | 7,5 | 5,8 | 7,4 | 8,1 | 6,2 | 7,9 | 8,7 |
|
23 | 4,9 | 6,2 | 6,8 | 5,4 | 6,8 | 7,5 | 5,8 | 7,4 | 8,1 | 6,2 | 7,9 | 8,7 | 7,1 | 9,1 | 10,0 |
|
Таблица 10

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 |
