Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
4) кроме контрольных сварных соединений при номинальном внутреннем диаметре привариваемой трубы (патрубка, штуцера) менее 100 мм, а также контрольных сварных соединений трубных решеток;
5) при контроле радиографическим и/или ультразвуковым методами необходимо проводить дополнительное испытание на статический изгиб (сплющивание) для сварных соединений, выполненных газовой сваркой и сваркой плавящимся электродом в среде защитных газов;
6) испытаниям подлежат не менее 2 макрошлифов;
7) контроль выполняется по решению аттестационной комиссии с учетом заявки на проведение аттестации;
8) испытания выполняют для соединений листов;
9) ультразвуковой контроль на отслоение наплавки.
Сварка контрольных сварных соединений должна выполняться в присутствии члена (членов) аттестационной комиссии. Детали перед сваркой должны быть замаркированы под контролем члена аттестационной комиссии, клеймо выбирает член аттестационной комиссии и регистрирует в журнале.
При сварке контрольного соединения должны выполняться следующие условия:
- контрольный образец (сварное соединение) должен иметь в корне и в верхнем наплавленном слое, по меньшей мере, одно прерывание процесса с последующим возобновлением сварки в этом месте;
- время выполнения сварного шва (наплавки) контрольного сварного соединения (наплавки) не должно превышать времени выполнения шва (наплавки) в производственных условиях;
- сварщик с разрешения члена аттестационной комиссии может устранять мелкие поверхностные дефекты ручным абразивным инструментом или другими принятыми способами; устранение дефектов в облицовочном слое шва не допускается.
Аттестационная комиссия может прервать практический экзамен, если сварщиком нарушены условия и технология сварки.
Контрольные сварные соединения подвергают разрушающему и неразрушающему контролю качества методами, приведенными в табл. 10. Контролю неразрушающими методами подлежит каждое контрольное соединение по всей его длине (периметру).
Аттестационные наплавки подлежат сплошному контролю по всей площади наплавки следующими методами: визуальным, измерительным, капиллярным и ультразвуковым.
Помимо указанных в табл. 10 методов контроля, контрольные сварные соединения могут дополнительно подвергаться и другим методам контроля (испытания на стойкость против межкристаллитной коррозии, испытания на ударный изгиб, статическое растяжение, измерение твердости, контроль травлением, визуальный контроль при послойной проточке сварного соединения и т. д.), если применение этих методов оговорено нормативными документами, согласованными или утвержденными Госгортехнадзором России при контроле производственных сварных соединений, или указано в заявке на проведение аттестации.
Контроль качества контрольных сварных соединений (наплавок) должен выполняться контролерами (дефектоскопистами, специалистами, непосредственно выполняющими контроль, лаборантами), аттестованными в установленном порядке на выполнение контроля конкретными методами.
По результатам контроля каждым методом должно оформляться заключение (акт, протокол).
Дополнительные испытания образцов, изготовленных из контрольного соединения, разрешается проводить в следующих случаях:
1. Один образец не выдержал испытаний на статический изгиб. В этом случае дополнительным испытаниям подвергают два образца, выполненных из того же контрольного соединения.
2. В разрешенном при испытании на излом одном образце имеют место дефекты. Дополнительным испытаниям подвергаются 2 образца. Образцы изготавливают из вновь свариваемого контрольного сварного соединения. Схема испытаний должна соответствовать той, по которой испытывался образец, в котором выявлены дефекты.
3. Не выдерживает испытание на излом или сплющивание сварное соединение труб: сварщик должен выполнить дополнительные контрольные сварные соединения в том же пространственном положении, что и первое, из которых вырезают для испытаний удвоенное количество образцов;
4. То же положение относится к изготовлению шлифов для исследования макроструктуры.
9. Аттестация сварщиков-операторов
Согласно ГОСТ 12.3.00.-86, электросварщики обязаны иметь квалификационную группу по электробезопасности не ниже II, так как они относятся к электротехнологическому персоналу (являющемуся частью электротехнического), осуществляющему эксплуатацию электротехнологических установок (до 1000 В), к которым относится электросварочное оборудование [12].
Сварщики сдают теоретический и практический экзамены. Теоретический экзамен должен обязательно включать контроль знаний сварочного оборудования и источников питания, используемых оператором на рабочем месте (принцип действия, функциональные возможности, регулировка, настройка на заданный режим, устранение простейших неисправностей, правила эксплуатации и техники безопасности).
Конкретный вид оборудования и источников питания должен быть указан в аттестационной заявке. Практический экзамен проводят по одному способу сварки. Изменение способа сварки требует проведения нового экзамена.
Сварщик может подтвердить свою профессиональную подготовку по более, чем одному способу сварки при условии выполнения им отдельных контрольных сварных соединений каждым способом сварки.
В случае, если сварщик имеет опыт работы по ручной сварке, то в стаж его работы при аттестации на сварку механизированными или автоматическими способами сварки разрешается засчитывать стаж работы по ручной сварке.
В случае, если сварщик имеет опыт работы по механизированным способам сварки, то в стаж его работы при аттестации на сварку автоматическими способами сварки разрешается засчитывать стаж работы по механизированным способам сварки.
Аттестационные испытания по механизированной и автоматической сварке и наплавке под флюсом производятся только в нижнем положении.
Рекомендуемая литература
1. М., С. Ремонт и наладка электросварочного оборудования. – М.: Машиностроение, 1991. – 254 с.
2. Правила технической эксплуатации электроустановок потребителей и правила техники безопасности при эксплуатации электроустановок потребителей. – 4-е издание перераб. и доп. – М.: Энергоиздат, 1986. – 392 с.
3. К. и др. Сварка порошковой проволокой. Киев: Наукова думка, 1972. – 221 с.
4. Н. Оборудование для электрической сварки плавлением. –
М.: Машиностроение, 1987. – 207 с.
5. Аппаратура для механизированной дуговой и электрошлаковой сварки и наплавки / Под ред. А. И. Чвертко– Киев: Наукова думка, 1978. – 200 с.
6. С., А. Источники питания для сварки. –Челябинск: «Металлургия Урала», 1999. – 367 с.
7. Технология электрической сварки плавлением / Под ред. Б. Е. Патона. – Машгиз, 1962. – 663 с.
Н., Г., С. Зажигание сварочной дуги. – Ростов н/Д: «Гефест», 1999. – 200 с.
С. Оборудование и технология дуговой автоматической и механизированной сварки. – М.: Высш. шк., 2000. – 319 с.
10. Г. Сварка в углекислом газе. – М.: Машиностроение, 1984. – 80 с.
11. А. Шланговая полуавтоматическая сварка под флюсом. – М.: Машгиз, 1952.
12. Сборник нормативных документов системы аттестации сварщиков и специалистов сварочного производства. – М., 1999.
13. Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства. Утвержден Постановлением Госгортехнадзора России от 01.01.2001г. № 36.
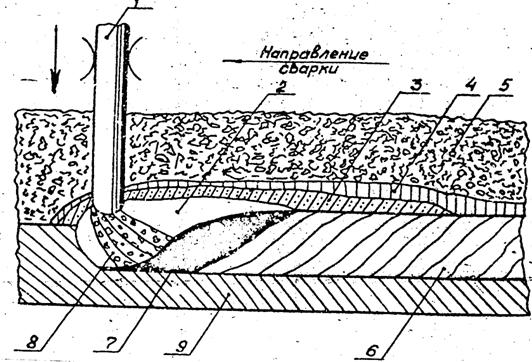
Рис. 1. Схема сварки под флюсом:
1 – плавящийся электрод; 2 – газовый пузырь; 3 – расплавленный флюс; 4 – шлаковая корка; 5 – гранулированный флюс; 6 – металл шва; 7 – расплавленный металл; 8 – сварочная дуга; 9 – основной металл
Рис. 2 Схема сварки в углекислом газе:
1 – электрод; 2 – подающие ролики; 3 – токоподводящий наконечник; 4 – сопло; 5 – дуга; 6 – изделие
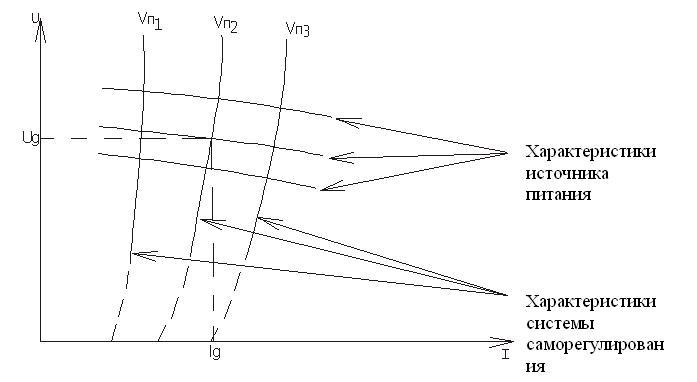
Рис. 3. Характеристики системы саморегулирования при Vп3>Vп2>Vп1
Рис. 4. Виды внешних статических характеристик источников питания:
1 – жесткая; 2 – пологопадающая; 3 – крутопадающая
Рис. 5. Изменение тока при различных внешних характеристиках источников питания:
1 – характеристика саморегулирования дуги; 2 – характеристика саморегулирования при возмущении по длине дуги Δlg < 0; 3, 4– характеристики источников питания; Δl1,Δl2 – изменение тока
Рис. 6. Циклограмма работы сварочных аппаратов:
Vc – скорость сварки; Vп – скорость подачи электрода; Qr – подача защитного газа
Рис. 7. Структурная схема сварочного автомата:
СГ – сварочная головка; ГА, ФА – газовая и флюсовая аппаратура; ИП – источник питания; БУ – блок управления; Д – дуга
Рис. 8. Настройка источника питания путем эквидистантного смещения статических характеристик
Рис. 9. Настройка источника питания путем изменения крутизны статических характеристик

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 |
 Основные порталы (построено редакторами)
Основные порталы (построено редакторами)