
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Конструкция ЗВО и режим работы определяются маркой стали, профилем и размерами слитка, скоростью разливки.
В зависимости от марок сталей и их физических свойств определяется способ охлаждения. На основе практического опыта и расчета для различных сталей устанавливаются нормы вторичного охлаждения:
– удельные расходы воды на ЗВО;
– распределение расхода воды по участкам ЗВО.
Стали, обладающие значительной прочностью при температурах, близких к температуре затвердевания, и не претерпевающие фазовых превращений при остывании, например, стали аустенитного класса можно охлаждать интенсивно струйным способом охлаждения.
Для некоторых углеродистых сталей рекомендуются режимы охлаждения с g = 1,1-1,25 л/кг. Отмечается, что при отливке слябов с такими расходами исключается образование осевых трещин на торцах слябов. Подобные режимы рекомендуются при отливке крупных слябов сечением 2030 х 305 мм.
Для углеродистых и низколегированных сталей наиболее рациональным является смягченный режим охлаждения с g = 0,65-0,8 л/кг.
Мягкие режимы охлаждения, обеспечиваемые при экранном способе, применяются для высокоуглеродистых, легированных и других специальных марок сталей, для которых уже при g = 0,5 л/кг может появиться опасность образования внутренних трещин.
Большое влияние на ход затвердевания слитка оказывает конструктивное оформление ЗВО и способ охлаждения непосредственно под кристаллизатором. При струйном или форсуночном охлаждении с большими удельными расходами часть воды проникает снизу в зазор между стенками кристаллизатора и слитком, образовавшийся в результате усадки, что приводит к резкому повышению интенсивности теплоотвода в нижней части кристаллизатора за счет снижения термического сопротивления зазора. При ролико-форсуночном охлаждении с меньшими расходами вода не проникает в зазор, следовательно, интенсивность охлаждения в этом случае существенно ниже, что влияет на толщину корочки. Например, для одинаковой скорости разливки 0,77 м/мин при снижении удельных расходов воды с 5 до 0,9 л/кг толщина корочки на выходе из кристаллизатора уменьшается по широкой грани с 43 до 30 мм, а по узкой – с 34 до 30 мм. Поэтому на практике в случае ролико-форсуночного охлаждения с небольшими расходами воды для предотвращения возможности прорыва предусматривают установку форсунок, направленных снизу вверх (так называемый режим охлаждения "с подбоем" снизу).
8.3 Брусьевая, роликовая и комбинированная поддерживающие системы
Чтобы центрировать грани слитка относительно оси машины и предохранить их от выпучивания под действием ферростатического давления, в МНЛЗ устанавливается поддерживающая система различной конструкции.
По мере развития МНЛЗ для различных установок применялись следующие основные виды поддерживающей системы:
– брусьевая (или рельсовая);
– роликовая;
– шагающие балки;
– экранная и др.
Брусьевая поддерживающая система была разработана в первый же период освоения непрерывной разливки. Она сравнительно проста в изготовлении и эксплуатации, обеспечивает хорошую жесткость. Брусья располагаются вдоль движения слитка в несколько рядов по его ширине. В промежутках между брусьями устанавливаются форсунки. Охлаждение брусьев производится за счет воды для охлаждения слитка. До настоящего времени брусьевая система находит широкое применение в машинах вертикального типа. Однако при движении слитка возникают значительные силы трения о брусья, что существенно затрудняет процесс вытягивания и создает дополнительные напряжения в корочке слитка. Поэтому общая протяженность брусьевых секций имеет ограниченную длину.
На следующем этапе развития МНЛЗ широкое применение получила роликовая поддерживающая система. Ролики изготавливаются из специальных сталей с внутренним или внешним водяным охлаждением. Они располагаются поперек слитка с определенным шагом и вращаются вдоль его движения, что обеспечивает непрерывность и плавность процесса вытягивания слитка, значительно снижает силы трения о поверхность слитка: Вместе с тем, при отливке слябов большой ширины (2 м и более) ролики большой длины не обеспечивают достаточной жесткости, что может привести к искажению профиля слитка.
При увеличении диаметра поддерживающих роликов значительно уменьшается зона орошения между ними, что может привести к местному разогреву поверхности слитка. Для сохранения необходимой жесткости часто применяют двойную систему роликов основных и подпорных, что усложняет конструкцию поддерживающей системы и затрудняет ее эксплуатацию. Роликовая поддерживающая система получила распространение в машинах криволинейного типа.
В мощных машинах вертикального типа находит применение комбинированная система, состоящая из брусьев и роликовых секций. Схема такого типа ЗВО показана на рис. 8.1а. Брусьевые секции устанавливаются в верхней части машины, сразу за кристаллизатором, где толщина затвердевшей корочки слитка еще незначительна и, следовательно, особенно необходима достаточная жесткость поддерживающей системы для предохранения слитка от выпучивания. Далее в нижней части ЗВО располагаются роликовые секции.
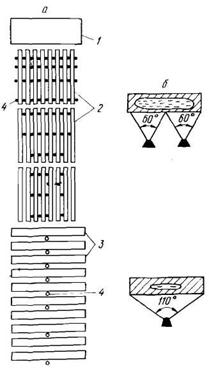
Рис. 8.1 – Схема комбинированной поддерживающей системы зоны вторичного охлаждения (а) и расположение форсунок по ширине слитка с углами раскрытия 60° и 110° (б):
1 – кристаллизатор; 2 – брусьевые секции; 3 – роликовые секции; 4 – форсунки
В некоторых МНЛЗ применялись шагающие балки с водяным охлаждением (конструкция Уральского завода тяжелого машиностроения). Однако они не получили широкого распространения, по-видимому, из-за сложности механической системы балок.
Экранная поддерживающая система состоит из водоохлаждаемых экранов, окружающих слиток со всех сторон. Экраны выполняют двойную функцию – как система охлаждения и поддерживающая система.
Лекція 15
Вибір форсунок і охолоджувача для вторинного охолодження злитка
План лекції: Форсунки для вторинного охолоджування злитка. Інтенсивність охолоджування для різних видів охолоджувачів.
8.4 Форсунки для вторичного охлаждения слитка
Для вторичного охлаждения непрерывного слитка чаще всего применяются системы форсунок. В зависимости от конструкции МНЛЗ, размеров слитков и других факторов используются форсунки различных типов, которые располагаются на стояках или поперечных трубопроводах.
Функции форсунок для вторичного охлаждения:
– создают необходимую плотность орошения поверхности;
– обеспечивают определенную скорость движения капелек воды;
– обеспечивают равномерность охлаждения поверхности слитка;
– обеспечивают регулирование расхода воды в широких пределах.
Первый опыт освоения МНЛЗ показал, что обычные промышленные форсунки для мелкого распыла воды с малым диаметром сечения очень быстро засоряются, форсунки с большим диаметром выходного сечения не дают необходимого распыла факела. В связи с этим были разработаны специальные форсунки с механическим распылом.
Вначале широко использовались круглофакельные форсунки с углом раскрытия факела ~ 60°. Центробежные форсунки с коническим факелом и червячным распылителем не обеспечивали необходимой равномерности орошения поверхности слитка.
В последнее время широкое применение нашли широкоугольные плоскофакельные форсунки (например, щелевого типа) с углами раскрытия факела 90° и 120°, которые обеспечивают лучшее распределение воды по ширине крупных слябов. Особенно удобны подобные форсунки при установке на мощных МНЛЗ в узком межроликовом пространстве. На рис. 8.1б показаны примерные схемы расположения форсунок по ширине слитка.
8.5 Интенсивность охлаждения для различных видов охладителей
В связи с трудностями регулирования температурных режимов охлаждения при малых удельных расходах воды ведутся исследования по применению других способов охлаждения, анализируются возможности использования разных теплоносителей. Снижение интенсивности вторичного охлаждения позволяет выравнивать график изменения температуры поверхности по длине слитка, а также повысить значение температуры поверхности в конце ЗВО.
Проводились многочисленные исследования по определению коэффициентов теплоотдачи для различных видов охладителей. Интенсивность охлаждения уменьшается в следующей последовательности:
– вода;
– водо-воздушная смесь;
– воздух при истечении через патрубок без форсунки
– водяной пар;
– воздух.
Возможность более тонкого регулирования расхода воды, а также снижения интенсивности вторичного охлаждения достигается при использовании водо-воздушного охлаждения. Впервые этот способ был применен еще в 1958 году на заводе "Красное Сормово".
В настоящее время способ водо-воздушного охлаждения нашел широкое промышленное применение. Он обладает рядом преимуществ перед водяным охлаждением:
– высокой эффективностью и равномерностью охлаждения;
– большой гибкостью в эксплуатации и регулировании;
– существенным снижением расхода воды;
– стойкостью к засорению форсунки и, следовательно, меньшими требованиями к очистке воды, повышением надежности работы.
Для водо-воздушного охлаждения также разрабатывались специальные конструкции форсунок с подводом воздуха в том же направлении, что и вода, или под углом 60-90° к направлению подачи воды. Во всех случаях водо-воздушное охлаждение показало превосходство над форсуночным водяным охлаждением. Например, известна схема форсунки системы "Лехлер" с направлением потока воздуха перпендикулярно направлению воды: выходное сечение форсунки 20 мм² по сравнению с 3-4 мм² в обычных форсунках. При этом такая форсунка обеспечивает мелкий распыл с размером капли 59 мкм по сравнению со 116 мкм при распылении воды, широкий диапазон регулирования расхода воды (1:40). Благодаря сравнительно большому выходному сечению форсунка не засоряется и не требует особой очистки воды.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 |
