

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Базовый технологический процесс состоит из 050 технологических операций с использованием станков различных моделей и технологической оснастки.
В качестве заготовки используется пруток.
005 Токарная
Токарный с ЧПУ 16К20.
Приспособление: 3-х кулачковый патрон.
А Установить заготовку в трех кулачковый патрон, закрепить.
1 Подрезать торец и точить поверхность (8) на длину L=23 мм с припуском 0,1 мм на сторону (черновой проход);
2 Расточить поверхность (9), выдерживая размер(2) и поверхность (3) на длину L=23 мм с припуском 0,1мм на сторону (черновой проход);
3 Точить поверхность (8), выдерживая размер (7) на длину L=23 мм (чистовой проход);
4 Расточить поверхность (9), выдерживая размеры (2) и (10) и поверхность (3) на длину L=23 мм (чистовой проход);
5 Притупить острые кромки 0,5..0,8 мм;
6 Расточить канавку, выдерживая размеры (11) и (12);
7 Точить поверхность (4), выдерживая размер (6).
010 Токарная
Токарный с ЧПУ 16К20.
Эскиз детали изображен на рисунке 3.1
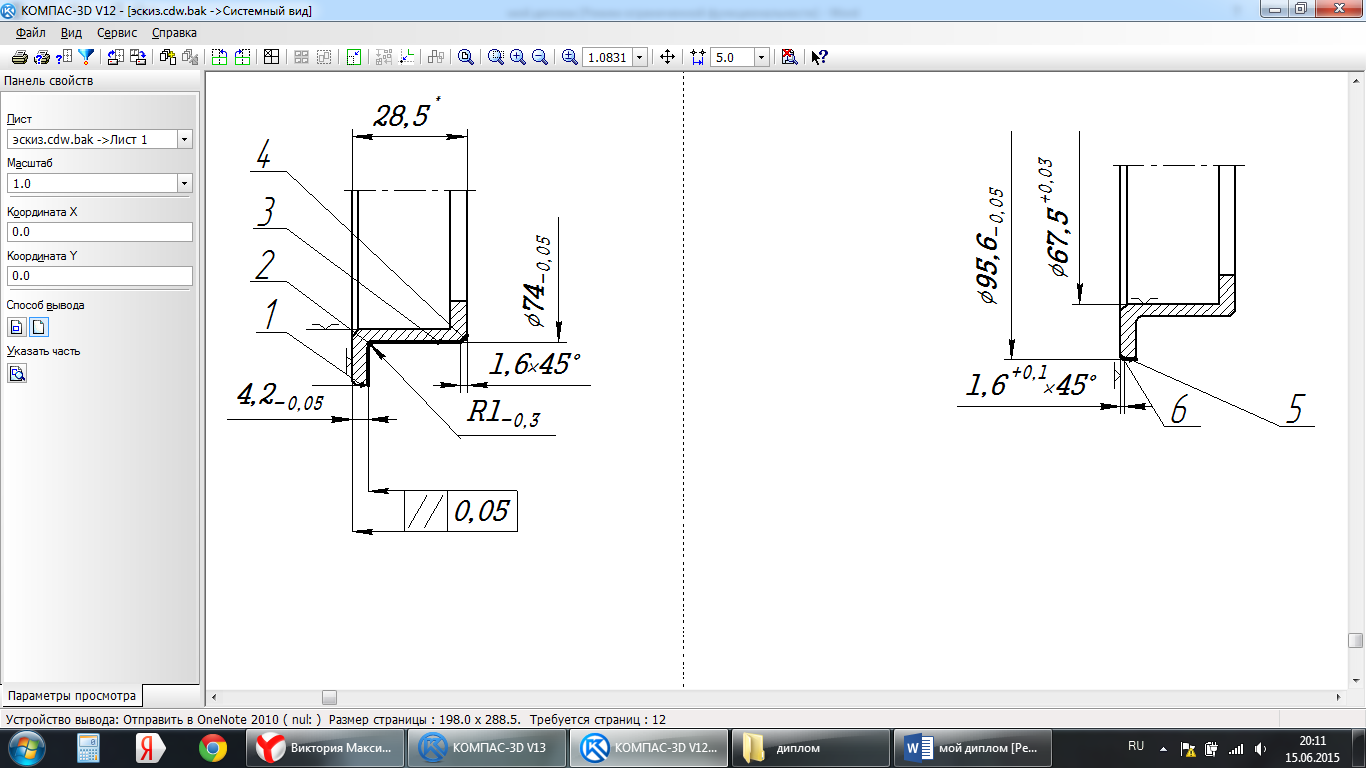
Рисунок 3.1 − Эскиз токарной операции 010
А Установить оправку в трех кулачковый патрон, выставить по базовой поверхности до 0,01, установить деталь, закрепить.
1 Точить поверхность (4), выдерживая размеры (1), (2) и (3);
2 Притупить острые кромки 0,1..0,4 мм.
015 Токарная
Токарный станок 16К20.
Приспособление: К6315/2-1650, оправка.
Эскиз детали изображен на рисунке 3.2
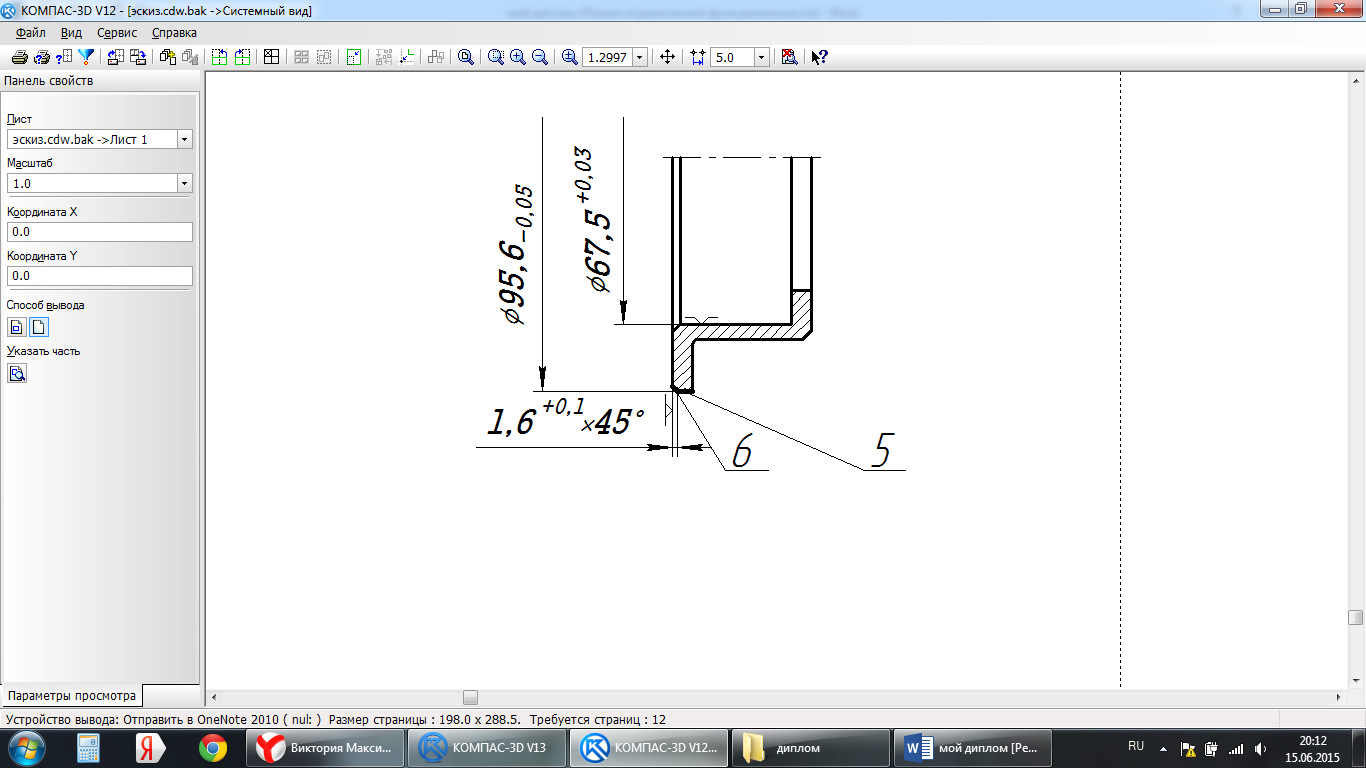
Рисунок 3.2 − Эскиз токарной операции 015
А. Установить оправку на станок и закрепить; проверить биение по диаметр. Базе на оправке 0,2..0,25мм.
Б. Установить деталь на оправку согласно эскизу и закрепить.
1.Точить поверхность диаметром ![]()
![]() согласно эскизу;
согласно эскизу;
2. Притупить острые кромки 0,1..0,4 мм.
020 Сверлильная
Радиально - сверлильный RV-4.
Приспособление: К6301/2-0850, кондуктор.
Эскиз детали изображен на рисунке 3.3
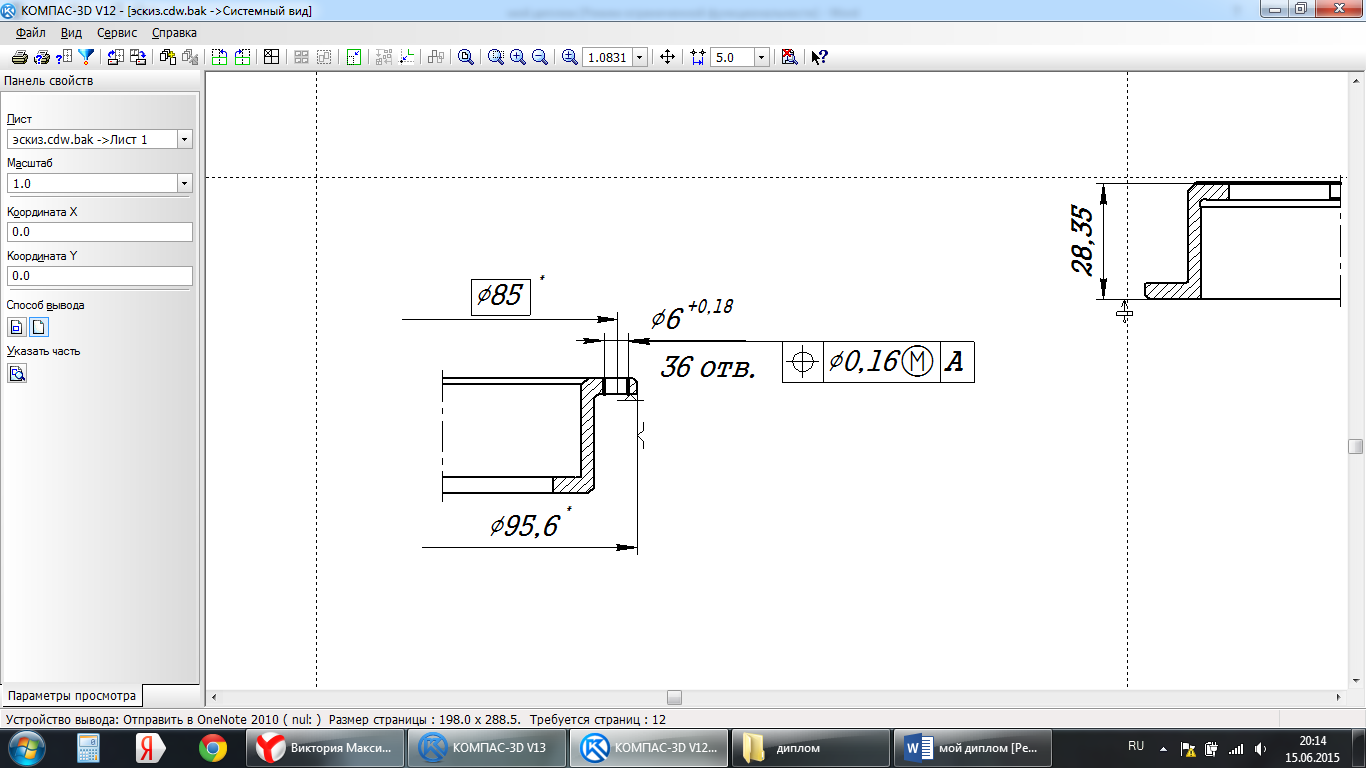
Рисунок 3.3 − Эскиз сверлильной операции 020
А. Установить деталь в кондуктор согласно эскизу и закрепить.
1. Сверлить 36 отверстий диаметром ![]()
![]() мм. согласно эскизу.
мм. согласно эскизу.
025 Фрезерная
Вертикально-фрезерный 6М13ГН-1.
Приспособление: К6321/2-1063.
Эскиз детали изображен на рисунке 3.4
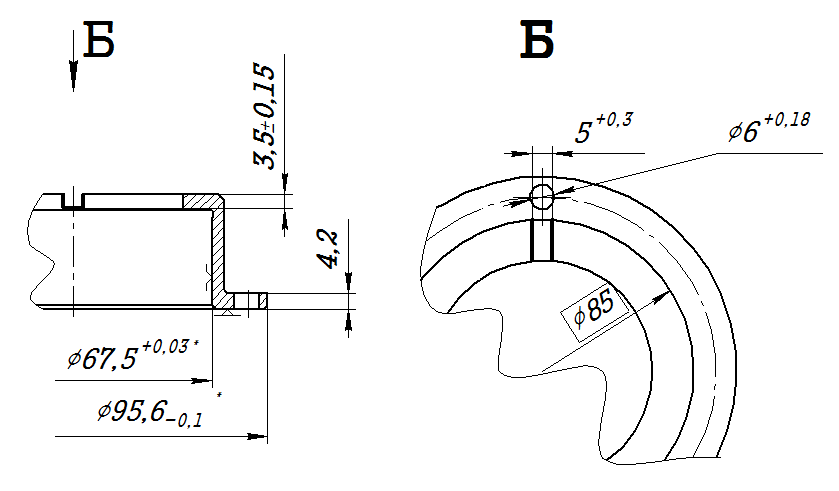
Рисунок 3.4 − Эскиз фрезерной операции 025
А. Установить приспособление на стол станка, выставить по осям до 0,05мм и закрепить.
Б. Установить деталь на приспособление согласно эскизу, фиксируя по отверстию (1) и закрепить.
1.Фрезеровать паз согласно эскизу.
030 Шлифовальная
Плоскошлифовальный 372-Б.
Приспособление: ГОСТ 16528-87,магнитная плита.
Эскиз детали изображен на рисунке 3.5
Рисунок 3.5 − Эскиз шлифовальной операции 030
А. Установить деталь на магнитный стол станка, намагнитить.
1.Шлифовать деталь согласно эскизу.
Б. Размагнитить деталь.
035 Шлифовальная
Универсально-шлифовальный ВМИ 32А/1500.
Приспособление: ГОСТ 24568-81 магнитный патрон.
Эскиз детали изображен на рисунке 3.6
Рисунок 3.6 − Эскиз шлифовальной операции 035
1.Установить деталь на магнитный патрон, выставить по диаметру ![]()
![]() до 0,01мм, намагнитить;
до 0,01мм, намагнитить;
2. Шлифовать деталь согласно эскизу;
3.Размагнитить деталь.
Стабилизирующий отпуск, выдержать при температуре (360±10)˚С, время выдержки 2ч(плюс 5 мин).
040 Шлифовальная
Универсально-шлифовальный 32А/1500.
Приспособление: ГОСТ 24568-81,магнитный патрон.
Эскиз детали изображен на рисунке 3.7
Рисунок 3.7 − Эскиз шлифовальной операции 040
А. Установить деталь на магнитный патрон, выставить по поверхности Д и Т до 0,005мм и закрепить.
1.Шлифовать деталь согласно эскизу.
045 Шлифовальная
Универсально-шлифовальный ВМИ32А/1500.
Приспособление: К6331/2-2474,оправка.
Эскиз детали изображен на рисунке 3.8
Рисунок 3.8 − Эскиз шлифовальной операции 045
А. Установить оправку на станок и закрепить, биение по диаметральной базе 0,2..0,25мм.
Б. Установить деталь на оправку, совмещая риски на оправке и детали в месте знака «плюс», выставить по поверхности диаметром ![]()
![]() до 0,01мм и закрепить.
до 0,01мм и закрепить.
1. Шлифовать деталь согласно эскизу.
050 Контрольная
Наружный осмотр, визуально:
1 Проверить правильность оформления сопроводительной документации;
2 Проверить отсутствие механических повреждений на поверхности деталей;
3 Проверить наличие притуплений острых кромок 0,1..0,4мм, отсутствие заусенцев;
4 Проверить соответствие шероховатости обработанных поверхностей
знакам на эскизе.
Изучив и проанализировав базовый технологический процесс изготовления втулки авиационного двигателя, можно выделить ряд недостатков:
1 Использование операции внутреннего шлифования для обработки поверхности диаметром 68 мм;
2 Использование в базовом ТП токарно-винторезного станка 16К20.
Данный станок не обеспечивает высокую производительность и точность обработки;
3 Использование одношпиндельного сверлильного станка RV-4 на операции сверления 36 отверстий диаметром 6 мм.
Для устранения этих недостатков можно выделить ряд задач, которые необходимо решить в ходе дипломного проектирования:
1 Заменить операцию внутреннего шлифования операцией тонкого точения;
2 Ввести в ТП изготовления детали станок с ЧПУ 16К20Ф3 вместо станка 16К20.
3 Ввести в ТП многошпиндельную насадку для сверлильного станка.
4 Постановка цели и задач выпускной квалификационной работы.
Цель работы – повысить качество обработки, снизить себестоимость заготовки и затраты на производство за счет применения нового оборудования и прогрессивных схем обработки, составить новый технологический процесс, предложить планировочное решение участка по его изготовлению.
Во избежание недопустимых отклонений формы детали, необходимо решить проблему равномерного распределения нагрузки силы резания на деталь.
В процессе работы произведен анализ базового технологического процесса изготовления втулок авиационного двигателя ВСУ-10 и предложен новый, с применением современного оборудования. Также спроектировано приспособление для сверления 36 отверстий диаметром 6 мм, и предложено планировочное решение участка по изготовлению втулок газотурбинного двигателя ВСУ-10.
5 Разработка технологического процесса изготовления втулки авиационного двигателя ВСУ-10
При установлении последовательности обработки руководствуются следующими соображениями:
1 В первую очередь обрабатываются те поверхности, которые являются базовыми при дальнейшей обработке, а также поверхности, относительно которых на чертеже координировано наибольшее число других поверхностей;
2 Затем обрабатываются поверхности, с которых снимается наибольший слой металла;
3 Поверхности, связанные с точностью взаимного расположения (соосность, перпендикулярность, параллельность осей и т. п.), обрабатываются за один установ;
4 Поверхности, которые должны быть наиболее точными (с наименьшей шероховатостью), должны обрабатываться последними;
5 При выборе технологических баз следует стремиться к соблюдению принципов постоянства и совмещения баз.
005 Токарная
Токарный с ЧПУ 16К20Ф3С32.
Приспособление: 3-х кулачковый патрон с расточенными кулачками.
Эскиз токарной операции 005 представлен на рисунке 5.1
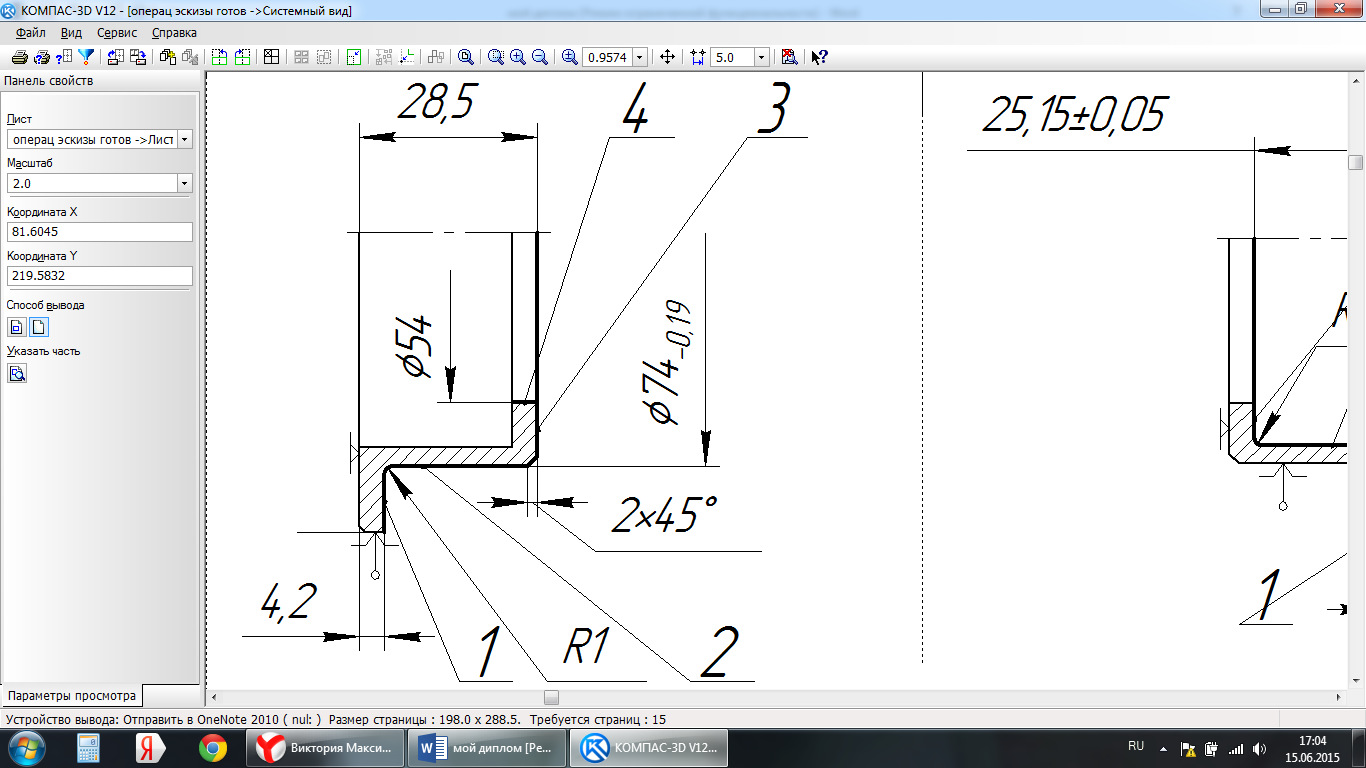
Рисунок 5.1 − Эскиз токарной операции
А Установить заготовку в 3-х кулачковый патрон, закрепить.
1 Подрезать торец (1);
2 Точить поверхность (2), выдерживая размеры;
3 Подрезать торец (3);
4.Расточить поверхность (4), выдерживая размеры;
5 Притупить острые кромки.
010 Токарная
Токарный с ЧПУ 16К20Ф3.
Приспособление: 3-х кулачковый патрон с расточенными кулачками.
Эскиз токарной операции представлен на рисунке 5.2
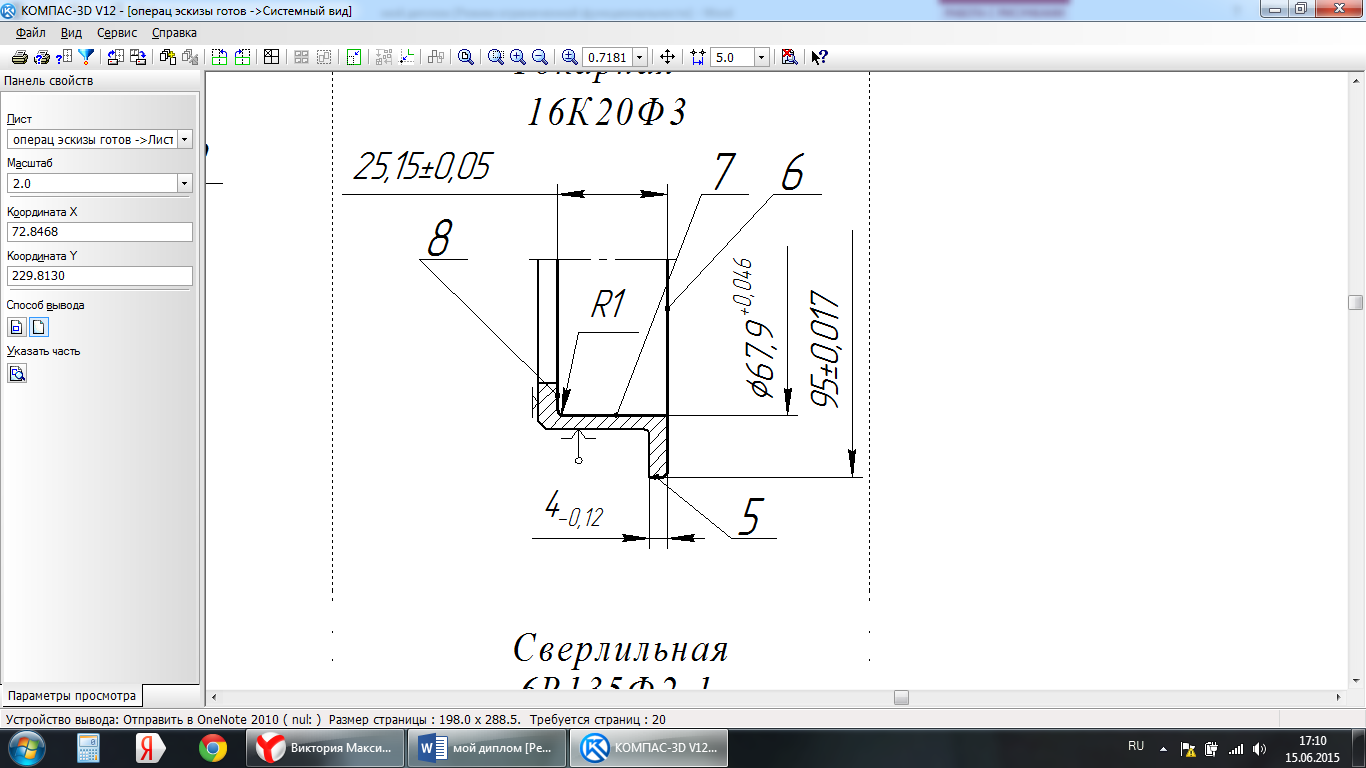
Рисунок 5.2 − Эскиз токарной операции
1 Точить поверхность (5), выдерживая размеры;
2 Подрезать торец (6), выдерживая размеры;
3 Расточить поверхность (7), черновая, получистовая, чистовая;
4 Точить поверхность (8), выдерживая размеры.
015 Фрезерная
Вертикально-фрезерный 6Р13.
Приспособление: кондуктор.
А. Установить приспособление на стол станка, выставить по осям до 0,05мм и закрепить.
Б. Установить деталь на приспособление согласно эскизу) и закрепить.
Эскиз фрезерной операции представлен на рисунке 5.3
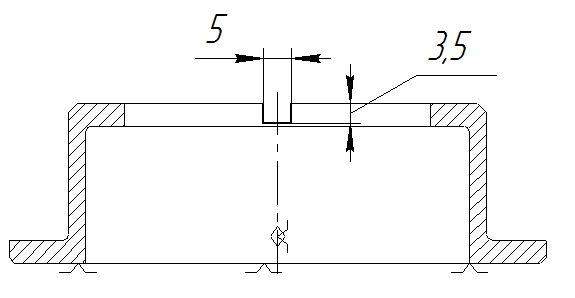
Рисунок 5.3 − Эскиз фрезерной операции
1.Фрезеровать паз согласно эскизу.
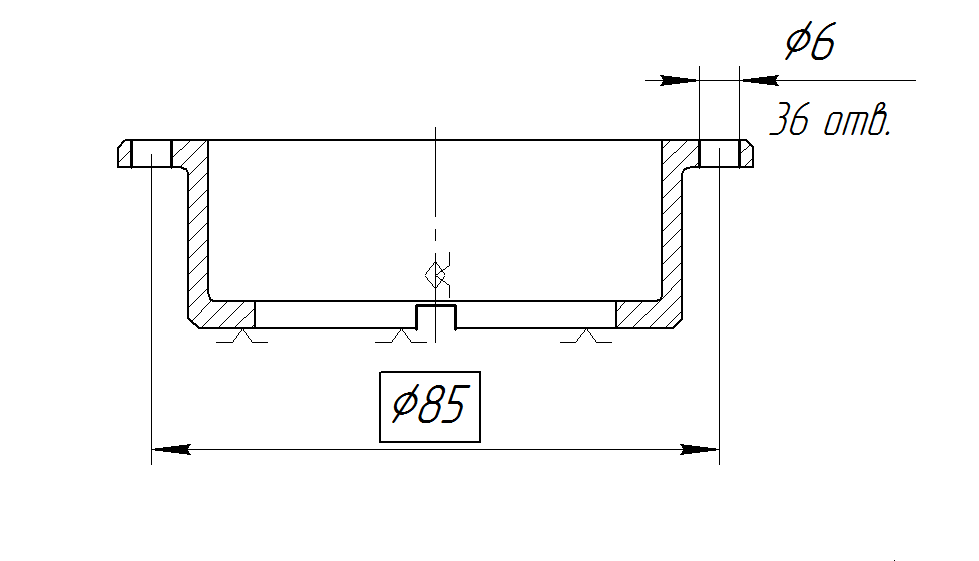
020 Сверлильная
Сверлильный 2Р135Ф2-1.
Приспособление: кондуктор.
Эскиз сверлильной операции представлен на рисунке 5.4

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
