

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
- обжиг при 900-1100°С преимущественно в туннельных печах.
Кроме «мокрого» способа для изготовления кирпича широко применяется метод прессования, при котором сырец формуется из глиняной массы с влажностью 8-10% на специальных прессах под давлением 100-150 кг/см2.
Обжиг кирпича имеет свои особенности, поскольку скорость нагревания и охлаждения существенно влияет на его качество. В период нагрева до 100-150°С, когда происходит интенсивное выделение остаточной влаги сырца, возможно образование трещин и даже разрушение сырца. Далее скорость повышения температуры может быть увеличена вплоть до достижения конечной температуры, при которой требуется несколько часов, чтобы в изделии завершился процесс спекания и усадки. При охлаждении кирпича наиболее опасным является период прохождения температуры 500-600°С, при котором происходят объёмные изменения кварца, почти всегда присутствующего в глинах. Общая длительность обжига составляет 20-48 ч и зависит как от особенностей глин, так и от конструкции печи.
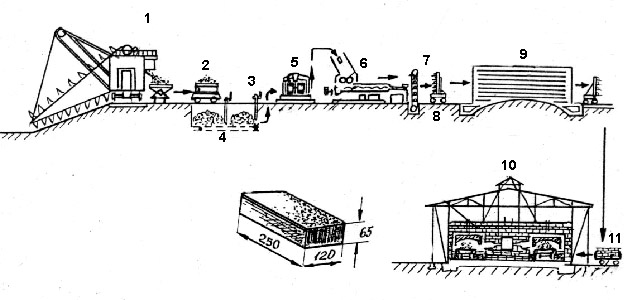
Рис. 9.2. Схема производства строительного кирпича:
1 – экскаватор; 2 – вагонетка с глиной; 3 – бегуны; 4 – подаватель; 5 – ленточный пресс; 6 – вальцы; 7 – многоэтажная вагонетка;
8 – резательный аппарат; 9 – сушила; 10 – туннельная печь; 11 – сырец.
На новых заводах используется исключительно туннельные печи, позволяющие полностью механизировать загрузку и выгрузку сырца и кирпича, улучшить контроль и регулирование процесса и уменьшить расход топлива (благодаря более полному использованию тепла топочных газов).
Туннельная печь представляет собой сплошной канал, в котором обжигаемые изделия передвигаются на вагонетках. В печи имеются три зоны: подогрева, обжига и охлаждения. В зону обжига вводят горячие топочные газы или же газообразное и жидкое топливо, сжигаемое непосредственно в рабочем пространстве. Иногда обогрев происходит через стенку.
Туннельная печь работает следующим образом. Обжигаемые изделия поступают на вагонетках в зону нагрева. Платформы вагонеток плотно прилегают друг к другу, образуя сплошной под (нижняя часть) печи. Продольные края вагонеток имеют щитки, которые продвигаются по песочному затвору, расположенному по обеим сторонам рельсового пути. Таким образом, оси, колеса вагонеток и рельсы защищены от действия высокой температуры, развиваемой в печи. По истечении определённого времени (0,5-3 ч) цепь вагонеток проталкивается вперёд на расстояние, равное длине одной вагонетки. При этом вначале зоны освобождается место для новой вагонетки, а из зоны охлаждения выходит вагонетка с обожжёнными изделиями.
Другим широко распространенным видом кирпича является силикатный, который формуется из смеси кварцевого песка и гашёной извести под давлением до 200 кг/см2 с последующим отвердеванием под действием пара (при 175°С и давлении 8 атм) в автоклавах. Силикатный кирпич широко применяется для несущих стен и столбов. Для кладки печей и труб силикатный кирпич не применяется, так как при температуре 500°С его прочность снижается. Не применяется он и для кладки фундаментов и цоколей из-за невысокой водостойкости. Силикатный кирпич дешевле красного, почему он и широко используется для кладки стен зданий. Однако отходы при его производстве практически не применяются.
9.7. Черепица
Черепица является керамическим материалом для покрытия скатов и коньков крыш. Благодаря своим низким эксплуатационным расходам, красивому и нарядному виду во многих районах нашей страны и за рубежом черепица долгое время являлась основным кровельным материалом и в настоящее время, её используют в больших количествах, как в сельском, так и в городском жилищном и промышленном строительстве.
Широко применяется черепица следующих типов:
- пазовая штампованная с одинарным или двойным боковым и поперечным закроями и с двумя шипами;
- пазовая ленточная с одинарным или двойным боковым закроем с одним или двумя шипами;
- плоская ленточная с одним или двумя шипами;
- коньковая (желобчатая) с одинарным закроем для перекрытия коньков крыш.
По своей структуре черепица должна быть более плотной, чем кирпич, не должна пропускать влаги и быть морозостойкой и механически прочной. Сырьём для черепицы служат легкоплавкие, хорошо спекающиеся, достаточно пластичные и малочувствительные к сушке глины.
Черепицу изготовляют только способом формования. Предварительно подготавливают так называемую валюшку. Массу тщательно перерабатывают, мелкие каменистые включения удаляют на камневыделительных вальцах, глину проминают на бегунах. Обжиг черепицы проводят в тех же печах, что и кирпич, при температуре 1100оС. Часто практикуют комбинированную укладку черепицы с кирпичом, причем черепицу обжигают в верхних рядах печи.
На Палемонасском керамическом заводе (г. Каунас, Литва) впервые в мировой практике освоено производство черепицы с добавкой шламов от очистки сточных вод гальванических производств, в основном состоящих из гидрооксидов железа и содержащих в небольших количествах хром, медь, цинк, олово и другие металлы. Черепица при этом получается более высокого качества (за счет железа). Однако самое главное – это то, что высокотоксичные шламы гальванических производств переводятся в безвредную форму (оксиды, силикаты, алюминаты, ферриты и т. д., практически не растворимые в воде), т. е. решается важнейшая экологическая задача защиты окружающей среды от тяжелых металлов.
9.8. Керамзит и аглопорит
Керамзит и аглопорит условно относят к керамическим материалам, поскольку сырьевые материалы и способы их получения, в том числе термическая обработка, подобны тем, которые применяются в технологии производства строительной керамики из легкоплавких глин. В настоящее время керамзит и аглопорит получают в огромных количествах.
Керамзитом называют искусственный пористый материал ячеистого строения, получаемый путем обжига. Размер керамзитовых гранул (зёрен) обычно не превышает 40 мм. Зерна с меньшим размером называют керамзитовым гравием или щебнем, а материал с зернами меньше 5 мм – керамзитовым песком. Керамзит применяют в качестве заполнителя для теплоизоляционных и конструктивных бетонов, а также для теплоизоляционных засыпок.
Технология керамзита состоит из следующих основных операций:
- подготовки сырья;
- приготовления гранул и подготовки их к обжигу;
- обжига и охлаждения гранул;
- рассева материала на фракции с дроблением крупных кусков до требуемого размера.
Обжиг гранул имеет особенности. В обжигаемом глинистом материале при различных температурах протекают сложные физико-химические процессы:
- дегидратация;
- выгорание органических добавок;
- диссоциация;
- взаимодействие между компонентами глины;
- реакции окисления и восстановления и другие процессы;
- образование расплава и размягчение материала.
При быстром обжиге материала температурные интервалы, в которых протекают эти процессы, сближаются и накладываются один на другой, что позволяет совместить процессы газообразования с размягчением материала, – достижением им определенной вязкости, при которой происходит вспучивание глины. При этом важно чтобы к моменту интенсивного газовыделения произошло спекание поверхностного слоя гранул с образованием закрытых пор. В противном случае газы удаляются, не вспучивая материал. Продолжительность обжига обычно составляет 30-60 мин при 1150-1250оС.
В настоящее время проведены успешные испытания использования нерегенерируемых масел и смазочно-охлаждающих жидкостей (СОЖ или эмульсол), широко применяемых в машиностроении и являющихся многотоннажными токсичными отходами, для производства керамзита. Полезно используются отходы машиностроительных производств и, соответственно, уменьшается загрязнение сточных вод этими продуктами.
Аглопоритом называют искусственный пористый зернистый материал ячеистой структуры, получаемый термической обработкой на решетчатых агломерационных машинах глинистых пород и отходов от добычи, обогащения и сжигания углей. Аглопорит состоит в основном из стекла различного состава и является высококачественным заполнителем для армированных и неармированных легких бетонов.
Технологическая схема производства аглопорита состоит из:
- подготовки шихты необходимой газопроницаемости;
- загрузки шихты на решётку агломерационной машины;
- термической обработки шихты при 1400-1700оС за счет сжигания топлива (специально введённого или имеющегося в шихте) с поверхности при одновременном просасывании воздуха сверху вниз;
- охлаждения получаемого бруса или гранул;
- дробления охлаждённого продукта;
- сортировки аглопорита по фракциям.
В гражданском и промышленном строительстве в больших количествах требуются санитарно-технические изделия: умывальники, унитазы, сливные бачки и другие изделия из фаянса и полуфарфора.
Технологическая схема поточного производства санитарно-технических изделий значительно сложнее, чем получение кирпича, черепицы, керамзита и аглопорита. В качестве сырья для фаянсовых и полуфарфоровых изделий применяют огнеупорные глины (20-30%), каолины (25-32%), кварцевый песок (25-30%), обожженный бой изделий (6-16%), плавни (до 20%).
В полуфарфоровые массы для лучшего спекания материала вводят большое количество плавней (легкоплавкие материалы). Формуют изделия на конвейерах методом литья водных суспензий (шликера) в гипсовые формы с последующими сушкой полуфабриката, нанесением глазури и обжигом при 1240-1280оС. В состав глазури входят кварц, полевой шпат, мел, мрамор, доломит, сода, поташ, бура, соединения свинца и бария. При обжиге глазурь образует на поверхности изделия тонкий стекловидный слой, повышающий технические и декоративные качества изделий.
9.9. Стекло
Стекло – вещество, полученное при остывании расплава в виде изотропного, хрупкого, прозрачного или просвечивающегося тела. В отличие от кристаллических плит, плавящихся при нагревании, стекло при повышении температуры постепенно размягчается вплоть до образования расплава, при этом постепенно изменяются свойства стекла. Переход стекла из жидкого состояния в твёрдое – обратимый процесс. Затвердевшее стекло, будучи переохлаждённой системой, находится в состоянии неустойчивого равновесия и при определённых температурных условиях может закристаллизоваться [32].

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 |
