

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
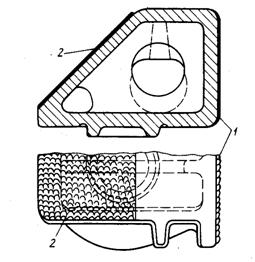
Рисунок 3.10. Клин амортизатора тележки ЦНИИ-Х3
В планке должны быть просверлены 5 отверстий в шахматном порядке по всей
плоскости. После плотного прижатия планки завариваются электрозаклепками по отверстиям, а затем планка приваривается к клину по периметру. Приварку проводят электродами Э46 или Э42А диаметром 4 – 5 мм. Катет швов должен быть 8 – 10 мм.
электродами Э46 или Э42А диаметром 4 – 5 мм. Катет швов должен быть 8 – 10 мм.
3.8. Неисправности и ремонт надрессорных балок
В настоящее время эксплуатация вагонного парка происходит в условиях повышенного использования грузоподъемности вагона и высоких скоростей движения. В результате даже при движении по прямолинейным участкам со скоростью 40 км/ч сила инерции достигает значений, достаточных для отрыва пятников от плоской поверхности подпятника.
В результате возможное краевое опирание пятника и перераспределение нагрузок по подпятнику и, как следствие, повышенная повреждаемость в зоне подпятников. На рисунке 3.11 представлены наиболее характерные усталостные повреждения подпятника.
Рисунок 3.11. Износы и повреждения надрессорных балок
Трещина 1 опорной колонки является следствием дефектов литейного происхождения. Эти трещины в соответствии с инструкцией разрешается заваривать при условии, что трещина расположена в нижней части колонки (h<250 мм), доступна для разделки и длина ее составляет не более половины длины периметра сечения колонки в данном месте. Выявляют эти трещины через
технологические окна верхнего и нижнего поясов с подсветкой. Кольцевые трещины 2 являются следствием краевого опирания пятника на подпятник особенно при дополнительном воздействии центробежных и ветровых нагрузок на кузов вагона. Заваривать кольцевые трещины разрешается при условии, что длина трещин не превышает 250 мм и не переходит через наружный борт на плоскость верхнего пояса.
Трещины наружного борта 3 образуются чаще в сечениях борта по продольной оси вагона при значительных износах внутренних поверхностей от взаимодействия с пятником. При деповском ремонте разрешается эти трещины заваривать при условии, что длина двух трещин не превышает 120 мм. При капитальном ремонте заварка трещин не допускается.
При обследовании надрессорных балок установлено, что глубина износов опорных поверхностей подпятников 4, упорных поверхностей наружных 5 и внутренних 6 буртов резко возросли. Это происходит из-за увеличения интенсивности перемещений пятника по подпятнику.
Наплавка изношенной опорной поверхности подпятника4 разрешается электродами с повышенной износоустойчивостью металла, при условии, что глубина износа находится в пределах от 3 до 7 мм.
Износы наружного 5 и внутреннего борта 6 имеют ярко выраженную ориентацию по продольной оси вагона и серповидную форму.
Разрешается устранять износы бортов, если оставшаяся толщина стенки наружного борта не менее 11 мм, а внутреннего не менее 7 мм.
Износы отверстия для шкворня 7 разрешается устранять обычным способом. Если износ отверстия превышает 2 мм на сторону или, если имеется откол внутреннего борта более половины периметра, борт восстанавливается путем варки точеной втулки.
Продольные трещины 8 верхнего пояса, идущие от технологического окна, разрешается устранять при суммарной длине их не более 250 мм и не переходящих на наружный борт подпятника.
Наклонные поверхности 9 восстанавливаются при износе более 3 мм на сторону при деповском ремонте и не допускаются при капитальном ремонте.
Восстановление наклонных поверхностей производится либо наплавкой, либо путем приварки накладок из Ст45. Установка стальных накладок допускается после механической обработки наклонной поверхности. Оставшаяся толщина металла наклонной поверхности перед наплавкой должна быть не менее 7 мм. После наплавки или установки накладок должна обеспечиваться симметричность надрессорной балки.
Большое влияние на динамику вагона и на напряженное состояние деталей имеют зазоры в горизонтальных скользунах. При уменьшении суммарных зазоров между скользунами с 20 до 6 мм коэффициент динамики уменьшается примерно в 2 – 3 раза. Но одновременно увеличиваются горизонтальные поперечные силы при движении по кривым участкам пути, так как происходит рост направляющих усилий на 0,5 – 1 т, что ухудшает вписывание в кривые и может привести к сходу вагона с рельсов.
В соответствии с действующими инструкциями зазоры в скользунах при выпуске из деповского ремонта должны быть в пределах 6 – 16 мм, а в эксплуатации 2 – 20 мм.
Увеличение зазора происходит за счет износа плоскости трения колпака скользуна 10.
Эти износы восстанавливают при величине более 3 мм наплавкой с последующей механической обработкой.
Регулирование зазора между скользунами тележки и рамы производится путем постановки под колпак сменных прокладок 11 толщиной 1 – 4 мм в количестве не более четырех.
3.9. Неисправности и ремонт соединительных балок
четырехосных тележек модели 18-101
В соединительных балках возникают трещины (рисунок 2.12) в зоне концевых пятников по верхним и нижним горизонтальным листам. Трещины, как правило, начинаются от места приварки верхнего листа балки к пятнику с торца балки и развиваются либо по периметру кольцевого шва 12, либо под углом 25 - 30° к
продольной оси балки в тело подпятника 11.
С нижней стороны соединительной балки в зоне концевых пятников трещины обычно развиваются по сварному шву приварки нижнего листа к пятнику или вдоль пятника (трещины 1, 2, 3, б).
В некоторых случаях кольцевые трещины зарождаются не в зоне окончания сварного шва, являющейся дополнительным концентратором напряжений (трещина
Трещины 1, 2, 3, 12, не переходящие на верхний или нижний листы и опорную поверхность пятника суммарной длиной до 250 мм, разрешается после разделки и зачистки дефектного сварного шва заварить с последующей обработкой шлифовальной машинкой. Для трещины 12 имеется еще одно ограничение, заключающееся в недопустимости перехода этой трещины на вертикальное ребро.
Рисунок 3.12. Схема расположения трещин на соединительной балке:
а – вид снизу; б - вид сбоку; в – вид сверху
Вторая характерная зона возникновения и развития трещин находится в центральной части соединительной балки (трещины 20, 21). Эти трещины начинаются в районе паза под рычаг тормозной передачи и развиваются по нижнему листу с возможным переходом на вертикальные ребра. Эти трещины разрешается устранять в условиях ВРЗ, если длина трещин не превышает 250 мм и
не переходят на то или иное вертикальное ребро.
Значительное количество трещин появляется также в зонах приварки кронштейнов крайних 7 и центральных скользунов из-за значительной перевалки кузова под действием ветровой и центробежной нагрузок.
Трещины 8, 9 зарождаются из зоны сварного шва приварки нижнего листа к наружному продольному ребру. Эти трещины располагаются в центральной наиболее нагруженной зоне балки с возможным наличием концентраторов напряжений.
Большую группу дефектов соединительной балки составляют износы упорных и опорных поверхностей крайних пятников и центрального подпятника. Дефекты носят характер и расположение, аналогичные пятникам и подпятникам четырехосных вагонов.
Износ опорных и упорных поверхностей пятника и подпятника соединительной балки необходимо устранять при деповском ремонте при глубине более 3 мм, но не более 10 мм.
Наплавка должна производиться либо ручной сваркой электродами типа Э50А, либо полуавтоматической сваркой в среде углекислого газа проволоками Св-08, Св-08ГА, порошковой проволокой ПП-АН8, ПП-АН10 и др.
Восстановление износов концевых скользунов производится при износе свыше 5 мм, а центральных скользунов при износе более 3 мм.
3.10. Сборка тележек после ремонта
На сборку поступают отремонтированные и скомплектованные узлы и детали тележек, проверенные бригадирами соответствующих участков, где производится ремонт.
Порядок сборки следующий:
-надрессорная балка устанавливается на ремонтное стойло, боковины надвигают на надрессорную балку при помощи кантователя и навешивают на концы н затем в пазы тормозных башмаков устанавливают отремонтированные или новые подвески, подвешивают триангели на раму тележки;
- устанавливают скобы, ставят валики, на них шайбы, валики зашплинтовывают шплинтами, концы шплинтов разводят под углом 900;
- устанавливают вертикальные рычаги и соединяют их триангелями, валиками, шайбами и шплинтами;
- соединяют вертикальные рычаги с серьгой мертвой точки, вставив валик и установливают шайбу и шплинт. Шплинт развести;
- устанавливают тормозные колодки,
- вставляют чеки тормозных колодок в перемычки тормозных башмаков и колод;
- устанавливают распорную тягу, соединяют вертикальные рычаги с распорной тягой, ставят валики, шайбы, шплинты;
- устанавливают колпаки скользунов, вставляют болт, шайбу, болт закрепляют гайкой, устанавливают и разводят шплинт;
- устанавливают балку опорную на резинометаллические комплекты, планки регулировочные и планку контактную, устанавливают болт, шайбу, гайку.
Подкатываемые под раму тележки колесные пары с буксами должны соответствовать требованиям «Инструкции по осмотру, ремонту, освидетельствованию и формированию колесных пар» ЦВ/2329 и «Инструктивным указаниям по эксплуатации и ремонту вагонных букс с роликовыми подшипниками» 3-ЦВРК 2001 г.
Надрессорную балку:
- устанавливают в рессорные проемы боковой рамы скомплектованные пружины, фрикционные клинья на наиболее высокие пружины, опускают надрессорную балку на пружинно-фрикционный рессорный комплект.
Ремонт корпусов букс производится согласно технологического процесса ремонта корпусов букс. При ремонте наружные изношенные поверхности корпуса буксы - опорная и боковые восстанавливаются до чертежных размеров.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
