

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Запрещается подкатывать колесные пары тележки с разницей диаметров по грузу катания:
пары тележки с разницей диаметров по грузу катания:
- у одной двухосной тележки более 20 мм;
- у двух двухосных тележек более 40 мм.
Суммарный зазор между направляющими боковой рамы тележки и корпусом одной буксы должен быть при деповском ремонте вдоль тележки от 6 мм до 15 мм, а поперек от 5 мм до 13 мм.
 3.11. Проверка качества ремонта
3.11. Проверка качества ремонта
Промежуточной проверке качества ремонта подвергаются:
- колесные пары, подкатываемые под тележку (выполняет мастер участка по ремонту колесных пар);
- буксовые узлы колесных пар, подкатываемых под тележку (выполняет мастер роликового участка);
- надрессорные балки;
- боковые рамы тележек с фрикционными планками;
- фрикционные клинья;
- пружины и их комплектование;
- детали тормозной рычажной передачи.
Проверку качества ремонта производит бригадир, мастер участка по ремонту тележек, приемщик вагонов, технолог.
Качество ремонта определяется визуально и с применением шаблонов проект Т-914 и других средств измерений, указанных в технологическом процессе ремонта тележек.
3.12. Нанесение клейм, знаков маркировки после ремонта
Клейма и знаки маркировки устанавливаются на детали тележки после
завершения ремонтных работ, приемки их руководителями цеха и приемщиком вагонов.
Клейма (коды) наносятся на каждую боковину тележки на участке от начала прилива выше приемочных клейм в соответствии с «Методикой постановки клейм принадлежности государству на составных частях вагонов».
Место постановки клейм предприятия, производившего ремонт, определено
«Инструкцией по контролю технического состояния боковых рам и надрессорных балок тележек грузовых вагонов» № 000-92 ПКБ ЦВ, Руководящих документов по неразрушающему контролю РД 32.174-2001,РД 32.149-2000, РД 32.150-2000.
3.13. Окраска тележек
Окрашивание тележек производится по поверхности, очищенной от ржавчины, старой краски, шлаков, окалины, жировых и других видов загрязнения. При капитальном ремонте тележки окрашиваются полностью, а при деповском – только в местах с поврежденной краской.
Для тележек применяют грунтовки: эмаль ПФ-115, ПФ-133, масляные краски ГС-1, ГС-2 ГОСТ 6586. Эти же материалы применяют для окраски тележек.
Надписи на тележках наносят белой масляной краской только при помощи трафаретов.
3.14. Выходной контроль тележек при выпуске из деповского ремонта
Выходной контроль отремонтированных тележек производится по окончании ремонта и после подкатки под вагон.
После сборки и подкатки под вагон тележки модели 18-100 при деповском ремонте завышение хотя бы одного фрикционного клина относительно нижней опорной поверхности надрессорной балки допускается не более 3 мм, а занижение не более 8 мм. Размер определяется измерением уровней правого и левого клиньев рессорного комплекта относительно опорной плоскости надрессорной балки, приведенном на рисунке 24. Клин должен прилегать к надрессорной балке по всей наклонной поверхности.
Боковая рама должна плотно опираться на корпус буксы. Допускается местные зазоры не более 1 мм.
Боковые рамы тележки должны иметь одинаковую или с разницей в 2 мм базу, которая определяется шаблоном при сборке и фиксируется в журнале бригадиром,
производившим сборку.
 Суммарный зазор между направляющими боковой рамы тележки и корпусом одной буксы должен быть при деповском ремонте - вдоль тележки от 6 мм до 15 мм, а поперек от 5 мм до 13 мм.
Суммарный зазор между направляющими боковой рамы тележки и корпусом одной буксы должен быть при деповском ремонте - вдоль тележки от 6 мм до 15 мм, а поперек от 5 мм до 13 мм.
Зазор между скользунами тележки и рамы вагона в сумме с обеих сторон каждого конца вагона должен быть не менее 6 мм и не более 16 мм для всех типов четырехосных вагонов, кроме цистерн, хопперов для перевозки зерна, цемента, минеральных удобрений, окатышей и хопперов-дозаторов типа ЦНИИ-ДВЗ, думпкаров, зазор у которых должен быть в пределах 4-12 мм. Отсутствие зазоров между скользунами, расположенными по диагонали вагона, не допускается. Величина суммарного зазора по диагонали должна быть не менее 6 мм.
Проверяют наличие кодов принадлежности государству-собственнику на литых деталях тележки и на раме вагона.
При выпуске всех грузовых вагонов из деповского ремонта отремонтированные тележки должны быть укомплектованы надрессорными балками и боковыми рамами, обеспечивающими эксплуатацию вагона до следующего планового ремонта или его исключения из инвентаря по сроку службы, обеспечив в этом периоде эксплуатации вагона срок службы боковых рам и надрессорных балок 30 лет включительно.
Детали тормозной рычажной передачи тележки должны соответствовать требованиям «Инструкции по ремонту тормозного оборудования вагонов» от 23.04.94 г. № ЦВ-ЦЛ-292.
Подборка боковых рам и надрессорной балки (элементов) в тележке должна производиться по возрастным группам, в зависимости от требований, предъявляемых к элементам на период действия норм для расчета на прочность вагонов железных дорог колеи 1520 мм:
- тележки нулевой группы, построенные с 1997 года, отвечают требованиям»Норм для расчета и проектирования вагонов железных дорог МПС колеи 1520 мм» (несамоходных) издания 1996 г.
- тележки первой группы, построенные с 1985 г. по 1996 г., отвечающих требованиям «Норм» издания 1983 г.;
- тележки второй группы, построенные с 1974 г. по 1984 г., отвечают требованиям «Норм» издания 1972 г.;
- тележки третьей группы, построенные до 1974 г., отвечают требованиям «Норм» издания 1969 г.
Разрешается в каждой прочностной группе тележек подбирать элементы из других прочностных групп, при этом номер возрастной группы тележки должен устанавливаться по элементу, имеющему самый ранний период изготовления
4. Механизмы и приспособления, применяемые при ремонте
тележек грузовых вагонов
4.1. Механизмы для ремонта тележек
Тележки грузовых вагонов ремонтируются при деповском и заводском видах ремонта.
Тележки, поступившие на деповской ремонт снимаются из под вагона и подаются на участок ремонта тележек. Тележки подаются в моечную машину, далее разбираются, ставятся на ставлюги узлы и детали и далее подаются на ремонтные позиции, которые также оснащены соответствующими механизмами и приспособлениями, которые облегчают тяжелый труд рабочих и обеспечивают охрану труда и технику безопасности при производстве ремонтных работ.
При ремонте тележек используются: мостовая кран-балка; пресс для заклепки; установка для нагрева заклепки; феррозондовый дефектоскоп; для выполнения сверочных работ имеется специально выделенный для этих целей пост, оборудованный соответствующими оборудованиями; кантователь для боковых рам; кантователь для надрессорной балки; стенд для дефектоскопирования боковых рам и надрессорной балки; моечная машина; трансбёрдер для тележек; стенд для испытания триангелей; стенд для испытания пружин.
4.2. Технологический комплекс для мойки тележек
грузовых вагонов
Технологический комплекс для мойки тележек грузовых вагонов используется для качественной и быстрой мойки тележек (рисунок 4.1). Комплекс имеет следующие основные части:
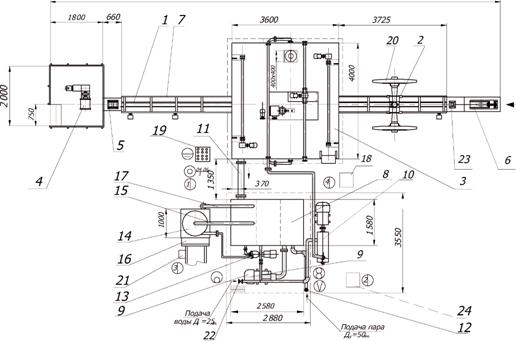
1-конвейер; 2-транспортирующая каретка; 3-камера мойки; 4-привод конвейера; 5-опора; б-натяжное устройство; 7-рельсовый путь;8-бак; 9-насос подпора; 10-высоконапорный насосный агрегат; 11-сливная труба; 12-регулятор температуры прямого действия с фильтром и манометрическим датчиком температуры; 13-насос системы регенерации; 14-гидроцикпон; 15-сливная труба гидроциклона; 16-тележка с емкостью для сбора осадка; 17-переливная труба; 18-пульт управления насосами; 19-шкаф управления; 20-рама тележки грузового вагона; 21-пульт управления насосом системы регенерации; 22-вентиль для подачи чистой воды; 23-направляющая; 24-пульт управления электронагревом бака (дополнительная комплектация).
Рисунок 4.1. Общий вид технологического комплекса
для мойки тележек грузовых вагонов
4.3. Кантователь для ремонта надрессорной балки тележек
грузовых вагонов
Кантователь для ремонта надрессорной балки тележек грузовых вагонов предназначен для ремонтных работ на участке – для сварочно-наплавочных, проверки узла дефектоскопом и т. д.
Рисунок 4.2. Общий вид кантователя для контроля надрессорной
балки тележек грузовых вагонов
4.х. Расчет и выбор редуктора
Зная межосевое расстояние ![]() 100 мм рассчитываемого редуктора, определяем его другие геометрические параметры.
100 мм рассчитываемого редуктора, определяем его другие геометрические параметры.
Принимаем q и Z2 так, чтобы их отношения равнялись q/Z2=0.22..0.4, тогда червяное соотношение будет в достаточной степени. В то же время учитываем условие не задевания зубьев колеса - Z2 ³ 28.
Зная i= Z2 / Z1=32 по таблице находим Z1=2.
Количество входов, Z1 | 4 2 1 |
Передаточное чило i | 8.. .14 15.. .30 30 |
Определим Z2 = i×Z1=32 ×2 =64. q=12.5. Принимаем q / Z2= 12.5 /64 = 0,19 и проверим отношение (отношение для данного промежутка).
[sн]-рухсат этилган контакт кучланиш, МПа.
Начальное значение модуля.![]()
 =2·100|(12,5+64)=200|76,5=2,6
=2·100|(12,5+64)=200|76,5=2,6
где бу ерда a![]() - начальное межосевое расстояние, мм.
- начальное межосевое расстояние, мм.
Окончательное значение модуля выбираем по стандарту:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
