

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Дефектоскопирование тележек производится согласно руководящих документов по неразрушающему контролю РД 32.174-2001, РД 32.149-2000 Феррозондовый метод контроля, РД 32.159-2000 Магнитопорошковый метод контроля, РД 32.150-2000 Вихретоковый метод контроля.
Дефектоскопирование боковых рам и надрессорных балок осуществляется дефектоскопами Ф-205.30, ДФ-103 с применением намагничивающих систем МСН-10, МСН-14.
После наплавки подпятника надрессорной балки дефектоскопирование осуществляется на установке МСН-31.
Для настройки приборов применяю тся отраслевые стандартные образцы ОСО-НО-021.
тся отраслевые стандартные образцы ОСО-НО-021.
Для проверки зоны буксового проема при ранее наплавленной опорной поверхности применяется дополнительно вихретоковый контроль дефектоскопом ВД-12НФ.
Контроль шкворня, подвески тормозного башмака, валика подвески тормозного башмака осуществляется дефектоскопом МД-12ПШ мокрым способом. В качестве индикатора применяется концентрат КМС «Диагма-1200» ТУ 2662-003-41086427-97.
Приготовление магнитной суспензии: 30±5 гр. диагмы на 1 литр воды. Проверка намагничивающих свойств магнитной суспензии осуществляется с помощью прибора МФ-10 СП.
3.4. Дефектация составных частей и деталей тележек
Дефектация составных частей и деталей тележек грузовых вагонов производится после их дефектоскопии.
Дефектацию проводит бригадир сборочного цеха визуальным и инструментальным способами.
Наличие трещин во всех деталях тележек не допускается, помимо трещин, которые устраняются при ремонте в соответствии с действующей ремонтной документацией.
3.5. Неисправности и ремонт боковых рам
Продольные трещины 3 в зонах сопряжения надбуксовой полки с вертикальной стенкой двутавра образуется в основном из-за наличия скрытых
дефектов литейного происхождения – рыхлость усадочных раковин (рисунок 3.1).
Трещины 2,4,7 носят усталостный характер. Трещины 2 зарождаются в углах буксового проема. Причем, если на внешний угол приходится 46% всех усталостных разрушений, то на внутренний угол буксового проема приходится 34% всех трещин по раме.
Рисунок 3.1. Дефекты боковых рам
В наклонных поясах боковой рамы трещины 4, 7 обычно зарождаются от внутренних буртов сечения.
Трещина 6 в углу рессорного проема начинается от залива окна или от ребра жесткости. Трещины такого типа появляются в результате действия на нижний пояс боковой рамы усилий от пружин, которые приводят к раскрытию угла рессорного проема.
Трещины 2, 4, 7 являются поперечными трещинами, угрожают безопасности движения и поэтому боковые рамы с такими дефектами не восстанавливаются, а подлежат выбраковке.
Выявляются трещины в эксплуатации визуально, а при плановых ремонтах методами цветной, вихретоковой или феррозондовой дефектоскопии.
Другой большой группой дефектов боковых рам являются износы трущихся поверхностей. Износ поверхностей направляющих букс 1 происходит от взаимодействия с корпусом буксы. Эти износы влияют на зазоры между боковой рамой и корпусом буксы.
Отклонения величин зазоров в эксплуатации существенно отражается на изменении геометрии тележек в горизонтальной плоскости, что приводит к интенсификации извилистого движения, росту рамных усилий и горизонтальных ускорений кузова, увеличению перекосов и углов набегания колесных пар по кругу катания и гребню, а также заклиниванию и разрушениям роликовых подшипников.
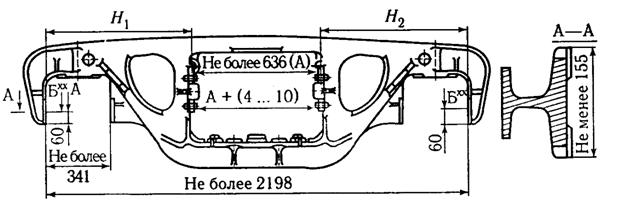 Чтобы не допустить этих недостатков при ремонте, производится измерение ширины буксового проема (рисунок 3.3), который при выпуске из деповского ремонта должен быть не более 342 мм (при капитальном ремонте соответствовать чертежным размерам). Этот размер определяется специальным шаблоном.
Чтобы не допустить этих недостатков при ремонте, производится измерение ширины буксового проема (рисунок 3.3), который при выпуске из деповского ремонта должен быть не более 342 мм (при капитальном ремонте соответствовать чертежным размерам). Этот размер определяется специальным шаблоном.
Рисунок 3.3. Размеры боковых рам тележки модели 18-100
В настоящее время разработан комплекс технологий для проведения укрупненного ремонта боковых рам методом горячей посадки износостойких накладок (ГПИН) и упрочнение трещиноопасных зон упругопластическим деформированием (УПД).
По методу ГПИН на опорную поверхность устанавливается износостойкий элемент. Его закрепление происходит за счет натяга. Нагрев износостойкой накладки производился до температуры закалки - 840°С.

Рисунок 3.4. Износостойкая накладка в подпятнике
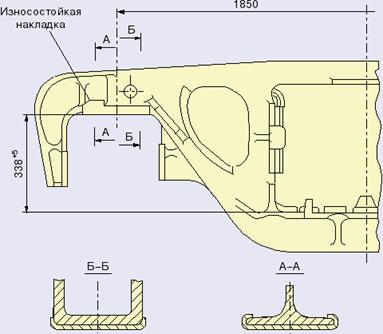
Рисунок 3.5. Износостойкая накладка в буксовом проеме
В настоящее время предлагается вариант комплексной модернизации новых и существующих тележек модели 18-100 грузовых вагонов, которая заключается в использовании трех элементов компании А и замене стандартного профиля колес на профиль ИТМ-73.
К элементам компании А относятся:
● боковые упруго-катковые скользуны постоянного контакта с упругими
полиуретановыми элементами (рисунок 3.5);
а) б)
 | 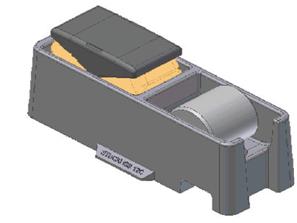 |
Рисунок 3.6. Боковые упруго-катковые скользуны постоянного контакта с упругими полиуретановыми элементами
● износостойкие фрикционные планки и фрикционные клинья с упругими полиуретановыми накладками (рисунок 3.7);
● эластомерные прокладки между пятником и подпятником вагона (рисунок3.8).
Наиболее часто в боковых рамах тележек модели 18-100 возникают износы в стенках отверстий кронштейнов 1 (рисунок 3.9) для валиков 2 подвесок тормозных башмаков 3. Эти износы в виде овальности отверстий в вертикальной плоскости приводят к существенному росту динамических нагрузок и, соответственно, ускоряют темпы дальнейшего нарастания износов трущихся деталей.

Рисунок 3.7. Износостойкие фрикционные планки и фрикционные клинья с упругими полиуретановыми накладками


Рисунок 3.8. Эластомерные прокладки между пятником и подпятником вагона
Восстановление разработанных отверстий по диаметру свыше 3 мм производят предварительной расточкой отверстия до диаметра 45![]() мм с последующей постановкой сменной волокнитовой втулки 4.
мм с последующей постановкой сменной волокнитовой втулки 4.
Укрепление втулки в отверстие кронштейна производится эпоксидным клеем. Если отверстие в кронштейне разработано до диаметра более 45,62 мм, то его рассверливают до диаметра 50, 62 мм для постановки втулки, изготовленной из стали Ст.3 с внутренним диаметром 45 мм. Втулка запрессовывается с натягом 0,025 – 0,075 мм, после чего ее обваривают по периметру.
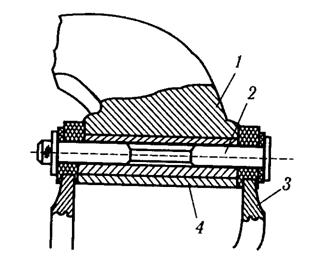
1 – кронштейн для валика подвески башмака; 2 – валик подвески;
3 – подвеска башмака; 4 – втулка волокнитовая; 5 – втулка резиновая
Рисунок 3.9. Схема восстановления кронштейна
3.6. Неисправности и ремонт фрикционных планок
 В эксплуатации в результате перемещения клина происходит износ фрикционной планки и на ее трущейся поверхности образуется углубление (рисунок 3.10).
В эксплуатации в результате перемещения клина происходит износ фрикционной планки и на ее трущейся поверхности образуется углубление (рисунок 3.10).
Рисунок 3.10. Износ фрикционной планки
Износ фрикционных планок при деповском ремонте допускается не более 3 мм, а при капитальном – они заменяются новыми.
Неисправные фрикционные планки могут наплавляться специальными электродами марок ЭН-18Г4-35 и ЭН-15Г3-25 с последующей механической и термической обработкой. Твердость после термообработки должна быть не ниже 286 НВ.
В случае обнаружения ослабших заклепок крепления фрикционной планки к боковой раме эти заклепки необходимо срезать и ставить новые. Запрещается выпускать из ремонта боковые рамы, у которых ослабшие заклепки заварены, подтянуты или подчеканены.
Также запрещается выпускать из ремонта боковины с приваренными электросваркой фрикционными планками, так как оба эти метода не обеспечивают прочности крепления планок.
3.7. Неисправности и ремонт фрикционных клиньев
Фрикционные клинья изнашиваются по вертикальной плоскости о фрикционную планку, а наклонные плоскости о надрессорную балку. Обе
плоскости изнашиваются неравномерно.
Вертикальная плоскость больше изнашивается по краям и меньше в середине. Это происходит в результате взаимного забегания боковых рам тележки при движении вагона. Наклонная плоскость изнашивается менее интенсивно, но также неравномерно. Анализ показывает, что интенсивность износа фрикционных клиньев с течением времени увеличивается.
Фрикционные клинья, имеющие износы вертикальной и наклонной плоскостей более 3 мм при деповском ремонте, должны ремонтироваться наплавкой (рисунок 2.10) с последующей механической обработкой или заменяться новыми. Наплавка разрешена при условии, что толщина оставшейся части стенок не менее 5 мм. При капитальном ремонте необходимо устанавливать новые клинья.
Вертикальные плоскости фрикционных клиньев допускается ремонтировать приваркой планок с последующей механической обработкой. Для этого производят обработку вертикальной стенки на фрезерном или на строгальном станке до толщины 6 мм.
В нижней части вертикальной стенки выполняют фаску под углом 45°.
После подготовительных работ к вертикальной стенке устанавливают планку из листовой стали Ст.3 или низколегированной стали толщиной 10 мм.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
