


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
По взаимному расположению деталей, согласно ГОСТу, соединения бываю стыковые (С1, С16, С26 ), угловые (У1, У2, У9 ), тавровые (Т1, ТЗ, Т5) и внахлестку (Н1, Н2).
По форме подготовленных кромок, согласно ГОСТу, соединения могут быть без скоса кромок (С2, У4, Т1, Н1), с отбортовкой кромок (С1, У1), с прямолинейным скосом одной кромки (С8, У6, Т7), с прямолинейными скосами двух кромок (С17, У9), с криволинейными скосами (С23, Т2, Т5), с двумя скосами кромки (С15, С26, У8, Т5).
Характер выполнения шва может быть односторонним (С1, С17, У4) и двусторонним (С7, С15). Условные изображения и обозначения швов сварных соединений регламентируются ГОСТ 2.312-72*. На чертеже указываются способ сварки, тип сварного соединения, конструктивные элементы швов и разделки кромок. Марку электрода и присадочного материала, способ контроля, допустимые дефекты указывают в технических требованиях чертежа.
Шов сварного соединения изображают: видимый - сплошной основной линией, невидимый - штриховой линией. От изображения сварного шва проводят линию-выноску, закапчивающуюся односторонней стрелкой (рис. 11)

Рис 11. Пример обозначения сварных швов: а — сварной шов по замкнутому контуру: соединение стыковое С8 с односторонней разделкой кромки по ГОСТ 14771-76*, сварка дуговая в углекислом газе плавящимся электродом с последующим снятием усиления шва до шероховатости Rа не более12,5 мкм (обозначение указано от лицевой стороны); б - сварной шов, выполняемый при монтаже: соединение тавровое Т1 без скоса кромок по ГОСТ 5264-80*; сварка ручная дуговая; высота катета шва 5 мм; шов прерывистый с шагом 100 мм при длине проваренного участка 50 мм (обозначение указано от оборотной стороны шва); в - сварное соединение С8 по ГОСТ 5264-80*, выполняемое ручной электродуговой сваркой с последующей зачисткой наплывов и неровностей до плавного перехода к основному металлу
Условное обозначение шва показывают па полке линии-выноски, если она проведена от оборотной стороны основного шва - под попкой. Вспомогательные знаки, входящие в обозначение шва, выполняют сплошными тонкими линиями, высота знаков равна высоте букв и цифр, входящих в обозначение. Элементы условного обозначения и вспомогательные знаки согласно ГОСТу располагают в следующей последовательности (рисунки 11, 12):
1) сварной шов, выполняемый при монтаже, обозначают знаком ┐ , а сварной шов, выполняемый по замкнутой линии, - знаком О в точке пересечения линии-выноски и полки (табл. 14);
2) номер ГОСТа на способ сварки и вид сварного соединения,
3) буквенно-цифровое обозначение шва по стандарту;
4) условное буквенное обозначение способа сварки по стандарту (допускается не указывать); некоторые из них приведены в табл. 15;
5) ![]() знак и размер катета шва согласно стандарту па типы и конструктивные элементы швов сварных соединений;
знак и размер катета шва согласно стандарту па типы и конструктивные элементы швов сварных соединений;
6) размер длины провариваемого участка, знак / или Z, размер шага (для прерывистого шва);
- размер расчетного диаметра точки (для одиночной сварной точки);
- размер расчетного диаметра точки или электрозаклепки, знак / или Z и размер шага (для шва контактной точечной электросварки или электрозаклепочного шва);
- размер расчетной ширины шва для шва контактной роликовой электросварки;
- размер расчетной ширины шва, знак умножения, размер длины провариваемого участка, знак /, размер шага (для прерывистого шва контактной роликовой электросварки);
7) вспомогательные знаки (табл. 14). Здесь же указывают требуемую шероховатость.
Режим сварки - один из основных элементов технологического процесса, который определяет качество и производительность сварки. Определение режима сварки в зависимости от вида сварки начинают с выбора диаметра электрода, его типа и марки, с выбора диаметра электродной проволоки, ее типа и марки, а также с выбора флюса и т. д.
Для формирования сварного шва при сварке в защитных газах или сварке под флюсом применяют сварочную проволоку, а при ручной электродуговой сварке - электроды с покрытием.
Проволока сварочная стальная холоднотянутая выпускается по ГОСТ 2246-70* с номинальным диаметром 0,3; 0,5; 0,8; 1; 1,2; 1,4; 1,6; 2; 2,5; 3; 4; 5; 6; 8; 10; 12 мм. Химический состав стальной сварочной проволоки выбирают в зависимости от марки свариваемых сталей. Некоторые марки сварочной проволоки приведены в табл. 16.
Проволока имеет буквенно-цифровое обозначение, включающее диаметр, ее назначение и химический состав. Химический состав записывают по аналогии с маркировкой стали. Например: проволока 3Св -04Х20Н9, ГОСТ 2246-70* (3- диаметр проволоки, мм; содержит 0,04 % углерода, 20 % хрома, 9 % никеля). В конце марки через дефис может быть указано: О - омедненная проволока, Э - проволока для изготовления электродов.
Электроды для ручной электродуговой сварки (ГОСТ 9466-75*) изготавливают из сварочной проволоки диаметром 1,6; 2; 2,5; 3; 4; 5; 6; 8; 10 и 12 мм. Для защиты зоны сварки от кислорода воздуха и устойчивого горения дуги электроды имеют покрытия (обмазку).
Структура условного обозначения стандартного шва или одиночной сварной точки приведена на рис. 12.
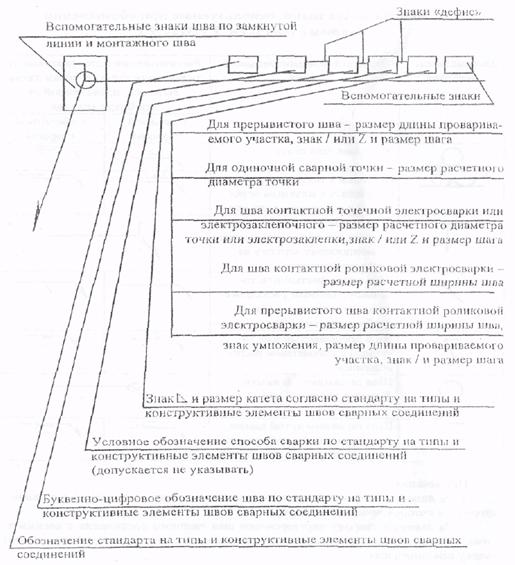
Рис. 12 Структура условного обозначения сварного шва на чертежах (ГОСТ 2.312-72*)
Таблица 14
Вспомогательные знаки, используемые при обозначении
сварного шва (ГОСТ 2.312-72*)

Примечания.
1. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Таблица 15
Условные буквенные обозначения способов сварки
по соответствующим стандартам
Буквенное обозначение | Способ сварки |
Р | Ручная |
АФ | Автоматическая под флюсом на весу |
Афф | Автоматическая под флюсом на флюсовой подушке |
Афо | Автоматическая под флюсом на остающейся подкладке |
Афм | Автоматическая под флюсом на медной подкладке |
Афк | Автоматическая под флюсом с предварительной подваркой корня шва |
Афш | Автоматическая под флюсом с предварительной подваркой шва |
ПФ | Полуавтоматическая под флюсом на весу |
Пфо | Полуавтоматическая под флюсом на остающейся подкладке |
ПФш | Полуавтоматическая под флюсом с предварительной подваркой шва |
ИН | Электродуговая сварка в инертных газах без присадочного металла |
Инп | Электродуговая сварка в инертных газах с присадочным металлом |
ИП | Электродуговая сварка в инертных газах и их смесях с углекислым газом плавящимся электродом |
УП | Электродуговая сварки в углекислом газе плавящимся электродом |
ШЭ | Электрошлаковая сварка проволочным электродом |
По характеру компонентов покрытия бывают основные, кислые и рутиловые. Кислые покрытия состоят из оксидов железа, марганца, кремния; они не обеспечивают хорошего раскисления металла. Основные покрытия содержат в основе карбонаты - мрамор (СаСО3), мел, магнезит и плавиковый шпат; они обеспечивают высокие пластические свойства наплавленного металла. Рутиловые покрытия имеют в своем составе рутил (ТiO2), алюмосиликаты, карбонаты; они обеспечивают устойчивое горение дуги при переменном токе и высокое качество металла.
Обмазка служит также для раскисления и легирования металла, поэтому содержит ферросплавы марганца, титана, молибдена, хрома, кремния, алюминия, ниобия и др. Защита от кислорода воздуха обеспечивается наличием в обмазке газообразующих (муки, крахмала, целлюлозы и т. д.) и шлакообразующих веществ (титанового концентрата, марганцевой руды, каолина, мрамора, мела и др.). Для закрепления компонентов обмазки на электроде используют жидкое стекло, декстрин.
По назначению электроды подразделяют на следующие виды: для сварки конструкционных и теплоустойчивых сталей (ГОСТ 9467-75*), для сварки высоколегированных сталей с особыми свойствами (ГОСТ 10052-75*), для наплавки (ГОСТ 10051-75*), для сварки чугуна, цветных сплавов и т. д.
Некоторые основные типы электродов для ручной сварки, их назначение и механические свойства наплавленного металла (временное сопротивление разрыву σв, относительное удлинение δ5 и ударная вязкость КСU) приведены в табл. 16.
Обычно используется сокращенная маркировка электродов. Электроды для ручной сварки обозначают буквой Э, после которой указывают или число, соответствующее пределу прочности наплавленного металла при сварке конструкционных сталей, или химический состав проволоки электрода для сварки теплоустойчивых и высоколегированных сталей. Буква А в конце марки означает, что электроды повышенного качества и обеспечивают высокую пластичность наплавленного металла.
Для защиты зоны сварки от кислорода воздуха используют флюсы и защитные газы. Флюс - гранулированный порошок, получаемый чаще всего сплавлением компонентов и последующим дроблением. По назначению флюсы подразделяют на три группы: для сварки углеродистых и легированных конструкционных сталей; для сварки высоколегированных сталей и сварки цветных сплавов. В состав флюсов входят шлакообразующие компоненты (кремний; марганец; алюминий в виде кремнезема, закиси марганца, глинозема; окись кальция), раскислители (Si, Mn) и легирующие элементы (табл. 17).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 |
