
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Оптимизация процесса затвердевания слитка представляет сложную проблему, которая до настоящего времени еще находится в начальной стадии постановки и решения.
В решении проблемы оптимизации существуют два подхода.
1-й подход оптимизации процесса разливки:
Если современные знания о факторах, определяющих структуру и свойства затвердевающего металла, весьма ограничены, то идут по пути установления корреляционных связей между управляемыми параметрами на входе рассматриваемой системы и характеристиками качества готовой продукции на выходе.
Для непрерывной разливки стали при заданной производительности входными параметрами могут являться:
– скорость разливки;
– температура металла в ковше;
– интенсивность теплоотвода в кристаллизаторе, ЗВО и др.
Выходными параметрами должны являться
– наличие дефектов типа трещин, осевой рыхлости или пористости;
– количество неметаллических включений;
– параметры внутренней структуры металла;
– механические свойства и др.
Связь между входными параметрами и характеристиками качества устанавливается на основе статистической обработки многочисленных экспериментальных исследований.
При этом задача управления процессом сводится к тому, чтобы поддерживать на оптимальном уровне значения тех входных параметров, которые в большей мере влияют на результирующие показатели.
Преимуществом данного подхода является то, что он обладает широкой общностью и может быть реализован без подробного знания конкретных процессов, протекающих в системе.
Недостатком данного метода является его применение только для установившейся технологии. При изменении технологии необходимо снова накапливать экспериментальный материал.
2-й подход оптимизации процесса разливки:
Он основан на достаточно хорошем знании процессов, протекающих при затвердевании, и известном их математическом описании. Требования к качеству слитка формируются при этом в виде совокупности физических критериев, характеризующих конкретное физическое явление.
Задача оптимизации в этом случае состоит в поддержании на заданном оптимальном уровне значений основных физических параметров или главных критериев.
Этот активный метод обладает гибкостью в применении к меняющейся технологии, а также к задачам разработки и проектирования новых способов и агрегатов непрерывной разливки.
Практически важной и перспективной возможностью этого метода является прогнозирование основных технологических и теплотехнических параметров при изменении производительности, сортамента сталей или проектировании новых МНЛЗ.
Эффективным методом в решении задач оптимизации является математическое моделирование на базе численных методов решения задач затвердевания слитков.
5.5 Основные требования к оптимальному температурному режиму охлаждения слитка по длине МНЛЗ
В связи с большими трудностями выбора эффективных и поддающихся расчету критериев до настоящего времени еще не создана достаточно общая и обоснованная методика расчета оптимальных режимов затвердевания непрерывных слитков. Существует несколько подходов к расчету оптимальных режимов.
Первый подход:
Иногда исследователи решают задачи оптимизации для отдельных конкретных случаев, оценивают оптимальный режим охлаждения на основании расчета величины термических напряжений. Очевидно, оптимальным можно считать такой тепловой режим, при котором обеспечивается максимальная скорость затвердевания, когда термические напряжения в слитке не превышают допустимых пределов.
Однако вследствие сложности процессов и их математического описания комплексное решение задачи о напряженном состоянии затвердевающего непрерывного слитка с одновременным учетом усадочных, термических и механических напряжений встречает значительные трудности. Получение точного решения также затрудняется из-за недостатка данных по термомеханическим характеристикам сталей при высоких температурах. Имеющиеся в настоящее время математические модели напряженного состояния непрерывных слитков позволяют проводить качественное исследование режимов охлаждения, а также сравнительный анализ различных вариантов.
Второй подход:
В работах многих авторов исследование условий формирования непрерывного слитка во всей их сложности заменяется исследованием только тепловой стороны процесса, которую известные математические модели описывают достаточно адекватно реальным условиям.
При оценке оптимальных режимов можно получить рекомендации по улучшению качества непрерывных слитков на основании исследований температурного поля слитка, которым полностью определяются возможность возникновения и величина термических напряжений. Проблема улучшения качества рассматривается как задача оптимального управления температурным полем непрерывного слитка.
На основе анализа системы прямых показателей качества и содержащихся в литературе рекомендаций по их улучшению формулируются критерии оптимальности температурного поля слитка. Обычно они формулируются в виде условий к температурному полю поверхности слитка.
Основные требования оптимального режима:
1. Монотонное снижение температуры поверхности слитка до окончания затвердевания.
2. Равномерное распределение температуры по периметру слитка.
3. Уровень температуры поверхности в конце ЗВО > 900 °С, т. е. выше зоны красноломкости – 816-900 °С.
4. Температура поверхности в конце зоны разгиба > 900 °С (для криволинейных МНЛЗ).
Для реализации оптимальных температурных режимов охлаждения слитка необходимо определить следующие технологические параметры:
– расход охлаждающей воды в кристаллизаторе;
– расходы охлаждающей воды по участкам зоны вторичного охлаждения;
– распределение воды по периметру непрерывного слитка.
Как показывает практика, невозможно полностью и одновременно удовлетворить все изложенные выше требования. Поэтому часто говорят об оптимальном режиме охлаждения, который давал бы минимальные отклонения от этих требований.
Лекція 11
Принцип роботи кристалізатора
План лекції: Функції кристалізатора. Стаціонарні і рухомі кристалізатори. Збірні, блокові і гільзові кристалізатори: особливості конструкції і область застосування. Вибір довжини кристалізатора.
6 ПРИНЦИП РАБОТЫ КРИСТАЛЛИЗАТОРА
6.1 Функции кристаллизатора
Кристаллизатор является важнейшим технологическим узлом МНЛЗ, так как в нем происходит формирование непрерывного слитка.
Назначение кристаллизатора – это формообразование слитка и отвод от кристаллизующейся стали теплоты, обеспечивающей условия для непрерывного формирования твердой оболочки слитка достаточной толщины и прочности, чтобы она не разрушалась под действием трения и ферростатического давления на выходе из кристаллизатора. Тепловая работа кристаллизатора в значительной мере определяет качество непрерывнолитой заготовки.
Для обеспечения высокой интенсивности теплоотвода применяют кристаллизаторы с водяным охлаждением.
При промышленном использовании конструкция кристаллизатора должна обеспечить:
– высокое качество непрерывных слитков из сталей многих марок;
– необходимую скорость вытягивания слитка;
– стабильность и надежность процесса непрерывной разливки;
– высокую стойкость, обеспечивающую рентабельную работу всей установки;
– безопасность работы.
Пример конструкции кристаллизатора представлен на рис. 6.1.
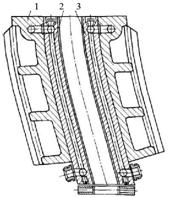
Рис. 6.1 – Кристаллизатор криволинейной МНЛЗ
1 ‑ корпус; 2 ‑ каналы для воды; 3 ‑ внутренние рабочие пластины
Кристаллизатор представляет собой жесткую конструкцию, состоящую из внутренних рабочих пластин (1) и внешнего корпуса (2). В стенах кристаллизатора имеются каналы (3) для протекания охлаждающей воды.
6.2 Стационарные и подвижные кристаллизаторы
По принципу работы различают кристаллизаторы стационарные (неподвижные) и подвижные со специальным механизмом качания. Неподвижные кристаллизаторы и на пружинах применялись ранее для малых сечений и низких скоростей. В настоящее время для разливки слитков крупных сечений и при сравнительно высоких скоростях разливки применяются кристаллизаторы с возвратно-поступательным движением (качанием), улучшающим скольжение слитка.
Во время разливки кристаллизатору придается возвратно-поступательное движение с шагом 10-50 мм, с частотой качаний ~ 100 в мин. Режимы качания могут быть синусоидальными, поступательными с движением вниз со скоростью вытягивания слитка, вверх – со скоростью, в 3 раза большей и др.
Возвратно-поступательное движение кристаллизатора способствует увеличению скорости затвердевания, особенно в верхней части.
6.3 Сборные, блочные и гильзовые кристаллизаторы: особенности конструкции и область применения
По мере развития способов и технологии непрерывной разливки конструкции кристаллизаторов неоднократно изменялись и совершенствовались.
В зависимости от способов изготовления в настоящее время при непрерывной разливке стали применяются:
– сборный, составной кристаллизатор, рабочие стенки которого выполнены из отдельных плит;
– блочный кристаллизатор, состоящий из монолитного материала, в котором выполнена рабочая полость;
– гильзовый кристаллизатор, рабочие стенки которого выполнены из цельной медной гильзы;
– другие типы конструкций (например, в наклонных установках конвейерного типа применяют литье между лентами конвейера и т. д.).
Раньше часто использовались сварные конструкции кристаллизаторов, а в настоящее время применяются преимущественно сборные и гильзовые, которые значительно облегчают монтаж и смену деталей.
По опыту эксплуатации и особенностям тепловой работы можно выделить следующие типы кристаллизаторов:
1) тонкостенные сборные с прямоугольными каналами для циркуляции воды, частным случаем этого типа являются гильзовые кристаллизаторы;
2) гильзовые кристаллизаторы;
3) толстостенные сборные со сверленными цилиндрическими каналами;

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 |
