
![]() ,
,
где ![]() – расстояние от уровня металла в сталеразливочном ковше до мениска металла в кристаллизаторе;
– расстояние от уровня металла в сталеразливочном ковше до мениска металла в кристаллизаторе; ![]() – длина участка резки и длина мерной заготовки после порезки;
– длина участка резки и длина мерной заготовки после порезки; ![]() – длина жидкой фазы в непрерывнолитом слитке;
– длина жидкой фазы в непрерывнолитом слитке; ![]() – коэффициент запаса, учитывающий некоторые конструкционные длины (
– коэффициент запаса, учитывающий некоторые конструкционные длины (![]() = 1,0-1,1).
= 1,0-1,1).
Величина ![]() определяется высотой сталеразливочного и промежуточного ковшей и минимально необходимым расстоянием между ними и кристаллизатором. Величина
определяется высотой сталеразливочного и промежуточного ковшей и минимально необходимым расстоянием между ними и кристаллизатором. Величина ![]() зависит от способа резки и требований прокатного производства. Указанные величины не зависят от условий затвердевания.
зависит от способа резки и требований прокатного производства. Указанные величины не зависят от условий затвердевания.
Для радиальной МНЛЗ с радиусом изгиба R можно считать, что ![]() равна четверти длины окружности, тогда
равна четверти длины окружности, тогда ![]() .
.
Высота, занимаемая криволинейным слитком, равна радиусу, т. е. H = R. Тогда строительная высота радиальной МНЛЗ определится как
![]() ,
,
где ![]() – расстояние от уровня металла в сталеразливочном ковше до мениска металла в кристаллизаторе.
– расстояние от уровня металла в сталеразливочном ковше до мениска металла в кристаллизаторе.
2.5 Факторы, влияющие на ухудшение качества слитка, появление трещин и других дефектов
При совершенствовании технологии непрерывной разливки должны совместно решаться две основные проблемы – повышение производительности МНЛЗ (повышение скорости разливки) и улучшение качества отливаемых слитков.
Повышение скорости разливки непрерывного слитка и увеличение интенсивности теплоотвода позволяют увеличить производительность, но с другой стороны часто это приводит к ухудшению качества слитка, появлению трещин и других дефектов. Поэтому необходим анализ причин возникновения основных дефектов и разработки практических мер по их устранению или предотвращению.
На основе опыта установлены основные факторы, влияющие на развитие дефектов:
– геометрические размеры слитка;
– конструкция кристаллизатора и состояние его рабочей поверхности;
– технологические условия выплавки и химический состав металла;
– условия разливки металла;
– тепловые режимы вторичного охлаждения.
Для получения заготовки хорошего качества требуется комплекс наиболее удачно сочетающихся мероприятий, каждое из которых предупреждает возникновение того или иного дефекта.
2.6 Напряжение в непрерывнолитом слитке
Одной из основных проблем повышения качества непрерывных слитков является вопрос об устранении или уменьшении различного рода трещин. Как показывают результаты многочисленных исследований, причиной появления и развития всех трещин являются напряжения в формирующемся непрерывном слитке, превышающие предел прочности металла.
Напряжения в твердой корочке слитка возникают по следующим механическим причинам:
– трение в кристаллизаторе;
– давление опорных роликов;
– ферростатическое давление;
– изгиб и выпрямление слитка;
– усилие, создаваемое при вытягивании слитка;
– нарушения механической настройки оборудования МНЛЗ и др.
С другой стороны, причиной напряжений может быть крайне неравномерное температурное поле оболочки слитка, вызывающее значительные температурные напряжения.
Многие исследователи прямо или косвенно связывают появление и развитие трещин в непрерывном слитке с условиями его охлаждения (возникновением больших перепадов температуры по сечению твердой корочки) и даже считают их определяющими.
Наиболее полно механизм трещинообразования отражает теория, по которой появление трещин в непрерывном слитке связывается с напряженно-деформированным состоянием в его затвердевшей части, распределением температур и механическими свойствами стали в широком интервале температур.
Опытами установлено, что практически невозможен режим охлаждения, при котором отсутствовали бы напряжения. На практике может идти речь о минимальных величинах напряжений, не превышающих допустимых пределов.
При неправильной организации тепловых режимов охлаждения происходят скачкообразные изменения температуры поверхности слитка по его высоте и периметру, приводящие к возрастанию напряжений и нарушению сплошности металла.
Лекції 5, 6 и 7
Конструкції МБЛЗ
План лекцій: Основні принципи класифікації конструкцій МБЛЗ. Вертикальні МБЛЗ: переваги і недоліки. Радіальні МБЛЗ: переваги і недоліки. Криволінійні МБЛЗ: переваги і недоліки. Похилі МБЛЗ: переваги і недоліки. Горизонтальні МБЛЗ: переваги і недоліки.
3 КОНСТРУКЦИИ МНЛЗ
Современные МНЛЗ отличаются большим разнообразием и выполняются по различным схемам. Существенное значение имеют условия размещения МНЛЗ на ограниченных площадках, при реконструкции старых цехов и заводов.
Во всех действующих установках металл разливается сверху. В тоже время проводятся исследования по непрерывной разливке металла не сверху, а снизу.
3.1 Основные принципы классификации конструкций МНЛЗ
Можно рассмотреть несколько основных принципов классификации конструкций МНЛЗ:
– по направлению технологической оси машины, т. е. по расположению выдаваемого в процессе литья непрерывного слитка;
– по назначению или сортаменту заготовок и вместимости сталеразливочных ковшей;
– по числу ручьев в одной машине и планировке.
По расположению технологической оси в процессе литья выделяют следующие основные типы МНЛЗ:
– вертикальные установки с резкой заготовок в вертикальном положении;
– вертикальные с изгибом заготовки;
– радиальные установки с постоянным радиусом изгиба заготовки;
– криволинейные с переменным радиусом изгиба;
– наклонные установки;
– горизонтальные установки.
Перечисленные типы конструкций МНЛЗ схематично показаны на рис. 3.1.
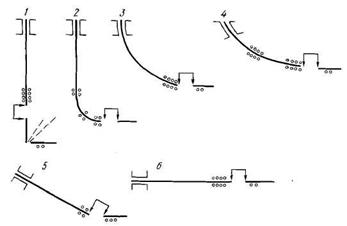
Рис. 3.1 – Типы конструкций МНЛЗ
1 ‑ вертикальная; 2 ‑ вертикальная с изгибом; 3 ‑ радиальная; 4 ‑ криволинейная; 5 ‑ наклонная; 6 ‑ горизонтальная
В зависимости от сортамента заготовок МНЛЗ можно разделить по типу заготовок для дальнейшего передела на:
– слябовые;
– блюмовые;
– сортовые;
– трубные.
В зависимости от формы заготовок можно разделить МНЛЗ для отливания:
– прямоугольных заготовок;
– квадратных заготовок;
– круглых заготовок;
– специальных профилей.
По количеству ручьев МНЛЗ могут быть от одноручьевой до 8‑миручьевой. Число ручьев определяется в зависимости от сортамента слитков и ряда технологических факторов:
– для разливки слябов применяются МНЛЗ с одним или двумя ручьями, наибольшее распространение получили 2-х ручьевые слябовые установки;
– для разливки блюмов обычно используются 2-х или 4-х ручьевые установки. Для блюмовых установок часто за счет увеличения количества ручьев обеспечивается рост производительности.
– для разливки заготовок квадратного сечения используются установки от одного ручья до 8-ми ручьев. Часто строятся 6-ти и 4-х ручьевые сортовые машины.
Очевидно, не может быть универсальных машин непрерывного литья заготовок. Каждый тип конструкции МНЛЗ имеет свою специфику, отличительные черты и области применения, где лучше выявляются и используются его преимущества.
3.2 Вертикальные МНЛЗ: преимущества и недостатки
Вертикальные установки (рис. 3.1, схема 1) с непрерывной подачей металла в кристаллизатор и вытягиванием слитка со скольжением корки получили наибольшее распространение в первый период освоения способа непрерывной разливки стали. Установки изготавливались с прямолинейным кристаллизатором и резкой слитков в вертикальном положении. С увеличением производительности такой установки возрастает ее высота. Наиболее крупные вертикальные МНЛЗ имеют высоту до 40-50 м. Сооружаются установки надземные, подземные и комбинированные.
Надземные МНЛЗ вертикального типа сооружаются в высокой башне, располагаемой над уровнем пола цеха. Преимуществами надземных установок являются простота выдачи слитков на уровень пола цеха, удобство обслуживания оборудования, хорошая вентиляция всей установки, естественный отвод воды. Недостатки надземных установок в трудности расположения в цехе высокой башни, большой высоте подъема ковша с жидким металлом.
Подземные вертикальные установки, чаще всего комбинированные, располагаются в глубоких колодцах под уровнем пола цеха. При расположении верхней части установки на площадке над уровнем цеха глубина колодцев достигает 25-30 м, что вызывает большие трудности при сооружении глубоких подземных колодцев.
Пример конструкции МНЛЗ вертикального типа приведён на рис. 3.2. Данная МНЛЗ предназначена для литья крупных заготовок толщиной 100-200 мм.
Рис. 3.2 – Схема МНЛЗ вертикального типа:
1 ‑ сталеразливочный ковш; 2 ‑ шиберный затвор; 3 ‑ стопорный затвор; 4 ‑ промежуточный ковш; 5 ‑ кристаллизатор; 6 ‑ опорные валки; 7 ‑ зона вторичного охлаждения; 8 ‑ форсунки для распыления воды; 9 ‑ тянущие валки; 10 ‑ синхронизатор перемещения газорезки со скоростью заготовки; 11 ‑ газорезка

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 |
