Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
6. Необходимо проверить работу системы охлаждения сварочных горелок и др. элементов установки.
7. Необходимо проверить вторичную (сварочную) цепь источника питания дуги, надежность соединений и токоподвода к свариваемой или наплавляемой детали.
8. Проверить установку требуемой характеристики источника питания. Для универсальных сварочных выпрямителей серии ВДУ переключателем устанавливается падающая или жесткая внешняя характеристика.
9. Проверяется напряжение холостого хода источника питания.
10. При необходимости устанавливается нужная секция сварочного дросселя.
11. Проверяется работа флюсовой аппаратуры – работа инжектора, создающего необходимое разрежение для уборки флюса.
12. В подготовку оборудования входит оснащение автоматов сменными деталями (шлангами, дополнительными опорными роликами, копирами и т. д.) для настройки на выполнение определенных работ. Это относится, прежде всего, к сварочным тракторам.
6.2. Зажигание дуги и установление процесса сварки
Возможно, несколько схем осуществления начала процесса. Для тонкой электродной проволоки диаметром 0,8…2,0 мм начало процесса осуществляется непосредственной подачей электрода к изделию при всех способах механизированной и автоматической сварки.
Установление процесса носит, как правило, циклический характер и происходит через 0,5…1,5 с. Для лучшего зажигания дуги при механизированной сварке рекомендуют осуществлять скользящее движение держателя вдоль шва.
Зажигание дуги для проволок диаметром 3,0 мм и более требует от сварщика определенного навыка. Электрод предварительно закорачивается на изделие. Место начала процесса засыпается флюсом. Далее электрическая схема автомата после нажатия на кнопку «Пуск» обеспечивает подачу напряжения, отрыв электрода от изделия и реверс после зажигания дуги ( автоматы конструкции ИЭС).
Здесь перспективно применение бесконтактного способа зажигания дуги, разработанного в РГУПС [8].
Порошковая проволока диаметром 3,0 мм подается непосредственно (без реверса) к изделию.
Во всех случаях, где это возможно, целесообразно подготавливать (заострять) конец электрода для облегчения зажигания дуги.
6.3. Контроль параметров режима
В процессе автоматической сварки контролируются по измерительным приборам три основных параметра режима: ток, напряжение на дуге и скорость сварки.
В системах саморегулирования дуги ток устанавливается скоростью подачи электрода, а напряжение на дуге – настройкой источника питания.
Если необходимо изменить один параметр режима при неизменном значении другого параметра, то эту операцию выполняют в два приема, изменяя скорость подачи электрода и характеристику источника питания.
На рис. 13 показана настройка системы Д-ИП на больший ток при неизменном напряжении на дуге. Исходный режим т. 1. Далее, увеличивая скорость подачи электрода, переходим в т. 2. После этого смещаем характеристику источника питания и получаем требуемый режим в т. 3. Возможна и другая схема настройки: переход из т. 1 в т. 2 и далее к точке 3 (рис. 13).
На рис. 14 показана настройка системы Д-ИП на большее напряжение при неизменном токе. Исходный режим т. 1. Уменьшением скорости подачи электрода переходим в т. 2. После этого смещаем характеристику источника питания и получаем требуемый режим в т. 3. Возможна и другая схема настройки: переход из т. 1 в т. 2 и далее к т. 3 (рис. 14).
6.4. Окончание сварки
Состоит в заварке кратера. Это достигается прекращением перемещения автомата или горелки полуавтомата, подачи электрода и горения дуги до ее естественного обрыва, после чего с электродов снимается напряжение. Это обеспечивается схемой управления полуавтомата или автомата. В отдельных случаях программируется режим окончания сварки для формирования конца электрода, обеспечивающего лучшее зажигание дуги.
В некоторых полуавтоматах зарубежных фирм настройка на нужный режим осуществляется автоматически нажатием кнопки или включением тумблера. Контроль всех подготовительных операций и их последовательность осуществляется микропроцессором.
6.5. Технология и техника сварки и наплавки
Все многообразие способов автоматической и механизированной сварки п. 7, исключая автоматическую наплавку ленточным электродом, можно свести к трем группам способов:
- автоматическая и механизированная сварка в активных газах (преимущественно в СО2) тонкой электродной проволокой диаметром 0,8÷1,2 мм (сварка короткой дугой);
- автоматическая и механизированная сварка и наплавка под флюсом, в СО2 , порошковой проволокой, осуществляемая в диапазоне средних режимов и высоких плотностей тока (dэ = 1,2 – 2,0 мм, а для порошковых проволок до dэ = 3,0 мм);
- автоматическая сварка и наплавка под флюсом электродами диаметром 3,0÷5,0 мм.
Диапазоны сварочных токов различных процессов автоматической и механизированной сварки плавящимся электродом приведены в табл. 7.
Таблица 7
Диапазон изменения сварочного тока для различных процессов
автоматической и механизированной сварки плавящимся электродом
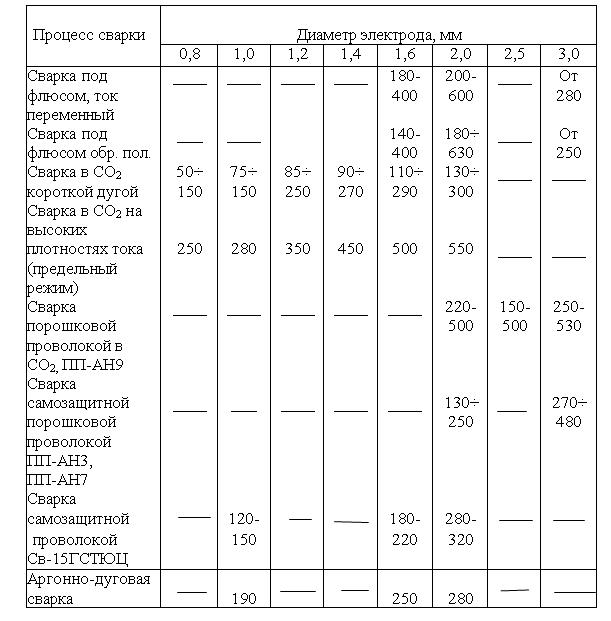
Примечание: сварка под флюсом осуществляется электродной проволокой Св-08. Сварка короткой дугой и на высоких плотностях тока в СО2 – электродной проволокой Св-08Г2С, аргонно-дуговая сварка электродной проволокой 12ХI8Н9Т.
Рассмотрим технику сварки для указанных трех групп способов.
6.5.1. Автоматическая и механизированная сварка и наплавка короткой дугой (1-я группа)
Это процесс с частыми периодическими замыканиями дугового промежутка. Процесс характерен в основном для сварки в активных защитных газах. Он имеет следующие технологические преимущества: возможность сварки на низких режимах и, как следствие, в любых пространственных положениях, малое разбрызгивание и высокая стабильность при оптимальных электрических параметрах сварочной цепи. Сварку осуществляют постоянным током обратной полярности. Для этого процесса необходимы источники питания с жесткими или пологопадающими характеристиками и определенными динамическими свойствами (для dэ = 0,8÷1,0 мм dI/dt – скорость нарастания тока должна составлять 70-100 кА/с, а для dэ = 1,4÷1,6 мм dI/dt – должна составлять 20÷30кА/с). Сварку металла малой 0,8÷1,2 мм толщины всегда рекомендуется выполнять в вертикальном положении сверху вниз с подводом тока к верхней части изделия. При чрезмерно большой ширине шва возможны прожоги. Во избежание этого рекомендуется уменьшать напряжение дуги, диаметр электрода, сварочный ток и увеличивать скорость сварки. При сварке на подкладках важно обеспечивать плотное прижатие листов к подкладке. При нагреве дугой листы, деформируясь, теряют устойчивость и изгибаются непосредственно перед дугой. Для исключения этого рекомендуют делать обортовку или изгибать стык вдоль сварки таким образом, чтобы при нагреве листы прижимались к подкладке. Металл толщиной более 1,2 мм легко сваривать на весу. При сварке металла толщиной 1,2-2 мм дугу рекомендуется направлять на ванну жидкого металла, сварку выполняют вертикальным электродом. Для сварки металла толщиной до 2 мм следует выбирать такие режимы, чтобы полный провар получался за один проход.
При значительных зазорах рекомендуется выполнять сварку в вертикальном положении сверху вниз и периодически прерывать процесс, либо совершать поперечные колебания электродом.
Техника сварки поворотных кольцевых стыков швов во многом подобна технике сварки продольных швов. Важным параметром режима является смещение от верхней точки окружности. Соединение на металле толщиной 0,8-2,5 мм и корневые швы на металле большой толщины рекомендуется сваривать в вертикальном положении сверху вниз или в полупотолочном положении (рис. 15). Дугу следует направлять на ванну жидкого металла. Это обеспечивает получение полного провара соединения с обратным формированием шва без прожогов даже при значительных переменных зазорах.
Нахлесточные соединения из металла толщиной 0,8-1,5 мм сваривают на весу, на медной, стальной или стеклянной подкладке. Более толстый металл обычно сваривают на весу. Металл толщиной 0,8-1,5 мм сваривают вертикальным электродом, направленным на кромку верхнего листа. Смещение электрода от кромки до ±(1-1,5) мм обеспечивает получение соединения высокого качества. При большем смещении электрода в сторону верхнего листа – ухудшения формирования шва и недостаточный провар нижнего листа.
Металл толщиной более 1,5 мм сваривают электродом, наклоненным поперек шва на 50-600 к поверхности листов. При сварке металла равных толщин электрод направляют в угол, а неравных – в сторону листа большей толщины.
Тавровые и угловые соединения можно сваривать наклонным электродом при вертикальном расположении стенки соединения и вертикальным электродом при расположении шва в лодочку. При сварке наклонным электродом угол наклона его к полке должен составлять 40-500. При сварке швов с катетом до 5 мм и одинаковой толщине листов электрод направляют в угол, при неодинаковой толщине – в сторону листа большей толщины. При сварке сталей большей толщины делают скос кромки. В этом случае электрод направляют в угол разделки. Для повышения производительности и улучшения формирования шва целесообразно выполнять сварку на спуск. Швы с катетом более 4 мм рекомендуется сваривать в лодочку. Это обеспечивает возможность использования форсированных режимов, улучшает формирование шва, позволяет увеличивать скорость сварки.
Замковые соединения наиболее часто применяют при сварке кольцевых швов. Такие соединения выполняют с разделкой кромок согласно ГОСТ 14771-76. Режимы сварки выбирают в зависимости от толщины листов и диаметра изделия. Замковые соединения позволяют выполнять сварку первых проходов на больших токах, поскольку в данном случае отсутствует опасность прожога листов. При сварке замкнутых сосудов во избежание появления пор в корне шва требуется сборка без зазоров. Поэтому замок делают скошенным и детали собирают с натягом. Для повышения производительности, улучшения формирования шва и уменьшения разбрызгивания электрод смещают с зенита так, чтобы вести сварку на спуск.
Особенности полуавтоматической сварки. Техника полуавтоматической сварки в СО2 и в смесях СО2 + О2, Ar2 + СО2 (25% СО2) и Ar2 + О2 + СО2 (25% СО2) проста. Задача сварщика состоит в поддержании постоянного вылета электрода, равномерном перемещении держателя вдоль кромок и в отдельных случаях в выполнении колебаний электрода. Глубина провара при сварке в СО2 и СО2 + О2 больше, чем при сварке Ar2 + О2 и при ручной дуговой сварке штучными электродами, что позволяет выполнять сварку на больших скоростях. Изменения скорости сварки, неизбежные при перемещении держателя вручную, сказываются на изменении глубины проплавления. Поэтому во избежание прожогов полуавтоматическую сварку выполняют с меньшей силой тока, чем автоматическую. В результате скорость полуавтоматической сварки меньше, чем автоматической.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 |
 Основные порталы (построено редакторами)
Основные порталы (построено редакторами)