


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
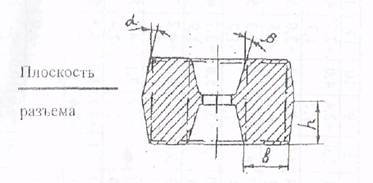
Таблица 11
Штамповочные уклоны
Оборудование | Допустимо | ||
h/b | Внешний угол, α0 | Внутренний угол, β0 | |
Штамповочные прессы | до 2 | 3 | 5 |
2-5 | 5 | 7 | |
5-7 | 7 | 10 | |
Примечание h – глубина полости ручья в штампе; b – соответствующая ширина |
Пересекающиеся поверхности поковки сопрягаются по радиусам. Это необходимо для лучшего заполнения полости штампа и предохранения его от преждевременного износа и поломок. Величина радиусов закруглений регламентируется ГОСТ 7505-89.
В штампах с одной плоскостью разъема нельзя получить сквозные отверстия в поковках. Поэтому в них делают наметку отверстия сверху и снизу, а между ними остается перемычка толщиной 0,1 D отверстия. Отверстия диаметром менее 30 мм в поковках не делают, а получают сверлением. Объем заготовки (Vзаг.,см3) можно определить по формуле
где Vпок. - объем поковки, см3; Vобл - объем облоя, см3; δ - потери металла на угар при нагреве заготовки, % ( принимается равной 1,5-3 % от массы поковки при нагреве в пламенных печах, при электронагреве - 0,5-1 %).
Vзаг. = (Vпок. + Vобл.) • ----------- ,
Расчет объема поковки (Vпок.) следует выполнять по эскизу поковки, разбивая весь объем на элементы, представляющие собой правильные геометрические тела.
Объем облоя (Vобл, см3) вычисляется по формуле
Vобл = (0,5 - 0,8) Fобл • Ппок.,
где Fобл — площадь поперечного сечения канавки для облоя, см2; Ппок. - периметр поковки в плоскости разъема штампа, см.
Большее значение численного коэффициента берется для поковок сложной формы (группа С4), а меньшее - для простых поковок (группа С1). Ориентировочные значения площади поперечного сечения канавки для заусенца приведены в табл. 12.
Таблица 12
Площади поперечного сечения канавки для облоя (Fобл.)
в зависимости от массы поковки (Мпок.)
Мпок., кг | до 0,5 | 0,5-1,5 | 1,5-5 | 5-12 |
Fобл., см2 | 1,1 | 1,6 | 2,4 | 3,2 |
Мпок., кг | 12-25 | 25-40 | 40-1000 | свыше 100 |
Fобл., см2 | 4,2 | 5,3 | 11,5 | 19,5 |
Масса поковки (Мпок., г) определяется по формуле
М пок. = γ • Vпок.,
где γ - плотность металла, г/см3; Vпок - объем поковки, см3
Массу исходной заготовки (Мзаг., кг) можно определить по формуле
Мзаг. =γ • Vзаг.
Исходя из массы детали и заготовки определяют коэффициент использования металла (К) по формуле
 |
К = ------- • 100%.
При изготовлении поковок осадкой в торец отношение т длины заготовки (Lзаг.) к ее диаметру (Dзаг.) или к стороне квадратной заготовки (Азаг.) должно составить 1,25-2,8.
![]()

![]()
![]() m = = = 1,25 – 2,8.
m = = = 1,25 – 2,8.
Наиболее часто принимают т = 2,5.
При т < 2,5 заготовку трудно отрезать, а при т > 2,5 возможен продольный изгиб заготовки при деформировании.
Задаваясь значением коэффициента т, находим диаметр заготовки (Dзаг., см) или сторону квадратной заготовки (Азаг., см) по формулам
Dзаг. = 1,08 • 3√ , Азаг. = 3√
и длину штучной заготовки (Lзаг.,)
![]()
 Lзаг. = или Lзаг. =
Lзаг. = или Lзаг. =
Далее необходимо подобрать но сортаменту заготовку размерами Dзаг. или Азаг., ближайшими к полученным расчетам.
Сортамент круглого в сечении проката стали по ГОСТ 2590-88 (диаметр, мм): 5; 5,5, 6; 6,3; 6,5; 7,8,9, 10, П, 12, 13, 14, 15, 16, 17, 18, 19,20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31,32, 33, 34, 35, 36, 37, 38, 39,40, 41, 42, 43, 44, 45, 46, 47, 48, 50, 52, 53, 54, 55, 56", 58, 60, 62, 63, 65, 67, 68, 70, 72 , 75, 78, 80, К2, 85, 87, 90, 92, 95, 97, 100, 105, 1 10, 115, 120, ]25; 130, 135, 140, 145, 150, 155, 160, 165, 170, 175, 180, 185, 190, 195,200.
Сортамент квкдратного в сечении проката стали по ГОСТ 2591-88 (сторона квадрата, мм): 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 32, 34, 35, 36, 38, 40, 42, 45, 46, 48, 50, 52, 55, 58, 60, 63, 65, 70, 75, 80, 85, 90, 93, 95, 100, 110, 115, 120, 125, 130, 135, 140, 145, 150, 160, 170, 180, 190,200.
Расчет продолжительности нагрева заготовок производится по формулам
Т = 10 • α • Dзаг. • √Dзаг. для углеродистой стали и
Т = 20 • α • Dзаг. • √Dзаг. для легированной стали
Где Т - общее время нагрева, включая выдержку, час; α - коэффициент, зависящий от способа укладки заготовок в печах (α = 1,0 для одиночных заготовок с круглым сечением и 1,3 - для одиночных заготовок с квадратным сечением); Dзаг. - диаметр заготовки или размер стороны сечения заготовки, м.
Необходимое усилие деформирования и мощность пресса определяемся по формуле
P = z • m • k • F,
где Р - усилие деформирования, H ; z - коэффициент, учитывающий условия деформирования (z = 1,5 для штамповки заготовок простой конфигурации и z = 1,8 — сложной конфигурации); т - коэффициент, учитывающий объем заготовки (табл. 13); к - удельное давление деформирования (для конструкционных сталей к = 6 • 104 Н/см2); F - площадь проекции штампуемой поковки на плоскость разъема штампа (без учета облоя), см 2.
Таблица 13
Поправочный коэффициент (т)
Объем заготовки, см3 | т |
ДО 25 | 1 |
25-100' | 1-0,9 |
100-1000 | 0,9-0,8 |
1000-5000 | 0,8-0,7 |
5000-10000 | 0,7-0,6 |
10000-15000 | 0,6-0,5 |
15000-25000 | 0,5-0,4 |
свыше 25 000 | 0,4 |
Усилие пресса для обрезки облоя определяется по формуле
Робл. = α • σср. • Fср.
где Робл. - усилие пресса, Н; α - коэффициент, учитывающий притупление режущих кромок (α = 1,6-1,8); σср - предел прочности металла поковки на срез, Н/мм2 (МПа); Fср.- площадь среза, мм2.
Предел прочности на срез подсчитывается по формуле
σср. = 0,8 • σв.
где σв. - временное сопротивление металла поковки, Н/мм2 (МПа). Площадь среза (Fср., мм2) определяется по формуле
Fср. = П • h,
где П - периметр обрезаемого слоя, мм ; h - толщина облоя, мм; (h = 3-4 мм).
При назначении переходов штамповки расчетов производить не следует. При штамповке поковок плашмя обычно применяют протяжку, если участок поковки имеет меньшее поперечное сечение, чем заготовка; подкатку, дающую увеличение поперечного сечения на одном или двух концах поковки; пережим - для уменьшения поперечного сечения па небольшом участке заготовки. При штамповке в торец применяют осадку и окончательную штамповку, Для осадки в углу штампа предусматривается специальная площадка. Поковки типа стаканов получают штамповкой выдавливанием. В работе указывают переходы штамповки.
5. Теоретические положения и методические рекомендации к выполнению ответа на вопрос 4
Наибольшее распространение получила электродуговая сварка: ручная, под флюсом, в защитном газе.
Важным параметром технологического процесса дуговой сварки является подготовка кромок и сборка заготовок. Необходимо прежде всего указать тип сварного соединения, форму разделки кромок, сборку под сварку. Подготовку кромок под сварку выполняют по ГОСТу, номер которого указывают на чертеже.
На виды сварки, конструктивные элементы сварных швов и подготовку кромок действуют государственные стандарты: ГОСТ 5264-80* (Ручная дуговая сварка. Соединения сварные), ГОСТ 8713-79* (Сварка под флюсом. Соединения сварные), ГОСТ 14771-76* (Дуговая сварка в защитном газе. Сварные соединения) и др. В этих же стандартах приведены поперечные сечения сварных швов с указанием геометрических размеров для заданных толщин металла.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 |
