

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1) простота формы поверхностей, подлежащих обработке резанием;
2) лёгкая доступность поверхностей и удобство их обработки;
3) возможность максимального использования стандартных режущих и измерительных инструментов;
4) по размерам заготовка должна быть максимально приближена к готовой детали;
5) обеспеченье минимального числа установов заготовки в процессе обработки и измерения;
6) рациональная простановка размеров, допусков и шероховатости на чертеже.
Следует учитывать, что понятие технологичности обладает относительностью, т. к. зависит от вида изделия, уровня технологии на данном производстве, наличия соответствующего оборудования и т. п.
Определим количественные показатели технологичности детали
При оценке детали на технологичность обязательными являются следующие дополнительные количественные показатели:
1. Коэффициент унификации конструктивных элементов рассчитывается по формуле 1.1
![]() , (1.1)
, (1.1)
где ![]()
![]() и
и![]()
![]() − число унифицированных конструктивных элементов детали и общих соответственно, шт;
− число унифицированных конструктивных элементов детали и общих соответственно, шт;
![]() .
.
1> [0,6] деталь технологична.
2. Коэффициент использования материала рассчитывается по формуле 1.2
![]() (1.2)
(1.2)
где mд, mз – соответственно масса детали и заготовки, кг;
![]() .
.
0,95> [0,6] деталь технологична.
3. Коэффициент точности обработки рассчитывается по формуле 1.3
![]() (1.3)
(1.3)
где ![]()
![]() – средний квалитет точности;
– средний квалитет точности;
![]() ,
,
![]() .
.
0,91> [0,8] деталь технологична.
После проведённой качественной и количественной оценки детали на технологичность можно сделать вывод, что деталь технологична.
Данная деталь, подвергаемая обработке резанием, является технологичной, так как её конструкция позволяет применять рациональную заготовку, форма и размеры которой максимально приближены к размерам готовой детали, с условием, обеспечивая технологичность её дальнейшей механической обработки, а также использовать высокоэффективные способы обработки.
1.2 Выбор исходной заготовки
Вид заготовки и способ её получения оказывает существенное влияние на характер технологического процесса, трудоемкость и экономичность обработки. Выбор способа получения заготовки непосредственно зависит от конструкции и материала детали, её размеров, требований к точности, объёма производства и других факторов. Исходя из необходимости максимального приближения формы и размеров заготовки к параметрам готовой детали, следует применять прогрессивные методы и средства получения заготовок. К ним, например, можно отнести литьё по выплавляемым моделям, литьё в оболочковые формы, литьё под давлением, штамповка в закрытых штампах, периодический прокат, профильный прокат и др. Прогрессивные виды получения заготовок обеспечивают снижение затрат на механическую обработку и повышают качество конечной продукции.
На выбор заготовки влияют следующие показатели: материал; технические условия; объём выпуска и тип производства; тип и конструкция детали; размеры детали и оборудования. Важной задачей при изготовлении заготовок является приближение их по форме и размерам к готовой детали. Все эти показатели должны учитываться одновременно.
В качестве заготовки выбирается поковка.
В современных отраслях производства практически повсеместно используются поковки – черновые детали по своим размерам и форме очень близкие к требуемому изделию. Они делаются для минимизации издержек процесса обработки, поскольку их производство позволяет уменьшить стружечные отходы и количество операций и времени на отделочные операции. Чем точнее поковка соответствует будущей детали, тем больше получается экономия средств при её дальнейшей обработке.
Метод штамповки очень выгоден, поскольку одновременно изготавливаются несколько поверхностей детали. Кроме того, штампованные поковки отличаются гладкостью и однородностью обрабатываемой поверхности, и точными размерами. Это позволяет снизить расходы на материал и обеспечить высокую производительность. Кроме того, штамповкой можно изготавливать поковки из металлопроката совершенно любого сечения, предварительно нарезанного по размеру штампа.
Чертеж заготовки представлен на рисунке 1.1

Рисунок 1.1 − Чертеж заготовки
Штампованные поковки изготавливаются в так называемом штампе путём деформации металла под форму.
1.3 Расчет общего и операционных припусков по методу (для поверхности диаметром 68 мм, на остальные поверхности припуски назначить)
Чертеж исходной заготовки отличается от чертежа готовой детали прежде всего тем, что на всех обрабатываемых поверхностях предусматриваются припуски, соответственно изменяющие размеры, а иногда и форму заготовок. Форма отдельных поверхностей исходных заготовок определяется с учетом технологии получения заготовок, требующей в ряде случаев определенных уклонов, радиусов закруглений и т. п.
В настоящее время в машиностроении широко применяется опытно-статистический метод установления припусков на обработку. При этом методе общие и промежуточные припуски берут из таблиц, которые составлены на основе обобщения производственных данных, полученных на передовых заводах. Недостатком этого метода является то, что припуски назначают без учета конкретных условий построения технологических процессов. Так, общие припуски назначают без учета маршрута обработки данной поверхности, а промежуточные – без учета схемы установки заготовки и погрешностей, полученных на предшествующей обработке. В связи с этим припуски, назначаемые по опытно-статистическому методу, во многих случаях, как правило, завышены, так как они ориентированы на условия обработки, при которых припуск должен быть наибольшим во избежание возможного брака изготавливаемой детали.
Установление правильных размеров припусков на обработку является ответственной технико-экономической задачей. Заготовка должна быть максимально приближена к детали. Назначение чрезмерно больших припусков приводит к непроизводительным потерям материала, превращаемого в стружку; к увеличению трудоемкости механической обработки; к повышению расхода режущего инструмента и электрической энергии; к увеличению потребности в оборудовании и рабочей силе. При этом затрудняется построение операций на настроенных станках, снижается точность обработки в связи с увеличением упругих отжатой в технологической системе и усложняется применение приспособлений.
Назначение недостаточно больших припусков не обеспечивает удаления дефектных слоев материала и достижений требуемой точности и шероховатости обрабатываемых поверхностей, а также вызывает повышение требований к точности исходных заготовок и приводит к их удорожанию, затрудняет разметку и выверку положения заготовок на станках при обработке по методу пробных ходов и увеличивает опасность появления брака.
Общим припуском на обработку называется слой материала, удаляемый с поверхности исходной заготовки в процессе механической обработки с целью получения готовой детали.
Операционный припуск – это слой материала, удаляемый с заготовки при выполнении одной технологической операции (ГОСТ 3.1109-82). Операционный припуск равняется сумме промежуточных припусков, т. е. припусков на отдельные переходы, входящие в данную операцию.
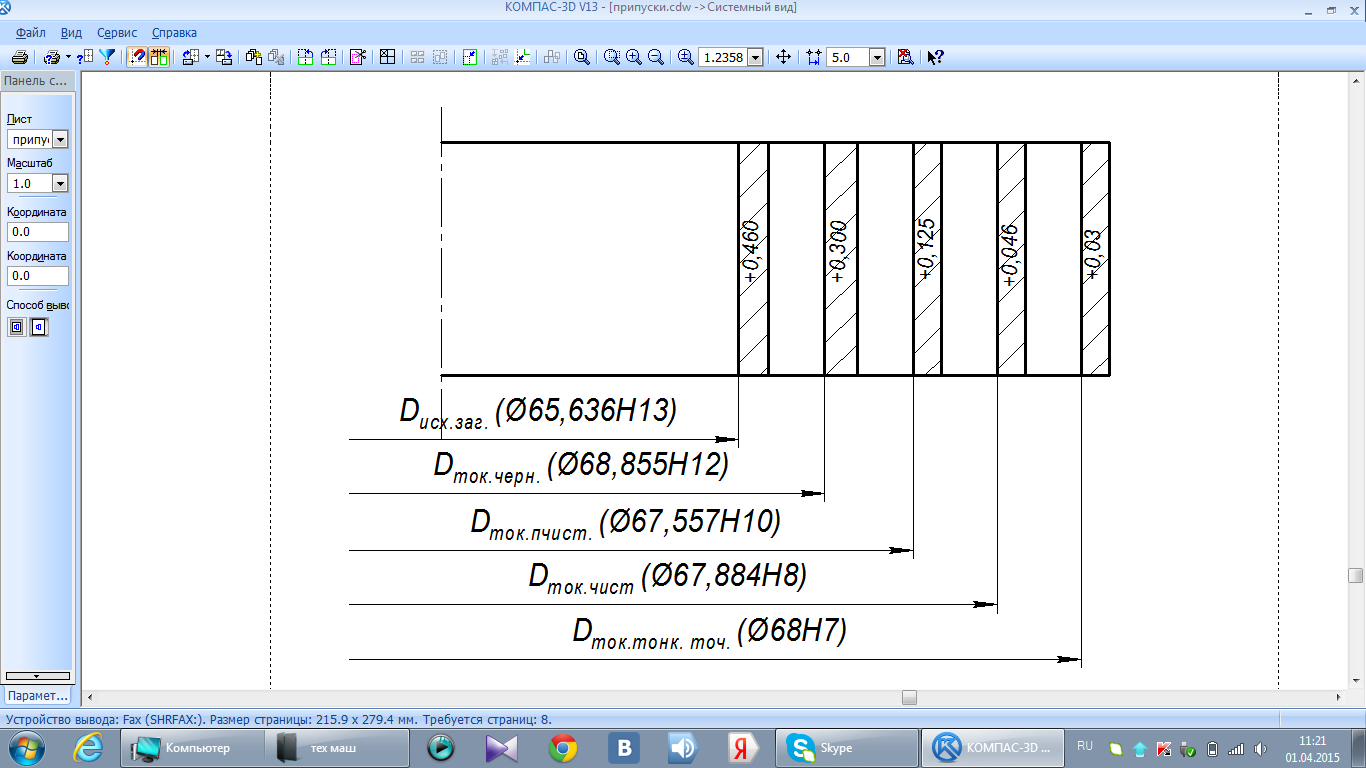
Как показывает схема расположения припусков и допусков на обработку втулки, приведенная на рисунке 1.2, общий номинальный (расчетный) припуск на обработку Zном, определяемый разностью номинальных размеров исходной заготовки и готовой детали, рассчитывается по формуле 1.5
![]() , (1.5)
, (1.5)
равняется сумме номинальных (расчетных) припусков на отдельные
операции, рассчитанные по формуле 1.6
 (1.6)
(1.6)
где Zi. ном− номинальный (расчетный) припуск на отдельную операцию;
n − общее количество операций обработки детали.
Из схемы видно, что следует различать следующие припуски:
− минимальный операционный Zimin − разность наименьшего предельного размера до обработки и наибольшего предельного размера после обработки на данной операции;
− максимальный операционный Zimax − разность наибольшего предельного размера до обработки и наименьшего предельного размера после обработки на данной операции.
Из схемы на рис. 1.2 следует, что максимальный припуск на обработку поверхности определяется формулой 1.7
![]() , (1.7)
, (1.7)
где TAi-1 и TAi− допуски для предшествующей и последующей операции или
переходов.
Схема расположения припусков представлена на рисунке 1.2

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
