
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Общие потери складываются из потерь в кристаллизаторе и в зоне вторичного охлаждения: ![]() , где
, где ![]() – учитывает потери теплоты в кристаллизаторе на излучение открытой поверхностью жидкого металла, от наружных стенок кристаллизатора, на начальный нагрев кристаллизатора;
– учитывает потери теплоты в кристаллизаторе на излучение открытой поверхностью жидкого металла, от наружных стенок кристаллизатора, на начальный нагрев кристаллизатора; ![]() – учитывает потери теплоты в зоне вторичного охлаждения на нагрев элементов конструкций поддерживающей системы, излучение и др.
– учитывает потери теплоты в зоне вторичного охлаждения на нагрев элементов конструкций поддерживающей системы, излучение и др.
Часть теплоты затрачивается на нагрев кристаллизатора и поддерживающей системы только в начальный период работы машины. При длительной работе машины, например, при разливке металла методом "плавка на плавку", эти потери весьма незначительны. Обычно при исследовании тепловых процессов в МНЛЗ потерями теплоты на нагрев оборудования пренебрегают вследствие их малой величины.
При составлении баланса не учитывается теплообмен вдоль оси слитка ввиду его незначительности.
На рис. 5.1 показана диаграмма распределения теплоты вдоль технологической оси МНЛЗ.
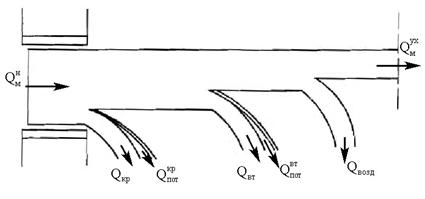
Рис. 5.1 Диаграмма теплового баланса МНЛЗ
Удельное количество теплоты, поступающего в машину с жидким металлом (или энтальпию), можно рассчитывать по формуле:
![]() , [Дж/кг]
, [Дж/кг]
где ![]() – скрытая теплота кристаллизации стали, Дж/кг;
– скрытая теплота кристаллизации стали, Дж/кг; ![]() и
и ![]() ‑ теплоемкость твердой и жидкой стали, Дж/(кг×К);
‑ теплоемкость твердой и жидкой стали, Дж/(кг×К); ![]() – температура начала затвердевания, °С;
– температура начала затвердевания, °С; ![]() – конечная температура стали, °С;
– конечная температура стали, °С; ![]() – перегрев сверх температуры начала затвердевания (сверх температуры ликвидус), °С.
– перегрев сверх температуры начала затвердевания (сверх температуры ликвидус), °С.
Если принять величину скрытой теплоты кристаллизации для большинства сталей в пределах 270-275 кДж/кг, а величину перегрева металла ![]() = 20 °С, то расчетное удельное количество теплоты с жидким металлом составит ~ 1300 кДж/кг.
= 20 °С, то расчетное удельное количество теплоты с жидким металлом составит ~ 1300 кДж/кг.
Полное количество теплоты, поступающего в машину в единицу времени (или тепловой поток) ![]() , где
, где ![]() – производительность МНЛЗ, кг/с.
– производительность МНЛЗ, кг/с.
5.2 Анализ статей теплового баланса для различных конструкций МНЛЗ
В таблице 5.1 приведен тепловой баланс МНЛЗ по результатам экспериментальных и расчетных данных многих авторов, из которого следует, что в пределах машины от слитка отводится ~ 55 % теплоты стали, а остальные 45 % теплоты уходят из машины с горячей заготовкой.
Таблица 5.1 – Расходные статьи теплового баланса МНЛЗ
Удельное количество | Доля теплоты, % | |
Зоны МНЛЗ: | 210 | 16 |
– зона вторичного охлаждения | 320 | 25 |
– воздушное охлаждение (до резки) | 190 | 15 |
Итого: | 720 | 56 |
– за машиной | 580 | 44 |
ВСЕГО | 1300 | 100 |
Из анализа табл. 5.1 следует, что из всей теплоты, отнимаемой от металла в пределах машины, в кристаллизаторе отводится ~ 30 % теплоты, 45 % в зоне вторичного охлаждения и в зоне воздушного охлаждения ~ 25 % теплоты. Таким образом, в пределах установки основная доля теплоты (~ 75 %) отводится от слитка в кристаллизаторе и ЗВО и только менее 25 % отводится на воздухе за счет свободной конвекции и излучения. Указанные процентные соотношения сильно зависят от соотношения длин кристаллизатора, ЗВО и воздушного участка.
Отсюда следует вывод о необходимости исследования тепловой работы кристаллизатора и ЗВО, а также разработке способов интенсификации и регулирования процессов теплообмена в этих зонах.
Анализ статей баланса позволяет выявить основные тепловые потери и разработать меры по улучшению тепловой работы МНЛЗ.
В частности, анализируя данные табл. 5.1 можно увидеть, что заготовка уходит из МНЛЗ со среднемассовой температурой 830 °С:  = 830 °С. Здесь удельная теплоемкость стальной заготовки принята
= 830 °С. Здесь удельная теплоемкость стальной заготовки принята ![]() = 700 Дж/(кг×К), а теплота металла после резки составляет
= 700 Дж/(кг×К), а теплота металла после резки составляет ![]() = 580 кДж/кг. Как известно, температуры 830 °С недостаточно для последующей прямой прокатки заготовки. Для прокатки стальной заготовки необходимо иметь среднемассовую температуру порядка 1100-1200 °С (в зависимости от марки стали), но во всяком случае не ниже 950-1000 °С. Поэтому в дальнейшем требуется подогревать заготовку в проходных печах перед прокатным станом или пересмотреть статьи теплового баланса для дополнительного сохранения теплоты в горячем металле после резки. Например, возможно почти полностью исключить потери теплоты на воздухе путем размещения между ЗВО и резкой термостатирующего устройства. Тогда температура заготовки после порезки может возрасти до 1100 °С и заготовку можно прокатать без промежуточного подогрева.
= 580 кДж/кг. Как известно, температуры 830 °С недостаточно для последующей прямой прокатки заготовки. Для прокатки стальной заготовки необходимо иметь среднемассовую температуру порядка 1100-1200 °С (в зависимости от марки стали), но во всяком случае не ниже 950-1000 °С. Поэтому в дальнейшем требуется подогревать заготовку в проходных печах перед прокатным станом или пересмотреть статьи теплового баланса для дополнительного сохранения теплоты в горячем металле после резки. Например, возможно почти полностью исключить потери теплоты на воздухе путем размещения между ЗВО и резкой термостатирующего устройства. Тогда температура заготовки после порезки может возрасти до 1100 °С и заготовку можно прокатать без промежуточного подогрева.
Работа МНЛЗ существенно зависит от организации теплоотвода по длине слитка. При этом важное значение имеют как конструктивные параметры (длина кристаллизатора и зоны вторичного охлаждения, вид вторичного охлаждения), так и требуемые расходы воды на охлаждение слитка.
При оценке теплоотвода первоочередной задачей является определение требуемого расхода воды в различных зонах МНЛЗ.
Величина расхода воды связывается с требуемым значением теплоотвода Q или плотности теплового потока q, перепада температур в кристаллизаторе или с величиной коэффициента теплоотдачи a в зоне вторичного охлаждения.
5.3 Основные процессы теплообмена по зонам охлаждения
Для более глубокого анализа и учета особенностей теплообмена в МНЛЗ выделяют следующие характерные зоны охлаждения, для которых разработаны методы расчета.
Зона кристаллизатора, которая, в свою очередь, делится на две части. В верхней части кристаллизатора при наличии плотного контакта между корочкой слитка и стенкой кристаллизатора происходит передача теплоты от жидкого металла к охлаждающей воде теплопроводностью через стенку кристаллизатора. В нижней части кристаллизатора вследствие отхода затвердевшей корочки от стенки кристаллизатора происходит теплопередача конвекцией, излучением и теплопроводностью от затвердевшей корочки к охлаждающей воде через газовый зазор и стенку кристаллизатора.
Зона вторичного водяного охлаждения. Передача теплоты от поверхности затвердевшей корочки слитка к охлаждающей воде происходит, в основном, за счет вынужденной конвекции, а также излучением.
Зона охлаждения на воздухе. Охлаждение поверхности слитка в этой зоне протекает на воздухе в условиях свободной конвекции и излучения.
Величина теплоотвода в кристаллизаторе зависит от скорости разливки. Возможности увеличения теплоотъема практически ограничиваются поверхностью охлаждения слитка в кристаллизаторе.
В ЗВО теплоотвод можно менять в значительно больших пределах путем изменения поверхности охлаждения, интенсивности и способа охлаждения.
На воздухе после ЗВО теплоотвод практически не управляется, т. к. пока МНЛЗ является обособленным тепловым агрегатом, имеющим слабую связь с последующими переделами металлургического завода. В будущем МНЛЗ станет агрегатом, поставляющим горячую заготовку для прокатного стана, и тогда вопрос управления охлаждением заготовки на воздухе будет актуальным.
Во всех зонах необходимо знать теплофизические особенности процесса формирования слитка, важно определить толщину корочки и глубину жидкой фазы, оценить оптимальные режимные и конструктивные параметры.
Расчетно-теоретический анализ основных закономерностей теплообмена позволяет прогнозировать развитие МНЛЗ и решать практические задачи повышения производительности установок и улучшения качества непрерывных слитков при переходе на другие размеры слитков и освоении непрерывной разливки новых марок стали.
Процессы теплопередачи и затвердевания необходимо изучать раздельно для каждой зоны из-за большого различия в физической сущности и интенсивности протекания процессов.
Лекція 10
Оптимальний температурний режим охолоджування злитка
План лекції: Підходи до вирішення завдань оптимізації. Основні вимоги до оптимального температурного режиму охолоджування злитка по довжині МБЛЗ.
5.4 Подходы к решению задач оптимизации
Одной из главных теоретических и практических задач является совершенствование технологического процесса, его оптимизация.
Разработка представлений об оптимальных условиях затвердевания металла и их практическая реализация выступают в этом плане конечной целью, достижение которой создает дополнительные возможности для увеличения производительности и повышения качества продукции.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 |
