

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Рисунок 5.4 − Эскиз сверлильной операции
Сверлить 36 отверстий диаметром 6 мм.
Для сверления 36 отверстий диаметром 6 мм. используется кондуктор.
025 Токарная
Токарный с ЧПУ 16К20Ф3.
Приспособление: 3-х кулачковый патрон с расточенными кулачками.
Эскиз токарной операции представлен на рисунке 5.5
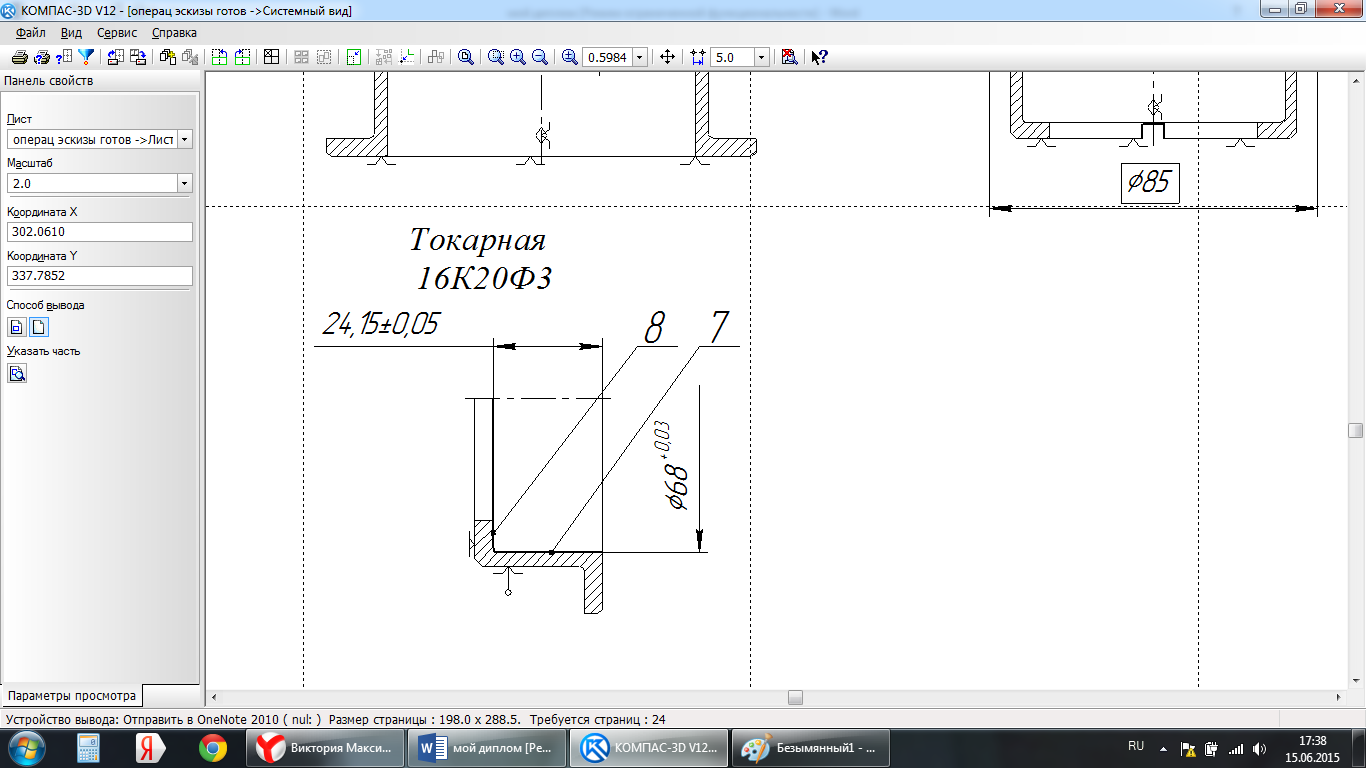
Рисунок 5.5 − Эскиз токарной операции
1 Тонкое точение внутренней цилиндрической поверхности (7), выдерживая размеры;
2 Тонкое точение поверхности (8), выдерживая размеры.
030 Контрольная
Наружный осмотр, визуально.
1 Проверить правильность оформления сопроводительной документации;
2 Проверить отсутствие механических повреждений на поверхности деталей;
3 Проверить наличие притуплений острых кромок 0,1..0,4мм, отсутствие заусенцев;
4 Проверить соответствие шероховатости обработанных поверхностей знакам на эскизе.
6 Разработка технологической оснастки для реализации технологического процесса изготовления втулки авиационного двигателя ВСУ-10
Для реализации технологического процесса изготовления втулки авиационного двигателя ВСУ-10 для сверления 36 отверстий диаметром 6 мм. будем использовать кондуктор.
Кондукторами называются приспособления, служащие для установки деталей, обрабатываемых на сверлильных станках. Кондукторы бывают различных видов: накладные, стационарные, передвижные, поворотные, скальчатые, портальные.
Кондуктор состоит из постоянных нормализованных и сменных узлов и деталей.
Постоянными узлами и деталями кондуктора являются плита, закрепленная на столе станка, корпус.
К сменным узлам и деталям кондуктора относится крышка для закрепления обрабатываемых деталей, подшипник, шпонка.
Установочный элемент кондуктора представляет собой шпонку и подкладку, имеющую 36 отверстий диаметром 6 мм.
Чертеж кондуктора представлен на рисунке 6.1.

Рисунок 6.1 – Чертеж кондуктора
Кондуктор плитой устанавливается на стол станка при помощи Т-образных пазов и фиксируется.
Деталь устанавливается на подкладку и шпонку, и накрывается крышкой, которая фиксируется гайкой. Определенное угловое положение крышки обеспечивается штифтом. Поворотом рукоятки крышка опускается на деталь. Сверление производится с помощью многошпиндельной сверлильной головки, представленной на рисунке 6.2
Рисунок 6.2 – Чертеж многошпиндельной сверлильной головки
После сверления многошпиндельная головка поднимается, поворотом рукоятки поднимается крышка, с помощью делительного диска и фиксатора производится поворот детали на требуемый угол. Далее крышка фиксируется рукояткой и снова производится сверление.
7 Разработка планировки участка по изготовлению втулки авиационного двигателя ВСУ-10 в составе механического цеха
7.1 Выбор основного технологического оборудования
Подбор технологического оборудования является одним из наиболее важных этапов в разработке проекта. Тип оборудования и потребное его количество должны обеспечить необходимые условия для осуществления всех операций обработки сырья и получения продуктов. Под подбором оборудования понимается процедура определения наименования оборудования, его марки и потребного количества. При подборе технологического оборудования необходимо стремиться к тому, чтобы:
− во 1-х обеспечить высокое качество и низкую себестоимость выпускаемой продукции.
− во 2-х осуществить все технологические операции и режимы по принятой схеме производства.
Кроме того, обеспечить эффективное использование оборудования бесперебойную работу цехов и лучшие условия труда, добиваясь максимальной механизации и автоматизации производства. Правильный выбор машин и аппаратов создает необходимые условия для планомерной и четкой работы всего предприятия и в конечном счете определяет затраты на его строительство и эксплуатацию.
Для обеспечения изготовления деталей, заданных по заданию, потребуется следующее технологическое оборудование:
1 Токарный станок 16К20Ф3;
2 Фрезерный станок 6Р13;
3 Сверлильный станок 2Р135Ф2-;
4 Стол контроллера
7.2. Расчет количества основного технологического оборудования
В зависимости от стадии проектирования при определении количества основного технологического оборудования применяют либо детальный, либо укрупненный способ расчета данного показателя.
Детальный способ расчета количества оборудования на основе подробного описания технологического процесса применяют в условиях крупносерийного и массового производства. При этом имеются некоторые особенности применения данного вида расчета в зависимости от формы организации производства − непрерывно-поточной, переменно-поточной, групповой и не поточной.
Расчетное количество оборудования для непрерывно-поточной формы организации производства определяют для каждой операции по формуле 7.1
Ср = tшт / ф , (7.1)
где ф − такт выпуска деталей, который можно рассчитать по формуле 7.2
ф = Фд ст / Ntшт , (7.2)
где Фд ст − годовой фонд времени работы станка (линии) с учетом простоев по причине сменности, выходных дней, ремонта, мин;
N − годовая программа выпуска, шт.;
tшт − штучное время (станкоемкость), которое можно рассчитать по формуле 7.3
tшт= tc= tо+ tв+ tтех+ tорг+ tпер , (7.3)
где tо − основное время механической обработки детали;
tв − вспомогательное время, не перекрываемое основным (характеризует затраты времени на проведение вспомогательных действий (установка, закрепление и снятие детали; очистка от стружки; подвод и отвод инструмента; переключение скоростей и подач; измерение детали; время, необходимое для фиксации спутника или детали в автоматических линиях и перемещения их с позиции на позицию);
tтех − время на техническое обслуживание рабочего места, для обработки одной детали (время на смену и подналадку инструмента, устранение отказов и т. д.);
tорг − время на организацию рабочего места (подготовка станка к работе, чистка, смазка и т. д.);
tпер − время регламентированных перерывов на отдых и отправление естественных надобностей рабочего.
В технических нормативах три последние составляющие штучного времени (tтех, tорг и tпер) обычно выражаются в процентах от оперативного
времени, определенного по формуле 7.4
tоп= tо +tв, (7.4)
Расчетное количество оборудования Ср округляют в большую сторону до ближайшего целого числа, но если доля превышения от Ср менее 10 %, то в меньшую сторону, получая фактическое количество станков для проведения данной операции.
Коэффициент загрузки станка определяют по формуле 7.5
Кз=Ср/Сф, (7.5)
Рекомендуемые значения коэффициентов загрузки оборудования приведены в табл. 5.1
Таблица 5.1− Допускаемые значения коэффициентов загрузки оборудования
Группа оборудования | Коэффициент загрузки оборудования КЗ | ||
максимальный | средний | ||
Универсальные станки | 0,95 − 1,0 | 0,80 | |
Станки с ЧПУ и обрабатывающие центры | 0,95 | 0,90 | |
Автоматы и полуав- | одношпиндельные | 0,95 − 1,0 | 0,85 |
томаты | многошпиндельные | 0,90 | 0,90 |
Агрегатные станки | 0,90 | 0,90 | |
Жесткие автоматические линии | 0,95 − 1,0 | 0,90 |
Для переменно-поточных и групповых поточных линий расчетное количество оборудования на каждую операцию определяется по штучно - калькуляционному времени и программе выпуска каждой закрепленной за линией детали определим по формуле 7.6:
Ср=![]()
![]() , (7.6)
, (7.6)
где tш-к − штучно-калькуляционное время изготовления i-й детали на станке, мин;
Ni − программа выпуска i-й детали;
Фд ст − эффективный годовой фонд времени работы станка;
Для станков массой до 10 т при односменном режиме работы он составляет 2040 ч, при двухсменном - 4060 ч;
n − количество типов деталей, изготовляемых на линии.
В непоточном производстве расчетное количество оборудования определяют по каждому типоразмеру оборудования для каждого участка на основе данных о станкоемкости деталей, закрепленных для обработки за данным участком определенное по формуле 7.7
 (7.7)
(7.7)
где ![]()
![]() − суммарная станкоемкость обработки годового количества деталей на участке на станках данного типоразмера, определяется по формуле 7.8
− суммарная станкоемкость обработки годового количества деталей на участке на станках данного типоразмера, определяется по формуле 7.8
![]() , (7.8)
, (7.8)
где n − число деталей, обрабатываемых на станках данного типоразмера;

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
