Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Различают порошковые проволоки, предназначенные для сварки и наплавки в углекислом газе, и самозащитные порошковые проволоки.
Максимальный диаметр порошковой проволоки для механизированной сварки 2,8…3,2 мм.
Сварка и наплавка порошковыми проволоками осуществляется преимущественно на постоянном токе обратной полярности. Для механизированной сварки применяются самозащитные порошковые проволоки марок ПП-АН1 и ПП-АН3. Они обладают хорошими сварочно-технологическими свойствами и соответствуют электродам типа Э46 и Э50 соответственно.
Разработано много типов наплавочных порошковых проволок. В частности, для железнодорожной техники – ПП-ТН250 и ПП-ТН350. Цифры указывают твердость наплавленного металла по Бринеллю.
1.4. Автоматическая и механизированная сварка неплавящимся электродом
Процесс производят в аргоне вольфрамовым электродом.
Аргонодуговая сварка вольфрамовым электродом может выполняться с местной или общей защитой, без подачи или с подачей присадочной проволоки, на постоянном или переменном токе. Большинство металлов сваривают на постоянном токе прямой полярности. Сварку алюминия, магния и бериллия ведут на переменном токе.
При сварке на постоянном токе при прямой полярности обеспечиваются лучшие условия для термоэлектронной эмиссии с электрода, выше его стойкость и допускаемый предел величины тока. Например, предельная сила тока для вольфрамового электрода диаметром 3 мм ориентировочно составляет при прямой полярности 240-280 А, а при обратной – лишь 20-42 А. Дуга на прямой полярности легко возбуждается и горит при напряжении 10-15В в широком диапазоне плотностей тока. При обратной полярности возрастает напряжение дуги, уменьшается устойчивость горения, резко снижается стойкость электрода, повышаются его нагрев и расход. Эти особенности дуги обратной полярности делают ее непригодной для непосредственного применения в сварочном процессе. Однако дуга обратной полярности обладает важным технологическим свойством: при ее воздействии на поверхность свариваемого металла происходит удаление поверхностных оксидов. Происходит очистка поверхности металла. Это явление объясняется тем, что при обратной полярности поверхность металла бомбардируется тяжелыми положительными ионами аргона, которые, перемещаясь под действием электрического поля от анода (электрод) к катоду (изделие), разрушают оксидные пленки на поверхности металла, а выходящие с катода (поверхности изделия) электроны способствуют их удалению. Этот процесс удаления поверхностных оксидов получил название процесса катодного распыления (катодной очистки). Указанное свойство используют при сварке алюминия, магния, бериллия и их сплавов, имеющих на поверхности прочные оксидные пленки. Поскольку же при постоянном токе обратной полярности стойкость вольфрамового электрода низка, то для этой цели используют переменный ток. При этом удаление пленки, т. е. катодная очистка, происходит, когда свариваемое изделие является катодом. Таким образом, при сварке вольфрамовым электродом на переменном токе в определенной степени реализуются преимущества дуги прямой и обратной полярностей, т. е. обеспечиваются устойчивость вольфрамового электрода и разрушение поверхностных оксидов на изделии.
При механизированной и автоматической аргонно-дуговой сварке в зону дуги механически подается присадочная проволока. При этом используют источники питания с падающими вольтамперными характеристиками; разновидностями аргонно-дуговой сварки вольфрамовым электродом являются: сварка погруженной дугой, сварка при повышенном давлении защитной среды, импульсно-дуговая сварка, сварка сжатой дугой.
2. Саморегулирование сварочной дуги
при сварке плавящимся электродом
В настоящее время в подавляющем большинстве случаев применяются автоматы и полуавтоматы с постоянной скоростью подачи электрода, использующие принцип саморегулирования сварочной дуги с плавящимся электродом.
Саморегулированием дуги называется свойство дуги с плавящимся электродом восстанавливать устойчивое энергетическое состояние в системе дуга-источник питания (Д-ИП) после действия возмущений без применения регулирующих устройств.
Такое восстановление равновесия становится возможным благодаря зависимости скорости плавления электрода от тока и напряжения дуги, изменяющихся под действием возмущений, и непрерывному удалению расплавленного металла с торца электрода (идеальное саморегулирование).
В действительности имеет место более общее свойство систем с постоянной скоростью подачи электрода – обеспечивать равенство скоростей подачи и плавления электрода за цикл в условиях значительного изменения мощности дуги или прерывистого ее горения (интегральное саморегулирование).
Рассмотрим в качестве примера возможные возмущения по длине дуги. Для устойчивой системы Д-ИП отношение изменения скорости плавления электрода (ΔVэ) к вызвавшему ее изменение длины дуги (Δlд) всегда отрицательно, т. е. ΔVэ/Δlд<0.
В этом случае при увеличении длины дуги (Δlд>0) сварочный ток уменьшается и соответственно уменьшается скорость плавления электрода (ΔVэ<0), что при постоянной скорости подачи электрода Vn = const приводит к восстановлению дугового промежутка. Аналогично при уменьшении длины дуги (Δlд<0) сварочный ток увеличивается и соответственно увеличивается скорость плавления электрода (ΔVэ>0), что при Vn = const также приводит к восстановлению дугового промежутка.
Скорость плавления электрода определяется током и мало зависит от напряжения на дуге.
Приближенно: Vэ ≈ Кст· I, м/ч,
где Кст – коэффициент саморегулирования дуги по току, м/А·ч.
Для стального электрода Кст ≈ 0,163 Кпл/dэ2 ,
где Кпл – коэффициент расплавления электрода, г/Ач;
dэ – диаметр электрода, мм.
Этой формулой удобно пользоваться для определения скорости подачи электрода по заданному току.
Для устойчивого процесса условие статического равновесия выражается равенством:
Vэ = Vn.
Таким образом, в первом приближении можно считать, что система саморегулирования процесса (и дуги) обеспечивает стабилизацию сварочного тока.
Сварочный ток определяется коэффициентом расплавления электрода, его диаметром и скоростью подачи электрода:
I = 6,135 ·Vn· dэ2/Кпл, А.
Сварочный ток при Vn = const в небольшой степени зависит от напряжения на дуге, а с ростом последнего несколько увеличивается.
Кривые, изображающие графически зависимость между током и напряжением на дуге при постоянной скорости подачи электрода, называются статическими характеристиками саморегулирования дуги, рис. 3, или кривыми устойчивой работы системы саморегулирования дуги.
Точки пересечения кривых устойчивой работы с характеристиками источников питания определяют устойчивый режим сварки.
При работе на автоматах и полуавтоматах с постоянной скоростью подачи электрода настройка режима по току осуществляется подбором скорости подачи электрода. Требуемое напряжение дуги устанавливается настройкой источника питания Uип.
При необходимости изменить какой-либо параметр (ток или напряжение) при неизменном значении другого параметра необходимо прибегать к изменению Vn и Uип.
Требования к форме внешних характеристик источников питания определяются характером процесса. Различают жесткие, пологопадающие и крутопадающие внешние вольтамперные характеристики источников питания дуги (рис. 4). Внешней вольтамперной характеристикой источника питания называется зависимость между током и напряжением на выходных клеммах источника питания.
Для сварки короткой дугой в углекислом газе источник питания должен иметь жесткую или пологопадающую характеристику. Предельная крутизна внешней характеристики источника питания должна быть не более 0,04 В/А. Для сварки длиной дугой можно применять любую характеристику источника питания. Однако жесткая характеристика является наиболее экономичной и универсальной. Для механизированных способов сварка такая характеристика является предпочтительной.
Интенсивность саморегулирования дуги ΔVэ/Δlд с увеличением жесткости характеристики И. П. возрастает (рис. 5). Из графика (рис. 5) следует, что для жесткой характеристики источника питания отклонение тока ΔI2 при изменении скорости подачи электрода увеличивается по сравнению с ΔI1 для падающей характеристики.
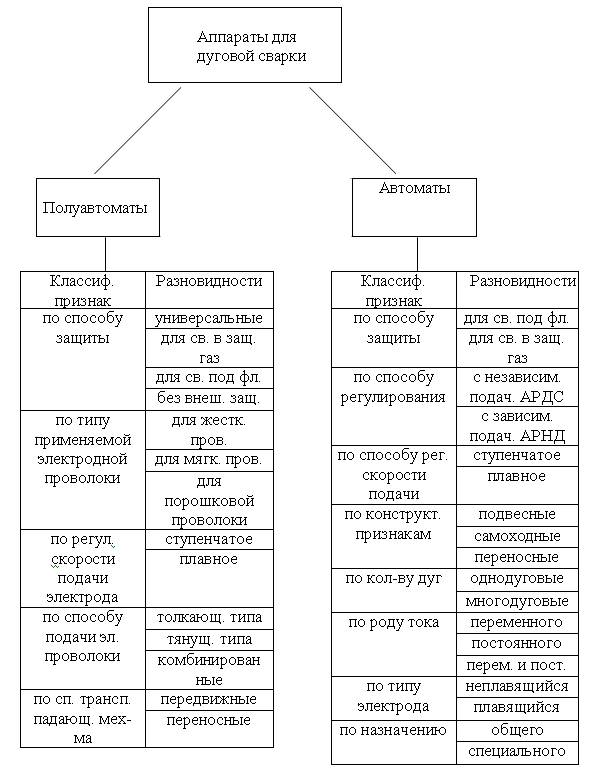
3. Сварочные аппараты для механизированной и автоматической дуговой сварки (классификация)
3.1. Характеристики сварочных полуавтоматов и автоматов
Промышленностью выпускается более 60 типов шланговых полуавтоматов с системами управления в виде блоков БУ-01, БУ-06 и БУСП-1. Они обеспечивают плавное регулирование и стабилизацию скорости подачи электродной проволоки (применением тиристорных регуляторов электродвигателями постоянного тока КПА-531, КПА-561) и автоматическое выполнение последовательных операций сварки [9].
Сварочные полуавтоматы и автоматы работают по определенной циклограмме (рис. 6).
Защитный газ включается раньше для продувки системы и выключается позже, обеспечивая защиту расплавленного и нагретого металла.
После выключения скорости сварки и подачи электрода происходит естественное удлинение дуги, ток уменьшается и происходит обрыв дуги. Иногда для подготовки конца электрода для начального зажигания дуги программируется режим окончания сварки путем снижения напряжения на дуге. Электрическая схема полуавтоматов и автоматов обеспечивает выполнение циклограммы.
Сварочные полуавтоматы
Сварочный полуавтомат для сварки в защитных газах состоит из следующих узлов:
- механизм подачи электродной проволоки;
- держатель шланговый (горелка);
- кассета для электродной проволоки с тормозным устройством;
- электромагнитный газовый клапан;
- шкаф управления;
- провода управления и сварочные провода.
Газовая арматура включает:
- баллон с защитным газом;
- подогреватель;
- осушитель;
- газовый редуктор с манометрами;
- расходомер.
Механизмы подачи электродной проволоки могут быть со ступенчатым механическим регулированием и приводом от нерегулируемых трехфазных асинхронных двигателей АОЛ-12-4, 180 Вт, АОЛ-12-2, 270 Вт (А-1197С, ПДГ-508, А765, ПШ-54 и др.) и с плавным регулированием, с помощью двигателей постоянного тока.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 |
 Основные порталы (построено редакторами)
Основные порталы (построено редакторами)